КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Точечные диаграммы. Кривые распределения не учитывают последовательности обработки заготовок
|
|
|
|
Кривые распределения не учитывают последовательности обработки заготовок. Для определения изменения размеров в ходе обработки строят точечные диаграммы. По оси ординат откладывают фактические размеры деталей, снимаемых со станка, по оси абсцисс - номера деталей (рисунок 7.2,а) При большом числе деталей в партии точечные диаграммы становятся длинными, что неудобно. Для сокращения длины диаграммы партию деталей разбиваются на группы, по оси абсцисс откладывают не номера деталей, а номера групп. В каждую группу входит одинаковое количество последовательно снимаемых со станка заготовок (рисунок 3.2,б). На рисунке 3.2,в показана диаграмма, построенная по средним арифметическим значениям размеров групп деталей. Такие диаграммы используются при статистическом контроле. На рисунке 7.2,г на контрольной диаграмме показано рассеяние средних групповых значений последовательно обрабатываемых групп заготовок. Линиями а ограничена величина поля допуска Контрольные прямые б ограничивают рассеяние средних значений размеров групп. Их место находят на основе теоретических положений статистического контроля. Точка А - выход размера за пределы контрольных прямых диктует необходимость поднастройки станка.
Точечные диаграммы позволяют следить за ходом процесса и изменением точности обработки во времени. По точечным диаграммам могут быть определены не только средние значения размеров, но и другие характеристики стабильности процесса обработки, например, величина поля рассеяния.
Определение этих величин облегчается применением различных приборов автоматического контроля. Применение статистического контроля предупреждает брак. Выборочно проверяется 5-10 % продукции.
Для исследования точечными диаграммами необходимо большое число наблюдений, точность отверстия соответственно в заготовке, после предварительной, чистовой и отделочной обработки. При правильно построенном технологическом процессе σ>σ1>σ2>σ3, а величины х3-х2, х2-х1 и х1-х должны быть во избежание брака достаточно большими.
При нахождении σ следует исключать влияний систематических ошибок, например погрешности формы цилиндрической детали. Деталь следует измерять только в определенных сечениях.
Таким образом, сравнивая поле фактического рассеяния размеров деталей с заданным полем допуска, определяют возможность или нецелесообразность их обработки выбранным способом.
Кроме закона нормального распределения используются и другие законы. Так, если на размер обработки оказывает влияние установившийся износ инструменту, то распределение размеров деталей будут подчиняться закону равной вероятности (рисунке 3.1,г, д). Если имеет место ярко выраженный приработочный износ, зона установившегося износа мала, а за ней идет зона ускоренного возрастания износа, распределение размеров деталей может оказаться выраженным законом треугольника (Симпсона), как показано на рисунке 3.1, е, ж.
При тепловых деформациях системы изменение размера обработки и распределение размеров деталей выражаются кривыми, изображенными на рисунке 3.1, з, и. Во всех трех случаях выполняемый размер х изменяется в зависимости от числа обработанных заготовок n.
При обработке методом пробных рабочих ходов кривая распределения смещается для отверстия в сторону наименьшего размера (рисунок 3 1, к), а для наружных поверхностей - в сторону наибольшего, так как сказывается субъективный фактор - стремление рабочего избежать брака.
Распределение погрешностей взаимного положения, формы (отклонений от параллельности, перпендикулярности двух поверхностей, перпендикулярности оси детали к торцу, разностенности полых деталей) подчиняется закону эксцентриситета (Релея). Однопараметрическая кривая распределения эксцентриситетов R ступенчатых цилиндрических деталей показана на рисунке 3.1, л. У нее хср=1.92∙σ.
Систематические постоянные погрешности не влияют на форму кривой распределения. Влияние этой погрешности выражается в том, что кривая распределения сдвигается на величину этой погрешности по оси абсцисс.
Систематические закономерно изменяющиеся погрешности искажают кривую распределения.
Вследствие одновременного действия большого количества факторов на точность обработки в производственных условиях часто распределение деталей выражается кривыми, представляющими композицию разных законов. На рисунке 7.1, м изображена композиция кривой Гаусса и кривой равной вероятности (при значительном влиянии размерного износа инструмента).
На рисунок 7.1, н представлена двухвершинная, кривая распределения заготовок, обработанных с двух настроек. При большом количестве настроек распределение размеров заготовок приблизится к форме кривой Гаусса, но с более широкой базой.
После построения опытных кривых распределения, используются критерии согласия Пирсона, В.И. Романовского, А.Н. Колмогорова, подбирают теоретический закон распределения.
По кривой распределения возможно нахождение вероятного процента годных деталей и брака при продолжительной обработке в условиях исследования Так, если поле допуска Г (рисунок 3.1, б) ограничено абсциссами Х1 и Х2, то вероятное количество годных деталей выразится отношением площадей F1 и F2 к площади F, заключенной между кривой и осью абсцисс
 ,
, 
Если взять х/σ = z (число сигм в интервале), то эти интегралы предстанут в виде функции Ф(z):
Величины F1 и F2 меньше единицы, F принимается равной единице. Значения Ф(z) даны в таблицах [9, 10]. При z = ± 3 Ф(z) = 0,9973. Это значит, что при 6σ = Т из всей партии деталей, обработанных по данной схеме, только 0,27% выйдет за пределы поля допуска, при 4σ =T в брак будет уходить около 4,55 % деталей, при 2 σ = Т соответственно 31,7 %.
Метод кривых распределения универсален и нашел широкое применение в производстве. Однако по полученным кривым не всегда возможно определение причин, вызывающих изменение точности обработки. Метод не учитывает последовательности обработки, фиксирует результаты законченного этапа, т.е «обращен в прошлое». Кривые распределения не дают необходимой информации для управления точностью процесса обработки заготовок.
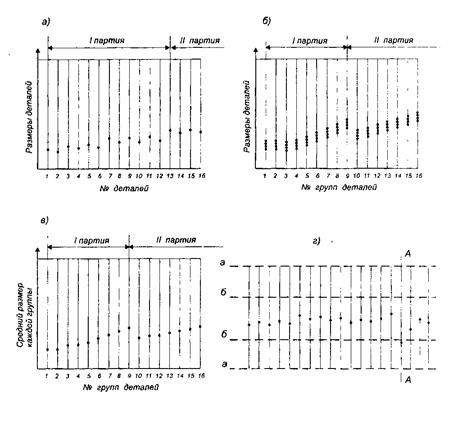
Рисунок 7.2 - Точечные диаграммы
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 871; Нарушение авторских прав?; Мы поможем в написании вашей работы!