КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарная обработка штыря
|
|
|
|
Разберем пример обработки простой детали. Допустим, требуется изготовить на токарном станке один штырь, показанный на рисунке 4.
Для этого штыря заготовку принимаем из прутка. Задаемся припуском на обработку по 2 мм на сторону по диаметру 20 мм. Тогда получим диаметр прутка равный 20+(2x2) = 24 мм. Принимая припуск на подрезание каждого торца заготовки 1 мм и ширину отрезного резца 3 мм, получим длину заготовки 45 мм. Чтобы отрезать заготовку длиной 45 мм от прутка на расстоянии 5 мм от кулачков патрона, нужно будет пруток выдвинуть на 50 мм от них.
Для обработки такого штыря потребуется три резца: проходной отогнутый с углом  , проходной упорный прямой с углом
, проходной упорный прямой с углом  и отрезной.
и отрезной.
Проходным отогнутым резцом с углом можно обточить пруток по диаметру, подрезать торцевую поверхность и обточить фаску. Проходным упорным резцом с углом можно обточить пруток и подрезать уступ.
Отрезным резцом будет отрезаться заготовка от прутка.
На рис. 5 показаны эскизы обработки штыря на токарном станке. После выдвигания прутка на 50 мм из кулачков самоцентрирующего патрона (рис. 5,а) и его закрепления подрезают торцовую поверхность в размер 49 мм (рис. 5,6), снимая припуск 1 мм. Затем обтачивают проходным упорным резцом с углом  пруток на диаметр 16 мм на длине 25 мм от торцовой поверхности (рис. 5, в), а потом проходным отогнутым с углом на диаметр 20 мм на длине 20 мм (рис. 5, г); этим же резцом снимают фаску 2X45° на конце прутка, обточенном на 016 мм (рис. 5, д), и отрезным резцом отрезают заготовку длиной 41 мм (рис. 5, е). Вынув заготовку из патрона, устанавливают ее концом, обточенным на 016 мм в кулачки патрона, подрезают торцовую поверхность (рис. 5, ж) и снимают фаску (рис. 5, з). Это будет вторая установка прутка в патрон. Таким образом, штырь обтачивается за две установки.
пруток на диаметр 16 мм на длине 25 мм от торцовой поверхности (рис. 5, в), а потом проходным отогнутым с углом на диаметр 20 мм на длине 20 мм (рис. 5, г); этим же резцом снимают фаску 2X45° на конце прутка, обточенном на 016 мм (рис. 5, д), и отрезным резцом отрезают заготовку длиной 41 мм (рис. 5, е). Вынув заготовку из патрона, устанавливают ее концом, обточенным на 016 мм в кулачки патрона, подрезают торцовую поверхность (рис. 5, ж) и снимают фаску (рис. 5, з). Это будет вторая установка прутка в патрон. Таким образом, штырь обтачивается за две установки.

Рисунок 4. Штырь.

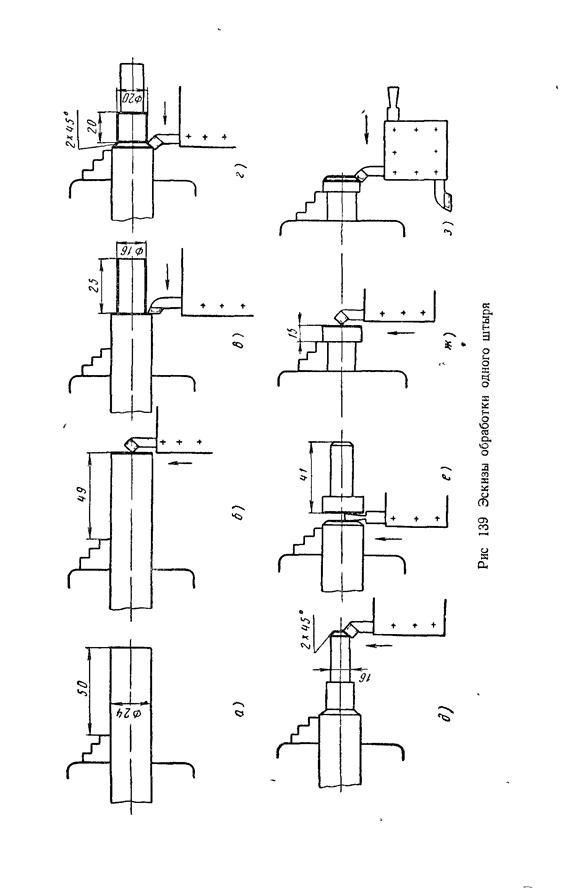
Рисунок 6. Эскизы обработки одного штыря.
При изготовлении 50 (и более) штырей ту же обработку целесообразно дифференцировать, т. е. расчленить. Например, сначала выдвинуть пруток на 50 мм (рис. 6, а) и отрезать заготовку длиной 42 мм (рис. 6, б). Отрезав все 50 заготовок, приступают на этом же или на другом токарном станке к обтачиванию одного конца длиной 26 мм диаметр 16 мм (рис. 6,в) у всей партии (все 50 заготовок, обрабатываемых одновременно, принято называть партией). Затем на этом же или на другом токарном станке у всей партии заготовок, установленных в патрон обточенной поверхностью, обтачивают цилиндрическую поверхность на диаметр 20 мм (рис. 6, г). Такое деление (дифференцирование) обработки значительно упрощает работу токаря, позволяя широко использовать перемещение резца в поперечном направлении по лимбу или по поперечному упору, а в продольном направлении по лимбу или по продольному упору с ограничителями, что значительно снижает время обработки, повышая производительность труда.
Для подрезания торцовой поверхности диаметром 20 мм на длину 41 мм (рис. 6, д) устанавливают каждую заготовку поочередно также в патрон обточенным концом Ø 16 мм так, чтобы уступ упирался в торцы кулачков; при подрезании торцовой поверхности используют продольный упор на станине станка. Затем у всей партии обтачивают фаску 2x45° у торцовой поверхности Ø 20 мм (рис. 6, е). После снятия фаски устанавливают заготовки в патрон обточенным концом 0 20 мм так, чтобы уступ заготовки совпадал с торцами кулачков (рис. 6, ж) и подрезают торцовую поверхность Ø 16 мм на длину 40 мм. Подрезав эти торцовые поверхности у всей партии, заканчивают обработку штыря обтачиванием фаски 2x45° у торца Ø 16 мм (рис. 6, з). Так как фаску 2X45° можно обтачивать и с продольной и с поперечной подачей, то используют соответственно продольный или поперечный упор. Дифференциация обработки целесообразна лишь при значительной партии обрабатываемых деталей. При меньшей партии деталей обрабатывать такой штырь следует за меньшее число операций. Например, после подрезания торцовой поверхности Ø 16 мм на длину 40 мм (рис. 6,ж) у той же заготовки обтачивают фаску 2x45° (рис. 6, з) за одну установку.
Обработку одной или нескольких поверхностей детали на одном станке у всей партии принято называть операцией. Таким образом один штырь (см. рис. 5) обрабатывался за одну операцию (укрупненный процесс), а 50 штырей — за 7 операций (дифференцированный процесс). Партию меньше 50 штырей целесообразно обрабатывать за меньшее число операций.
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 810; Нарушение авторских прав?; Мы поможем в написании вашей работы!