КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Фасонные поверхности
|
|
|
|
Фасонные поверхностинебольшой длины обрабатывают фа-
сонными резцами 1 с поперечной подачей (рис.11,a).При обра-
ботке фасонных поверхностей значительной длины часто исполь-
зуют копиры.В копире 6 (рис.11.6),установленном на кронштейне 7, который укреплен на станине, сделан криволинейный паз,
отвечающий по форме образующей обрабатываемой поверхности 2.
С поперечными салазками суппорта соединена тяга 4, на которой
закреплена ось 5 со свободно насаженным роликом 5, который вхо-
дит в криволинейный паз. Винт поперечной подачи отсоединяют от поперечного суппорта. При сообщении суппорту продольной подачи ролик катится по криволинейному пазу, а соединенные с тягой поперечное салазки перемещаются на нужную величину в поперечном направлении и вершина резца 1 перемещается эквидистантно криволинейной образующей обрабатываемой поверхности заготовки.
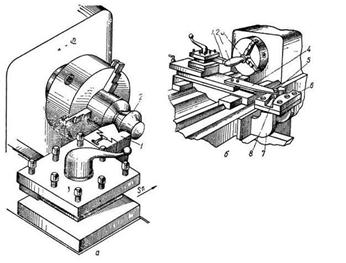
Рис.11.Обработка фасонных поверхностей на токарном станке.
Нарезание резьбы.
На токарном станке внешнюю резьбу можно нарезать резцом или плашкой, а внутреннюю — резцом или метчиком.
Для нарезания резьбы резцом станок надо наладить так, чтобы за каждый оборот заготовки (шпинделя) резец перемещался на шаг нарезаемой резьбы.
С целью ускорения наладки для нарезания резьбы на коробке подач укреплена таблица, показывающая, в какие положения надо перевести рукоятки коробок скоростей и подач и какие зубчатые колеса надо установить на гитаре, чтобы получить необходимую подачу (шаг резьбы).
Чтобы резьба была точной, нужно правильно установить резьбовой резец 1, 3 (рис.12,а). Этого достигают с помощью шаблона 2. Резьбу нарезают в несколько проходов. После каждого прохода резец отводят от заготовки и суппорт возвращают в исходное положение, устанавливают резец на определенную глубину резания (рис.12,6, в ) и делают очередной проход.
При нарезании многозаходной резьбы необходимо после нарезания одной нитки перед переходом к нарезанию следующей нитки

Рис.12.Схемы нарезания резьбы резцами на токарном станке.
Многозаходные резьбы нарезают следующими способами:
1-поворачивая заготовку на определенный угол с помощью специального поводкового патрона при выключенной маточной гайке;
2-используя специальный патрон с градусными делениями, в котором одну его часть вместе с заготовкой можно повернуть относительно другой на необходимый угол;
3- перемещая резец с помощью верхних салазок суппорта на величину
Многорезцовые токарные станки и выполняемые на них работы
В отличие от обычных токарных станков многорезцовые обычно имеют два независимых друг от друга суппорта: передний и задний. В каждом из них закрепляют по нескольку резцов, которые работают одновременно.
Передний суппорт имеет только продольную подачу, поэтому Установленными в нем резцами обрабатывают только цилиндрические поверхности. Задний суппорт имеет только поперечную подачу и установленными в нем резцами обрабатывают торцевые плоскости, канавки, короткие конические и фасонные поверхности, фаски.
Поскольку на многорезцовых станках заготовки обрабатывают одновременно несколькими резцами, расходуется гораздо большая мощность на резание и станки эти строятся гораздо более жесткими, с более мощным приводом, чем обычные токарные станки. Работают они в полуавтоматическом цикле.
На многорезцовых станках обрабатывают заготовки различных деталей:ступенчатых валов, зубчатых колес, дисков и др. Закрепляют заготовки в центрах, трехкулачковых патронах, на оправках и др.
На рис.15 показана схема наладки многорезцового станка для обработки пустотелой оси 2. Заготовку с предварительно обработанным отверстием устанавливают на оправке /, закрепленной на шпинделе станка. На оправке заготовку закрепляют гайкой 8 и шайбой 7. В переднем суппорте 11 установлены проходные резцы 9, 10 и 12, которые соответственно обрабатывают на заготовке цилиндрические поверхности 13,15,16. В заднем суппорте 3 установлены резцы б,5 и 4 для обточки соответственно фаски, конуса и торцевой плоскости 14. Основное преимущество многорезцовых над обычными токарными станками то, что основное (технологическое) время обработки заготовок на них меньше в несколько раз.
Быструю и точную установку резцов при наладке станка производят по установленной на станке перед началом работы эталонной детали или по шаблону.
Многорезцовые станки выгодно использовать в условиях массового и крупносерийного производств.
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 684; Нарушение авторских прав?; Мы поможем в написании вашей работы!