КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вища алгебра 9 страница
|
|
|
|
¡ перфорирленген диэлектриктің 3-қабатын пресстеу;
¡ байланыс өткелдерін орындау, диэлектрик бетінің химиялық және гальваникалық мыстау;
¡ КБП-ң 4-қабат сұлбасының суретін алу, ашық жерлердегі мысты зарарсыздандыру, сұлба суретінің қорғаныс қабатын жою;
¡ перфорирленген диэлектриктің 4-қабатын пресстеу;
¡ байланыс өткелдерін орындау, диэлектрик бетінің химиялық және гальваникалық мыстау;
¡ КБП-ң 5-қабат сұлбасының суретін алу, ашық жерлердегі мысты зарарсыздандыру, сұлба суретінің қорғаныс қабатын жою;
¡ Диэлектриктің соңғы қабатын пресстеу (е пунктіне сәйкес орындау), пакетті жинастыру;
¡ сыртқы қабаттың сұлбасының суретін алу, сұлба суретінің қорғаныс қабатын жағу, мысты зарарсыздандыру, металл қорғаныс қабаттың ашық түске боялуы, КБП-н механикалық өңдеу, маркировкалау, тексеру, технологиялық қорғаныс бетін жалату, қораптау.
13.3. БП-да технологиялық құжаттардың түрлері мен комплекттілігі.
МЕСТ 3.1428-91 БП-ларын дайындау АЖТ- терінде қолданатын технологиялық құжаттарды рәсімдеу ережелерін орнатады. МЕСТ 3.1104-81 және МЕСТ 2.004-88 құжаттардың формалары мен бланктеріне және олардың жобалау кезіндегі рәсімдеуге қойылатын жалпы талаптар жинақталған. МЕСТ 3.1102-81 – құжаттардың түрлері, олардың шартты белгіленуі және құжатты өңдеу кезеңдері; МЕСТ 3.1103-82 формалардағы негізгі жазуларды рәсімдеу. МЕСТ 3.1119-83 құжаттар комлектілігіне және өндірістің бірлік АЖТ-нің ұйымдастыруына тәуелді құжаттар комплектісін рәсімдеуге қойылатын жалпы талаптарды қамтиды. МЕСТ 3.1121-84 – типтік және топтық АЖТ-терге. Аспапжасау және машинажасау технологиялық операциялырының классификаторы 1 85 151 АЖТ-тердің атауларын қамтиды.
МЕСТ 3.1428-91 БП-сын дайындау АЖТ-сін өңдеу кезінде қолданатын құжаттардың келесі түрлерін орнықтырады:
Маршруттық карта (МК) (МЕСТ 3.1118-82 бойынша МК рәсімделуі мен формасы) ТП-ті жабдық бойынша, оснастка, материалдық, еңбек және басқа да нормативтері бойынша, сәйкес мәліметтері көрсетілген барлық дайындау операцияларын технологиялық реттілікпен сипаттауға арналған; дайындау және бұйымды жөндеу АЖТ-нде өңделетін технологиялық құжат комплектісінің құрама және ажырамас бөлігі болып табылады. Маршрутты және маршрутты-операционды АЖТ-сі кезінде негізгі құжаттардың бірі; АЖТ-ң операциондық сипаттамасында цехтің, учаскенің, операцияның номері,операция атауы, операцияны орындауда қолданатын құжаттар тізімі, жабдықтар, еңбек шығындары көрсетілетін еркін құжат ролін атқарады.
МК-ны бірлік, типтік, топтық АЖТ-нде фотошаблондар, ББП, ЕБП, КБП дайындауды сипаттау үшін қолданады.
Типтік АЖТ картасы (ТТПК) типтік АЖТ-ң химиялық және гальваникалық металдауын сипаттау үшін қолданады, операционды карта (ОК) – БП-ң контурын өңдеу және бірлік АЖТ-ң ББП, ЕБП, КБП дайындауда тесіктерді өңдеуді сипаттау үшін.
Тптік, топтық ТП-не бұйымдар ведомості типтік АЖТ-не фотошаблондар, ББП, ЕБП, КБП дайындауда айнымалы ақпаратты нұсқау, сонымен қатар әр бұйым бойынша химиялық және гальваникалық металдау ТТП.
Технологиялық нұсқаулық (ТН) келесідей сипаттау қызметін атқарады:
· фотошаблон және БП дайындау кезінде қолданатын түрлі қоспаларды дайындау АЖТ;
· жабдықты орнықтырумен байланысты шаралар.
Материал шығындарының ведомості негізгі материал бетінің бірлігіне кететін удельді норма материалдар шығынын жазуға қолданады.
Эскиздер картасы (ЭК) технологиялық операция немесе АЖТ-тің орындалуын айқындайтын ФШ және БП графикалық бейнелеуге қызмет етеді.
Комплектілік карта (КК) келесі қамтиды:
· ФШ және БП дайындау кезінде қолданатын қосымша материалдар;
· өзіндік белгілеулері бар, КБП құрамына кіретін комплекттеуші БП;
· қолданылатын өткел арматуралары;
· КБП-сын дайындауда қолданатын негізгі, төсеніш және қосымша материалдар.
Технологиялық құжаттардың топтық және типтік АЖТ-ке комплекттілігі өндіріс түріне, құжаттарды өңдеу кезеңдеріне, АЖТ-тің детализациялау деңгейінің сипаттамасына, дайындауға қолданатын әдістеріне тәуелді.
ТТП және БП құжаттарының комплектілігін өндірістің нақты шарттарын ескере отырып, ғылыми-техникалық құжаттар мен ұйым стандарттары МЕСТ 3.1121-84 талаптарына сәйкес, өндіруші қояды.
Негізгі әдебиет: 3 [301- 313],4 [421- 443].
Тексеру сұрақтары:
1. КБП-ң классификациясы.
2. КБП-ны дайындау әдістерінің классификациясы.
3. КБП-ң құрылымы.
4. КБП-н дайындаудың конструктивті-технологиялық әдістері.
5. КБП-н дайындаудың технологиялық процесінің негізгі этаптары.
6. БП-да технологиялық құжаттардың түрлері мен комплекттілігі.
14 Дәріс. Сенімділік және оны қамтитын технологиялық жолдары
14.1 Негізгі түсініктемелер және анықтамалар
Сенімділік – ол маңызды көрсеткіш. Оның сапасының көтерілуі өнімнің өзіндік құнын және тасымалдау шығынын төмендетеді және бұйым ресурсын жоғарлатады. Бір мезгілде, жинақтайтын бөлшектің құрама элементтердің сенімділігін жоғарлату арқылы, бұйымның салмағын және габаритін төмендетуге болады (бөлшек мықтылығының қор коэффициентін азайтып,сақтау ескерілмейді және т.б.)
Сенімділік арқылы берілген функция бойынша бұйымның қасиетін түсіндіруге,берілген шектегі керекті уақыт аралығындағы тасымалдау көрсеткішін сақтауға болады.
Бұйымның сенімді болуы оның бөлшектерінің қарсылықсыздығымен,жөндейтінділігімен, сақталымпаздылығымен сонымен қатар ұзақтылығымен білінеді.
Қарсылықсыздығы – бұйымның бұл қасиеті үзіліссіз жұмыс жасалған кезде де жұмысқа қабілеттілігін сақтайды.
Жөнделетінділігі – бұйымның бұл қасиеті бұзылуды алдын ала ескерту, табу және оны жоюға негізделген.
Сақталымпаздылығы – бұйымның бұл қасиеті техникалық шарт бойынша орнатылған сақтау және тасымалдау кезіндегі және одан кейінгі эксплуатациялық көрсеткішін сақтайды.
Ұзақтылығы - бұйымның бұл қасиеті жағдайының шегіне дейін жұмысқа қабілеттілігіне негізделген. Жағдайдың шектелуі деген техникалық құжатта көрсетілген мерзім, яғни бұл бұйымның бұдан әрі пайдалануға жарамайтындығы және жұмысқа қабілетінің тиімсіз болуы екенін көрсетеді.
Бұйымнық ұзақтылығы техникалық ресурс бойынша бағаланады, яғни бұйымды пайдалану кезінен бұзылуына дейін немесе басқа шектік жағдайына дейін және бұйымның қызмет жасау мерзімімен анықталады. Бұйымның тозуы яғни үрдісте эксплуатация әрекеті және белгілі бір функцияны кезекті түрде орындауымен түсіндіріледі. Ұзақтылық басқа да бірліктермен өлшенуі мүмкін (мысал, цикл санымен, яғни бұйымның тозуына дейін есептелген).
Сенімділікті сандық жағынан бағалауда бұзылу үлкен қызмет атқарады.
Бұзылу дегеніміз – жөндеуге келмейтін процес болып табылады, яғни оны жоймайынша бұйымның аппаратура үшін немесе оның негізгі функциясы үшін қандай да бір жұмыс істеуі екі талай. Бұзылу кейбір белгілері бойынша былай бөлінеді: бұзылудың жұмыс істеу қабілетіне әсер ету дәрежесіне қарай - толық, жартылай және біртіндеп; бұзылудың физикалық сипатына – катастрофалық және параметрлік; басқа да бұзылулармен байланысуына – тәуелді және тәуелсіз; біліну процесінің сипаты бойынша – кенеттен және біртіндеп; бұзылудың уақытына қарай – тұрақты, уақытша және кезектілі болып бөлінеді.
Толық бұзылу – бұл бұзылу білінген жағдайда, яғни бұзылуды жоймайынша аппаратураны қолдану мүмкін болмайды.
Жартылай бұзылу - қандай да бір элемент (параметр) сипатының нашарлануына байланысты.
Катастрофалық – бұйымның былай бұзылуы толығымен жұмыс істеу қабілетін тоқтату дегенді білдіреді. Мұндай бұзылуға бөлшектердің деформациялануы, үзілуі, т.б. жатады.
Параметрлік бұзылу – күрделі бұйымның біртіндеп бұзылуымен анықталады. Соның салдарынан бұйымның функциясының сапасы нашарлайды. Бұндай нашарлау тұрақты уақытта болуы мүмкін. Бұзылу кездейсоқ оқиға тәрізді тәуелді және тәуелсіз болады. Егер бұзылу қандай да бір жүйедегі элементтің бұзылуына әсерін тигізбесе, онда оны тәуелді, ал егер бір элементтегі бұзылуы басқа элементтегі кезінде өзгерген болса, онда ол тәуелді деп аталады. Кездейсоқ бұзылу – бірнеше кездейсоқ факторлардың және негізгі параметрлердің күрт өзгеруінің нәтижесінен яғни жұмыс жасайтын персоналдың әсерінен туындайтын бұзылу болып табылады.
Біртіндеп бұзылу - элементтің тозуынан және ескірудің нәтижесінде параметрдің аз ғана өзгеруінен туындайтын бұзылу. Бұндай бұзылудың белгілері, яғни бөлшектердің, компоненттердің жасырын білінбейтін қасиетінің өзгеруі көзге айқын көріне қоймайды.
Бұзылуларды бөлудің ішіндегі ең маңыздылары кездейсоқ және біртіндеп немесе катастрофалық және параметрлік болып табылады. Осыларға қарап сенімділік есептеу әдісін анықтауға болады. Параметрлік бұзылуы болмайтын сенімділікті параметрлік сенімділік деп атайды.
Тұрақты бұзылу – бұндай бұзылу жөндеу нәтижесінен кейін іске қосылады немесе оның орнына басқа элементті қолдануға негізделген.
Уақытша бұзылу - бұзылудың себебін жөндегеннен кейін қызмет көрсететін персоналдардың көмегінсіз өзінен-өзі жоғалатын бұзылу. Бұндай бұзылулардың себебіне қалыпсыз режим және жұмыс жағдайы әсер етеді.
Көп рет қайталанып тұратын бұзылуды кезектілі деп атайды.олардың байқау өте қиын; жұмыс жағдайындағы режимнің және бұйымның нашарығын білдіреді. Барлық сенімділіктің сандық сипаты ықтималдық сипатқа ие болады, ондағы бұзылу кездейсоқ болады. Ықтималдық сипатты анықтау өте күрделі тапсырма болыр табылады. Сондықтан қарапайым бұйым үшін көбінесе статикалық сенімділік сипатын анықтайды. Жаңа бұйымның сенімдіділік бағасын анықтаған кезде алдыңғы сынақ нәтижесінде белгілі бөлек элементтердің сенімділік сиптын қолданады.
14.2. Сенімділік көрсеткіші.
Жөнделмейтін бұйымның сенімділік көрсеткіші – бұл бұзылмайтын жұмыс ықтималдығы, бұзылудың жиілігі мен қарқындылығы, ал жөнделетін бұйым – дайындылық коэффициенті, бұзылу ағынының параметрі бұзылмайтын жұмыстытың ықтималдылығы, жөндеуге кететін орташа мерзіммен анықталады. Осындай кейбір көрсеткіштерді қарастырайық.
Бұзылмайты жұмыс бұйымының ықтималдылығы p(t) – берілген уақыт аралығында және берілген эксплуатациялау жағдайында бұзылудың болмау ықтималдылығы. Бұзылмайтын жұмыс ықтималдылығы:
Мұндағы, N0 - эксплуатация немесе сынақ басындағы бұйым саны; ni- i-ші уақыт аралығында сынақ кезінбе қатардан шыққан бұйым саны; m=t/∆t – аралық саны; t- сынақ уақыты; ∆t- аралық уақыт ұзақтығы.
Бұзылмайтын жұмыстың статикалық ықтималдылығы
Прибордың элементі ретінде де,прибордың кешені ретінде де бұл сипаттаманы сенімділікті бағалау үшін қолдануы мүмкін.сенімділікті анықтау үшін бұзылу ықтималдығын қолдануға болады.
Бұзылуға дейінгі орташа жұмыс жасалуы немесе бұзылусыз жұмыстың орташа уақыты – бұл бұйымның жөнделген жұмысының бірінші бұзылуға дейінгі күтілетін уақыт.
 ,
,
Мұндағы, tci- i-аралықтағы орташа уақыт.
Бұзылусыз жұмыстың орташа уақыты – бірдей жағдайда жұмыс жасайтын әртүрлі бұйымның сенімділігін бағалау және салыстыру үшін ыңғайлы. Бұзылу жиілігі – бұл ең бірінші сынақта қоданған элемент санындағы (N0)
n(t)/∆t уақыт бірлігіндегі бұзылған элементтердің санының қатынасы, яғни бұзылған элементтер қалыпына келмейді және алмастырылмайды шартқа сәйкес бойынша.
а (t)=n (t)/(NoDt). (4.5)
Сенімділіктің ең ыңғайлы сипаты болып бұзылу қарқындылығы табылады.
14.3. Бұзылу қарқындылығы.
Бұзылу қарқындылығы λ(t) деп –осы уақыт аралық басындағы жұмысқа қабілетті өнімді элементтер санының N(t) оның ұзақтығының∆t қарастырып отырған уақыт аралығындағы бұзылған элементтер санына n(t) қатынасын айтады.:

λ -сипаттағы өлшем орта саныныдағы жөнделіп жұмыс жасайтын элементтер уақыт бірлігіндегі (көбінесе сағат) қатардан шығып қалатын элемент бөлігіін көрсетеді.
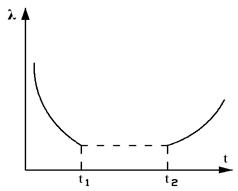
14.1. сурет. Бұзылу қарқындылығының уақытқа тәуелділігі.
Бұзылу қарқынының мәні элемент сенімділігінің сипаты сияқты былай түсіндіріледі:а) қалыпта жұмыс уақыты кезінде көптеген прибор элементінің және прибор кешенінің бұзылу қарқындылығы болып (әсіресе радиоэлектронды аппараттардың элементі) тұрақты өлшем болып табылады, яғни ол орташа жиіліктегі және бұзылусыз жұмыс ықтималдығының қарама-қарсы осындай элементтер санының сенімділігін бағалауға мүмкіндік береді; б) бұзылу қарқындылығы көп жағдайда прибордың элементін ғана емес сонымен қатар приборлы кешеннің сенімділіктің сандық сипатын анықтауға ықпалын тигізеді; в) бұзылу қарқындылығын эксперимент жүзінде де алуға болады.
Кәдімгі уақыт бойынша бұзылу қарқындылығының өзгеру қисығы 14.1 суретте көрсетілген. Бұл қисық аппараттың кездейсоқ бұзылуына негізделген.
Осылай бұзылу қарқындылығын өлшеу арқылы үш негізгі кезеңге бөлуге болады: эксперименттің басынан t1 моментіне дейінгі кезең, қалыпты эксплуатацияның ti моментінен t2-ге дейін және ескіру моментінен t2 барлық элементтердің істен шығуына дейінгі кезең.
Қалыпқа келтірілген бұйымның бұзылусыз жұмысының көршілес бұзылу арасындағы орташа уақыт – бұзылу жұмысы деп аталады.

Мұндағы, n- бұйымды сынау кезіндегі бұзылу саны; ti - (i-1)-ден i-ші бұзылу саны арасындағы жөнделген жұмыс уақыты.
Егер жоғарыда айтылған түсініктер техникалық қондырғылардың сенімділік сипатына қатысты болса, онда «сенімділік» түсінігінің орнына көбінесе «техникалық сенімділікті» қолданады. Бірақ, оны бағалау осы формулалар бойынша анықталып және анықтамалардың барлық түсінігі өзгеріссіз қалады. Бірақ осы түсінік бойынша техникалық әсердің және прибор жүйесінің сенімділігі толығымен сипатталмайды. Сондықтан техникалық үрдістің сенімділік теориясын шығарылғын бұйымның сенімділігін анықтайтын параметрлі техникалық сенімділікпен байланыстырған жөн.
Негізгі әдебиет: 2 [168-201.
Бақылау сұрақтары:
1.Сенімділік дегеніміз не?
2.Төзімділікке (долговечность) анықтама беріңіз.
3.Бұйымның қарсылықсыз жұмысының ықтималдығы қалай анықталады?
4 Қарсылыққа дейінгі орташа пайда қалай анықталады?
5.Қарсылық қарқындылығы дегеніміз не?
6.Қарсылықсыз жұмыстың орташа уақыты қалай анықталады?
15 Дәріс.
15.1.Аспап жасаудағы өңдеуді технико-экономикалық талдау.
Әлемдік тәжірибе көрсеткендей,электрондық аппараттар тез дамыған соң аспап жасау саласындағы технологиялық жабдықтардың ескіруі 2-3 жылға қысқарды.Ал өндіру әр 5 жыл саиын толық жаңарып отыру керек.Сол себепті технологиялық жаңару және жаңа өндіріс орындарының ең негізгі және маңызды жұмысы басқа өндіріс орындарымен бәсекелестікте болу.
Бұндай проблемаларды шешу үшін ең тиімді әдіс-өнімді сапалы,орнықты ТП,арзан бағамен,кіші көлемді,аз шығынды етіп шығару керек.Ол үшін мыналарды білу керек:
* Жаңа жабдық және олардың техникалық сипаттамасы,бағасы
* Аспап жасау үшін жабдықтың керекті мөлшері
* Аспап жасауда негізгі операцияларды жасауға кеткен жұмыс және әр операциядағы өндіріске жіберілген, аспапқа арналған дайындаманың пайыздық мөлшері.
* Негізгі шығын мен негізгі материалдың шығынының нормасын білу
* Өндіріс орындары мен жұмыс орындарының санын білу
* Аспаптың өзіндік құнын білу
* Аспап өдірісінің экономикалық тиімділігі және т.б.
Осылардың кейбіреулері төменде қарастырылған:
15.2. Аспап дайындау цехтарының біріккен өндірісіндегі параметрлерін анықтау.
Аспап дайындау цехтарының біріккен өндірістік параметрлеріне мыналар қатысты:
- Аспаптың дайындамасын программасын іске қосу. Барлық техникалық процестегі, тапсырылған жоспар бойынша аспаптың шығарылуын орындау үшін өндіріске жіберілетін қажетті дайындаманың саны.
- Аспаптың шығарылуының жылдық пайыздық мөлшері.
- Тапсырылған аспаптың шығарылу программасын тапсырмасының орындалуына қажетті жарақтар, жаңартулар мен жұмыс орындарының сандары, мөлшері.
- Операцияны орындауға кеткен жұмыс және т.б.
Аспаптың шығарылу программасын анықтау.
АЖТ операциясындағы, іске қосылу программасындағы өндіріске жіберілетін аспаптың дайындамасы, АЖТ операциясының аяқталу шағындағы шығарылу программасынан көп болу керек. Операциялық программадағы өнімнің технологиялық шығыны нақты операцияда шығарылу программасынан ерекшеленуі мүмкін. АЖТ – ң әр операциясындағы аспаптың жылдық шығарылымының пайызымен іске қосу программасын орнатады. АЖТ – ң соңғы операциясынан бастап кері реттілікпен, тізбекпен санақ жүргізіледі. Онда аспаптың жылдық шығарылымы 100% болу керек. (Аспаптың жылдық шығарылу программасын орындау үшін) Кез-келген операциядағы іске қосу программасы келешектегі шығару программасымен бір келкі программа болып табылады.
Әр операциядағы іске қосу программасы мына формуламен анықталады:
 (15.1)
(15.1)
мұндағы Nw – БП – ң келесі операциядағы шығарылым программасы. Кg – БП- ң жылдық шығарылымының пайыздық мөлшері, %.
Аспаптың жарамды шығарылымының пайыздық мөлшерін анықтау.
Аспаптың жарамды шығарылымының пайыздық мөлшері – жарамды деп есептелген аспаптың пайыздық мөлшері. Яғни операцияға жіберілген аспаптың мөлшерін және барлық қойылған талапты қанағаттандыру керек. АЖТ-ң соңындағы жарамды аспаптың шығарылымы мына формуламен анықталады:
 , (15.2)
, (15.2)
мұндағы В1 В2,..., Вn - әр операциядағы жарамды аспаптың шығарылымының пайыздық мқлшері;
п – АЖТ операциясының мөлшері.
Жарық мөлшері, жаңарту мен жұмыс орындарын анықтау.
Керекті жарақтың номенклатурасы аспапты өндірудің АЖТ мен анықталады. Жарақтың мөлшерін анықтау үшін мына анықтамалар қолданылады:
- шығырылудың жылдық программасы
- жабдық бірлігінің өндірілуі
- бір БП-ы дайындауға кеткен жұмыс
- жабдық біолігі жұмысының жылдық қоры
Әр операциядағы жарақтың есептелу мөлшері мына қатынаспен анықталады

мұндағы NZ - операциядағы жылдық іске қосу программасы.; P - жарақтың бірлік шығарылымы; F – бірлік жарағынның жұмысының жылдық қоры
15,1 кестесінде әртүрлі жарақтың бір, екі және үш ауысымдағы жұмысының жылдық қорының жұмыстық уақыты келтірілген.
Кесте 15.1. Әртүрлі жарақтың жылдық қорының жұмыстық уақыты.
| Жабдық | Жұмысшылар мен жабдық жұмыс уақытының жылдық қоры | ||
| Бір ауысым | Екі ауысым | Үш ауысым | |
| Метал кескіш | |||
| Аспап өндіруге арнылған автоматты жолы | |||
| Аспап жасауға арналған жабдық, агрегаттар, қондырғы | |||
| Жұмыс орны |
Жұмыс орынының есептелген мөлшері:
мұндағы Ni – і операциясындағы аспаптың іске қосу программасы;
ti - i-операциясындағы істелген жұмыс, сағ.
Өндірістегі жұмысшы саны

мұндағы NPi; - іске қосудың жылдық программасы;
tPi - i- бұйымды дайындауға кеткен жұмыс, мин;
FR- бір жұмысшының жұмыс уақытының жылдық қоры.
Бір жұмысшының жұмыс уақытының бір ауысымдағы номиналды жылдық қоры 2070 сағ.
Нақты жылдық қор уақыты демалыс пен номиналды қордың шығынының жалғасуына байланысты және мынаны құрайды:
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 489; Нарушение авторских прав?; Мы поможем в написании вашей работы!