КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Холодная объемная штамповка
|
|
|
|
В промышленности применяют две основные технологические схемы холодной объемной штамповки:
1 схема состоит из четырех этапов:
1. разделка проката на мерные заготовки;
2. разупрочняющая термическая обработка заготовок;
3. подготовка поверхности заготовок;
4. штамповка.
Первая схема осуществляется, как правило, на механических и гидравлических прессах в одно или многопозиционных штампах.
2 схема состоит из трех основных этапов:
1. разупрочняющая термическая обработка проката;
2. подготовка поверхности проката;
3. штамповка.
Штамповка по второй схеме проводится на холодноштамповочных автоматах.
Разделка проката на мерные заготовки.
Разделка прокато производится в штампах на сортовых ножницах, кривошипных прессах и пресс-автоматах. Прокат можно резать так же на токарных станках и механических пилах. Но этот способ менее экономичен (меньше производительность и больше отходов).
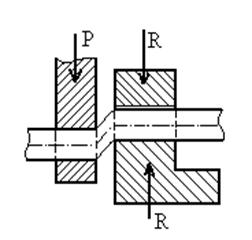 При холодной объемной штамповке применяются 3 типовые отрезки заготовки от прутка в штампе:
При холодной объемной штамповке применяются 3 типовые отрезки заготовки от прутка в штампе:
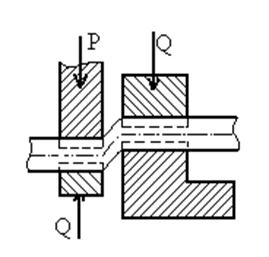 1 схема. Неполная закрытая отрезка с поперечным пассивным зажимом. Производится в штампах с цельными втулочными ножами. Имеется поперечный зазор между прутком и отверстием ножа, в пределах которого возможен изгиб прутка и заготовки.
1 схема. Неполная закрытая отрезка с поперечным пассивным зажимом. Производится в штампах с цельными втулочными ножами. Имеется поперечный зазор между прутком и отверстием ножа, в пределах которого возможен изгиб прутка и заготовки.
2 схема. Неполная закрытая отрезка с поперечным активным зажимом. Неполная закрытая отрезка – основной способ безотходного получения заготовок длиной более 0,8 – 1,0 диаметра.
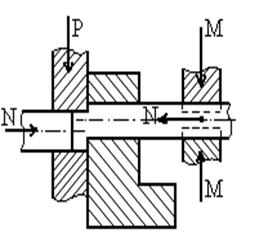
3 схема. Закрытая отрезка с осевым сжатием. Отрезаемая часть прутка замкнута в полости подвижного ножа. В очаге деформации создается напряженное состояние всестороннего неравномерного сжатия. Образованные пластическим деформированием торцы имеют плоскую, гладкую и перпендикулярную к оси заготовки поверхность. Из-за сложности реализации этот способ имеет ограниченное применение (для отрезки точных заготовок из алюминиевых и медных сплавов). Способ пригоден для отрезки точных заготовок длиной более 0,1 диаметра.
Заготовки из плоского проката для чеканки получают вырубкой в штампах на прессах.
Предварительная и промежуточная термообработка.
Термическая обработка заготовок производится для уменьшения штамповки и повышения пластичности. Термическая обработка делится на предварительную, промежуточную и окончательную. Предварительная термообработка производится до основных формообразующих операций при штамповке, промежуточная – между формообразующими операциями для снятия упрочнения, окончательная – по окончании формоизменения для получения заданных физико-механических свойств и структуры.
Как правило прокатанный металл имеет заметные следы упрочнения. Предварительная термообработка может производится до калибровки, на одном из этапов калибровки, после калибровки. В большинстве случаев лучшие результаты достигаются при отжиге после калибровки. Промежуточный отжиг применяется при сложной форме штампуемых заготовок, больших деформациях для восстановления пластичности и снижения сопротивления деформированию. Для углеродистых и низколегированных сталей применяют обычно два вида отжига: простой (низкотемпературный при to 530 – 600 Со) и рекристализационный (to 650 – 720 Со). низкотемпературный отжиг применяют при критических и близких к критическим деформациях (Е до 0,1 – 0,16) и многократном их повторении
Влияние режима термической обработки на механические свойства Стали 10 (числитель) и Стали 20 (знаменатель):
| Режим термической обработки | НВ | σт | σв | δ | ψ |
| МПа | % | ||||
| Горячекатаное состояние (без термообработки | 133 | 270 | 410 | 35 | 75 |
| Нагрев до 680 – 700 оС, выдержка 3 часа, охлаждение с печью | 107 | 190 | 370 | 39 | 77 |
| Нагрев до 740 – 760 оС, выдержка 3 часа, охлаждение с пеью | 85 | 190 | 330 | 42 | 79 |
| Нагрев до 1050 оС, выдержка 1 час, охлаждение с печью | 95 | - | - | - | - |
| Нагрев до 760 – 780 оС, выдержка 1 час, охлаждение с печью до 650 – 670 оС, выдержка 1 час (4 цикла), охлаждение с печью | 85 | 190 - | 360 - | 43 - | 77 - |
Сталь 35 (числитель) и Сталь 45 (знаменатель)
| Режим термической обработки | НВ | σт | σв | δ | ψ |
| МПа | % | ||||
| Горячекатаное состояние (без термообработки) | 185 | 490 | 640 | 25 | 57 |
| Нагрев до 680 – 700 оС, выдержка 3 часа, охлаждение с печью | 150 | 270 | 550 | 31 | 66 |
| Нагрев до 760 – 780 оС для стали 35 и до 780 – 800 оС для стали 45, охлаждение с печью | 138 | 210 | 560 | 31 | 58 |
| Нагрев до 1050 оС, выдержка 1 час, охлаждение с печью | 138 | - | - | - | - |
| Маятниковый отжиг (четыре цикла) | 144 | 230 | 250 530 | 28 | 65 |
Рекомендуемые режимы разупрочняющей термообработки для сплавов цветных металлов:
| Сплавы | Температура нагрева, оС | Способ охлаждения | Твердость после термообработки, НВ не более |
| Алюминиевые сплавы: АД 00 АД 1 АМц АМч 3 АМч 5 | 370 – 400 350 – 400 350 – 400 350 – 400 350 – 400 | На воздухе | |
| Д 1 Д 16 В 95 | 390 – 430 390 – 430 390 – 430 | С печью | |
| Медные сплавы: М 2, М 3 Л 90 Л 68 Л 63 ЛН 65-5 | 500 – 550 650 – 680 580 – 620 600 – 640 550 – 600 | На воздухе | |
| ЛС 59-1 | 600 – 650 | С печью | |
| Бр А 5 Бр АМц 9-2 | 620 – 670 650 – 700 | На воздухе | |
| Бр Б 2 Бр К Мц 3-1 | 800 – 810 600 – 650 | Закалка в воде С печью | |
| Бр К Н 1-3 | 850 – 860 | Закалка в воде | |
| Никелевые сплавы: НП 1, НП 2, НП 3 НМц 5 | 800 – 840 800 – 850 | На воздухе | |
| НМЖМц28-2,5-1,5 МН 19 МНЦ 15-20 | 800 – 840 680 – 720 600 - 650 | С печью на воздухе - |
Подготовка поверхности заготовок к холодной объемной штамповке.
Большинство процессов холодной объемной штамповки (особенно выдавливание) характеризуется следующими условиями трения: высокими удельными усилиями (до 2 – 2,5 ГПа и более), нагревом металла до 250 – 300 оС и более вследствие теплового эффекта при пластической деформации, значительным относительным перемещением металла и обновлением поверхности.
Для стабильного отсутствия непосредственного контакта между поверхностями заготовки и инструмента на поверхность заготовки наносят промежуточный слой, который должен соответствовать следующим требованиям:
1. надежное сцепление с поверхностью заготовки и сохранение сплошности при деформации. Толщина слоя во время деформации должна быть больше расстояния между впадинами и выступами на поверхности заготовки и инструмента (не менее 0,1 мкм);
2. способность уменьшить силы молекулярного притяжения между обрабатываемым металлом и инструментом, чтобы снизить коэффициент внешнего трения (до μ≤0,1, а если возможно μ<<0,1);
3. высокая пластичность. Скольжение должно проходить внутри промежуточного слоя, а не на поверхности заготовки и инструмента;
4. высокая термостойкость и теплоемкость.
Наиболее просто промежуточный слой создать смазыванием заготовки. Однако пленки из минеральных масел с наполнителями и добавками поверхностно активных веществ, а также другие известные смазочные материалы теряют сплошность при штамповке. Для обеспечения сплошности и заданной толщины промежуточного слоя заготовку перед смазыванием покрывают слоем носителя смазочного материала.
Технология подготовки поверхности состоит из двух этапов:
1. удаление дефектов (сплошная обдирка, дробеструйная обработка, матирование, галтовка, гидрополирование, подводное полирование) и очистка поверхности от окалины, жировых и других загрязнений;
2. нанесение промежуточного слоя.
Для получения слоя носителя смазочного материала заготовки из углеродистых сталей подвергают фосфатированию, т.е. на поверхность заготовки наносится слой кристаллических фосфатов. Лучшими антифрикционными свойствами обладают покрытия фосфатами марганца и цинка, пропитанные мылом. Фосфатирование с последующим омыливанием применяют также для низколегированных сталей.
Заготовки из углеродистых сталей при незначительном относительном перемещении металла и пониженных требованиях к качеству поверхности выдерживают во влажном состоянии на воздухе 20 – 30 минут («желтят»), а затем известкуют погружением в 20 % раствор гашеной извести.
Для легированных сталей, содержащих никель, более 6% хрома и никелевых сплавов применяют оксалатирование (покрытие солями щавелевой кислоты) с последующим омыливанием.
Заготовки из алюминиевых сплавов подвергают анодированию, т.е. образование на поверхности пленки окислов того же металла при электролизе в растворе серной кислоты (190 -200 г/л).
Заготовки из медных сплавов подвергают пассивированию в растворе хромового ангидрита и сульфата аммония. Смазочным материалом после анодирования или пассивирования служит костный животный или кашалотовый жир.
Формоизменяющие операции холодной объемной штамповки.
Основными формоизменяющими операциями холодной объемной штамповки являются: высадка, выдавливание, калибровка, чеканка, ротационная вытяжка, регулирование, накатка резьб, торцевая раскатка, навивка пружин, гибка проволоки.
Холодная высадка.
Производится на кузнечно-прессовых холодновысадочных автоматах. В основном производятся метизные изделия: болты, винты, гайки, заклепки, гвозди, шарики, ролики, мелкие кольца подшипников, тарелки клапанов, колесные спицы и т.д. При этом размеры штампованных деталей соответствуют 8 – 9 квалитетам точности, шероховатость поверхности Ra 2,5 – 0,63, так что ни в какой дополнительной механической обработке они обычно не нуждаются.
Холодной высадке подвергают углеродистую сталь (до 0,45 % С), легированную сталь многих марок, дюралюмин, латунь, красную медь и др. сплавы.
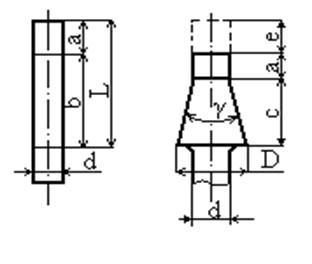 Набор металла для формовки утолщенной части изделия при отношении длины стержня (высаживаемой части) к диаметру не более 2,5 может быть выполнен за один переход, при отношении не более 4,5 – за 2 перехода, при отношении не более 8 – за 3 перехода. Набор более чем за два перехода в практике холодной высадки производится очень редко. При двухпереходной штамповке наиболее широко в качестве первого перехода применяют набор в конической полости пуансона, причем
Набор металла для формовки утолщенной части изделия при отношении длины стержня (высаживаемой части) к диаметру не более 2,5 может быть выполнен за один переход, при отношении не более 4,5 – за 2 перехода, при отношении не более 8 – за 3 перехода. Набор более чем за два перехода в практике холодной высадки производится очень редко. При двухпереходной штамповке наиболее широко в качестве первого перехода применяют набор в конической полости пуансона, причем
цилиндрический конец заготовки остается недеформированным. При этом L/d ≤ 4,5; b/d ≤ 2,6; е = L – (a+c) = d-c;
C = (D-d)/(2tgγ/2)
Во избежании образования поперечной складки при высадке во втором переходе угол γ в первом переходе должен быть не более 20 о.
При b/d ≤ 2,6 объем конической части пуансона
Vc = (πd2/4)b ≤ 2,4d3
В отличие от горизонтально-ковачных машин у холодновысадочных автоматов ось подачи заготовки не совпадает с осью штамповки.
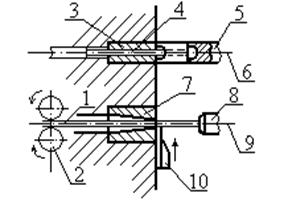 Схема одноударной высадки.
Схема одноударной высадки.
Проволока или пруток (1) подается прерывисто вращающимися роликами (2) через отверстие отрезной матрицы (7) до упора (8). Заготовка отрезается от прутка ножом (10) и специальным захватом
переносится на ось штамповки (6). При движении пуансона (5) к матрице (3) заготовка (4) заталкивается в нее до упора в выталкиватель, после чего высаживаетель выбрасывает изделие из матрицы.
Схема двухударной высадки.
После отхода пуансона (5) на его место на линию штамповки (6) выдвигается пуансон (12) второго перехода, а выталкиватель вступает в работу только после окончания второго перехода штамповки.
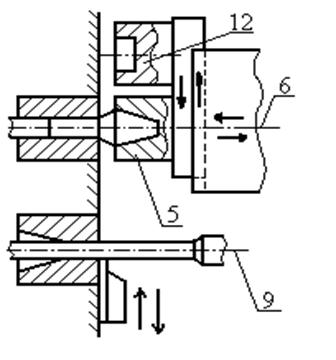 На схемах (9) – линия подачи прутка. Аналогично выглядит схема 3-х ударной штамповки.
На схемах (9) – линия подачи прутка. Аналогично выглядит схема 3-х ударной штамповки.
Холодное выдавливание.
Выдавливанием получают изделия типа цилиндра, стакана, гильзы, баллона и т.п. Применяются шарнирно-рычажные чеканочные прессы, кривошипные и гидравлические прессы.
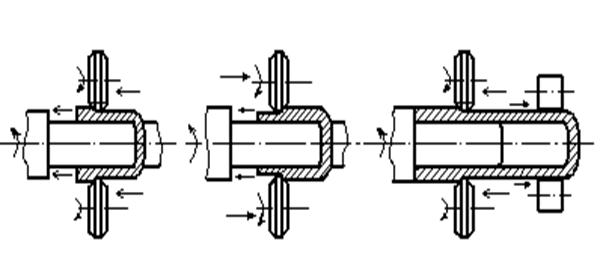
Различают прямое, обратное, боковое и комбинированное выдавливания.
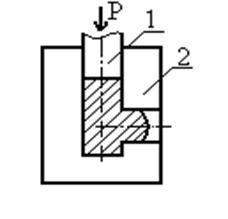
При прямом выдавливании металл вытекает через отверстие в донной части матрицы (2) в направлении совпадающем с направлением движения пуансона (1). Так можно получать детали в виде стержня с утолщением. Если на торце пуансона имеется стержень перекрывающий отверстие матрицы до
начала выдавливания, то металл выдавливается в кольцевую щель между матрицей и стержнем. Так можно получать полые детали.
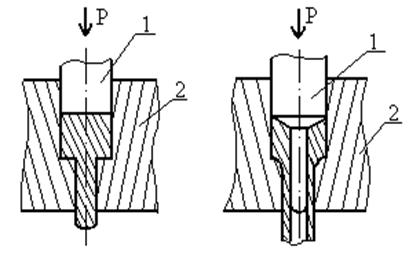
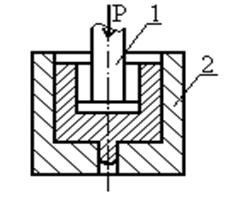
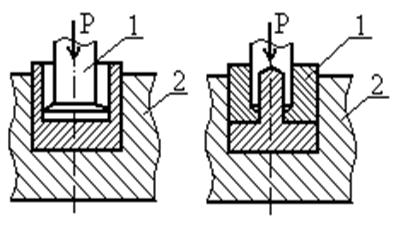 При обратном выдавливании направление течения металла противоположно направлению движения пуансона. Металл может вытекать либо в кольцевой зазор между матрицей и пуансоном, либо в отверстие в пуансоне.
При обратном выдавливании направление течения металла противоположно направлению движения пуансона. Металл может вытекать либо в кольцевой зазор между матрицей и пуансоном, либо в отверстие в пуансоне.
При боковом выдавливании металл вытекает в отверстие в боковой части матрицы в направлении, не совпадающем с направлением движения пуансона. Можно получать детали типа тройников, крестовин и т.п. Для удаления заготовки после штамповки матрицу делают разъемной.
 Комбинированное выдавливание характеризуется одновременным течением металла по нескольким направлениям и может быть осуществлено различной комбинацией рассмотренных схем
Комбинированное выдавливание характеризуется одновременным течением металла по нескольким направлениям и может быть осуществлено различной комбинацией рассмотренных схем
Основной положительной особенностью выдавливания является возможность получения больших степеней деформации, поскольку металл находится в условиях всестороннего неравномерного сжатия. Однако требуются большие усилия деформирования. Поэтому после каждого перехода штамповки заготовку отжигают, а при штамповке применяют обильную смазку.
Калибровка и чеканка.
Выполняют, как правило, на шарнирно-рычажных чеканочных прессах.
Калибровку применяют для получения заготовок заданной точности перед выдавливанием и как заключительную формоизменяющую операцию. Калибровка осуществляется открытой или полузакрытой осадкой, редуцированием, а так же в открытых штампах.
Чеканка может быть открытой и закрытой. Изделия, полученные чеканкой, можно разделить на 3 основные группы:
1. с односторонним рельефным изображением и гладкой обратной стороной (значки);
2. с двухсторонним рельефным изображением (монеты, медали);
3. с односторонним рельефным изображением, на обратной стороне которых допустимо отражение рельефного изображения лицевой стороны.
Кроме пуансона лицевой стороны и матрицы (при закрытой чеканке) штамп имеет контрпуансоны: гладкий в первом случае; с задним рельефным изображением – во втором; с рельефным изображением, обеспечивающим оптимальные условия течения металла, - в третьем.
Выпуклое рельефное изображение при чеканке достигается прямым выдавливанием металла в вогнутый рельеф пуансоном.
Сложное влияние оказывает трение. В целях избежания дефектов при рельефной чеканке в общем случае смазка нежелательна. Попадание смазочного материала в углубление рельефа инструмента вызывает увеличение шероховатости поверхности изделия, а главное – вызывает «размазывание» рельефа в результате интенсивного скольжения металла относительно инструмента. Однако тонкий регламентированный слой смазки повышает интенсивность заполнения на 20 – 25 %, не ухудшая качества.
Усилие чеканки, Н, определяется по формуле:
P = Fq,
где F – площадь проекции рабочего торца пуансона, мм
q – удельное усилие, МПа.
| Чеканка | Материал и его толщина S, мм | q, МПа |
| Вогнуто-выпуклого рисунка с деформацией менее 2 % | Латунь отожженная S ≤ 0,5 | 100 – 150 |
| Открытая, плоских деталей с деформацией менее 2 % | Латунь S ≥ 0,7 | 200 – 500 |
| Выпукло-вогнутого рисунка | Латунь S ≤ 1,8 | 800 – 900 |
| Глубокого рельефа на плоских деталях | Алюминий | 600 – 1200 |
| Открытая, рельефа на плоских деталях | Латунь, нейзильбер | 800 – 1400 |
| В полосе глубокого рельефа | Сталь 08, 10 | 1000 – 1500 |
| Монет, орденов | Золото | 1200 – 1500 |
| Монет, медалей | Серебро, никель | 1500 – 1800 |
| Букв, рисунков | Сталь 15 Сталь 20, 25,35 S ≥ 0,7 | 1600 – 1800 2000 – 2800 |
| Двустороннего рисунка | Коррозионностойкая сталь | 2000 – 3000 |
| Одностороннего рисунка | Латунь S = 0,4 ÷ 3 | 2500 – 3000 |
Редуцирование.
Применяют, например, для калибровки болтов перед резьбонакаткой. Различают редуцирование одно– и многопереходное, одностороннее и двустороннее, с напряжением заготовки по образующей и без такового.
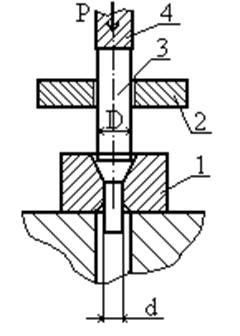
1 – матрица
2 – направляющая
3 – деталь
4 – пуансон
максимальна длина исходной заготовки при редуцировании без направления по образующей определяется условием продольной устойчивости:
lmax = (πD/4c) √E/σу
где: D – диаметр исходной заготовки
c – коэффициент закрепления концов заготовки (с = 2 при одностороннем редуцировании)
Е, σу - модуль нормальной упругости и предел упругости материала заготовки (σу ≈ σт).
Минимальное число переходов рассчитывается исходя из максимально допустимой деформации на переходах. Предельная относительная деформация Е = 1 – ((dn-1)/dn)2 стальных заготовок на 1 и 2 перехода составляет 0,25 – 0,3, на 3 и последующих 0,3 – 0,33.
Ротационная вытяжка.
Это процесс последовательного изменения формы и размеров плоских или полых вращающихся заготовок приложением локализованного деформирующего усилия. Локализованное деформирующее усилие передается на заготовку с помощью рабочего инструмента (давильника), перемещающегося по заданной траектории.
Ротационная вытяжка может производиться без утонения стенок и с утонением. Вытяжка без утонения стенок делится на однопереходную и многопереходную. При однопереходной вытяжке инструмент движется по простой траектории, аналогичной образующей готовой оболочки. При многопереходной вытяжке инструмент движется по сложной траектории, поэтапно приближающейся к форме образующей готовой оболочки.
 Однопереходная ротационная вытяжка:
Однопереходная ротационная вытяжка:
1 – ая операция 2 – ая операция
1 – исходная заготовка
2 – оправка
3 – прижим
4 – давильный ролик
Однопереходная вытяжка без утонения стенок производится если зазор ∆ между роликом и оправкой несколько больше толщины заготовки:
∆ ≥ k (t ± δ1)
где: k – коэффициент, учитывающий увеличение толщины стенки вследствие тангенциальных сжимающих напряжений k = 1,1 ÷ 1,2;
δ1 – допуск на толщину стенки исходной заготовки.
Для обеспечения оптимального режима вытяжки, необходимо:
· задавать необходимый зазор между роликом и оправкой;
· шлифовать рабочие поверхности роликов Rа = 0,16 мкм, а при тяжелых работах полировать Rа = 0,1 ÷ 0,04 мкм;
· задавать необходимые радиусы переходов оправки и профилей рабочих частей роликов;
· строгое соответствие траектории перемещения ролика геометрическим особенностям процесса;
· применять смазочный материал, обеспечивающий стабильно низкий коэффициент трения и хорошо удерживающийся на поверхности. Эффективно покрывать заготовки носителем смазочного материала (фосфатировать, анодировать, пассивировать и т.д.).
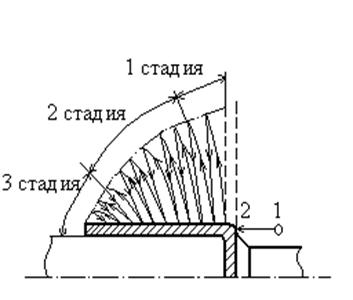 Схема траектории движения инструмента при многопереходной ротационной вытяжке:
Схема траектории движения инструмента при многопереходной ротационной вытяжке:
1 – 2 – линия подхода инструмента к заготовке. Ролик движется по заданным траекториям, поэтапно приближающимся форме образующей готовой детали.
Ротационной вытяжкой с заданным утонением получают оболочки с постоянной и переменной толщиной стенок.
Наиболее простой случай – ротационная протяжка. Применяют два метода: прямой и обратный с наличием осевого прижима и без осевого прижима. При обратном методе длина оправки может быть меньше длины детали, можно применять более компактное оборудование, но качество ниже.
Прямая протяжка Обратная протяжка Обратная протяжка
с осевым прижимом без прижима
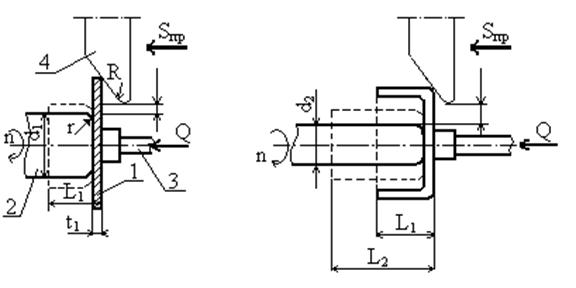
Торцевая ротационная раскатка.
Применяется для получения кольцевых деталей с фланцами и другими утолщениями взамен обработки резанием или горячей штамповки.
При этом не требуется мощного штамповочного оборудования, уменьшается суммарная трудоемкость на 30%, снижается расход металла до 20 – 30%, расход инструмента в 1,5 – 2 раза вследствие резкого сокращения удельных усилий и упрощения конструкции.
Заготовки для торцевой раскатки чаще всего являются заготовки из труб. В качестве основного деформирующего инструмента применяются валки цилиндрической или конической формы.
Цилиндрический валок формирует внутренний или наружный бурты по схеме высадки.
Значительно большие возможности обеспечивает деформирующий инструмент в виде конического валка, расположенного под углом 5 – 15 0 к оси детали. Этот валок позволяет формировать деталь по схемам высадки, прямого и обратного выдавливания, раздачи, осадки и др.
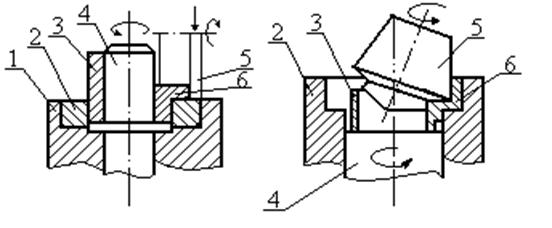
Раскатка цилиндрическим Раскатка коническим
валком валком
1 – матричный блок
2 – матрица
3 – заготовка
4 – оправка
5 – раскатный валок
6 – деталь
Машины для холодной объемной штамповки.
Все оборудование для холодной объемной штамповки можно разделить на прессы и автоматы. Прессы, в свою очередь, делятся на механические и гидравлические.
Механические вертикальные прессы для холодной объемной штамповки бывают с номинальным усилием от 0,63 до 40 МН. В качестве главного исполнительного механизма используются кривошипно-шатунный и кривошипно-коленный механизмы. К основным преимуществам механических прессов следует отнести непрерывное движение пуансона со скоростью, изменяющейся по заданному закону.
Кинематическая схема коленно-рычажного механизма чеканочного пресса:
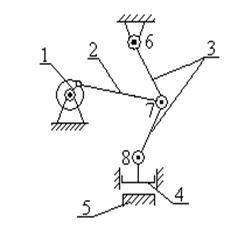 1 – кривошип
1 – кривошип
2 – шатун
3 – рычаги
4 – ползун
5 – стол
В нижнем положении ползуна шарниры (6,7,8) устанавливаются на одной прямой линии.
При этом достигается наибольшее усилие на ползуне.
Гидравлические прессы для холодного выдавливания применяются в основном для деталей удлиненной формы в мелкосерийном производстве. Эти прессы имеют относительно большой рабочий ход, большее усилие (до 40 МН) и незначительные скорости выдавливания. Основное преимущество – использования полного номинального усилия равномерно в продолжении всего рабочего хода.
Можно регулировать усилие, скорость и ход ползуна. Можно уменьшить удар при соприкосновении инструмента с заготовкой путем снижения скорости в момент касания.
Автоматы для холодной объемной штамповки выпускаются горизонтального исполнения. Они делятся на автоматы для выдавливания, накатывания резьб, высадки. Автоматы для высадки бывают однопозиционные и многопозиционные, одноударные и двухударные, с цельной и разъемной матрицей.
|
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 3944; Нарушение авторских прав?; Мы поможем в написании вашей работы!