КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Отбортовка
|
|
|
|
При отбортовке отверстий деформируемая часть заготовки находится в плосконапряженном состоянии и объемно-деформируемом.
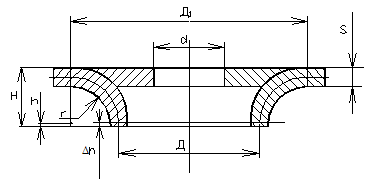
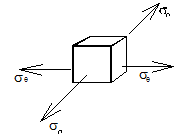
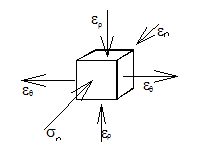
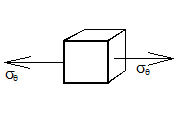
Радиальное растягивающее напряжение имеет наибольшую величину у кромки матрицы, а по мере приближения к кромке отверстия оно уменьшается, приближается к нулю. Таким образом, поверхностный торцевой слой у отверстия находится в условиях линейного напряженного состояния. Это приводит к тому, что при отбортовке отверстий происходит растяжение в тангенциальном направлении и сужение в поперечном направлении (уменьшение толщины материала). Степень деформации при отбортовке определяется коэффициентом отбортовки:

где: d -диаметр отверстия в заготовке;
D - диаметр борта по средней линии.
Диаметр отверстия под отбортовку:

Отсюда высота борта:

Для более точных подсчетов d можно определить из условия равенства объемов материала до и после обработки:

Наименьшая толщина материала у края бортов составляет:

Расчетные и предельные коэффициенты отбортовки  и
и  для пластичных материалов (сталь 08, 10, латунь, алюминий)[12, стр. 245]:
для пластичных материалов (сталь 08, 10, латунь, алюминий)[12, стр. 245]:
При отбортовке некруглых отверстий коэффициент отбортовки принимается на  меньше обычного.
меньше обычного.
Величину деформации при отбортовке по наружному контуру характеризует коэффициент:
где  - радиус контура плоской заготовки;
- радиус контура плоской заготовки;
 - радиус отбортованного контура детали.
- радиус отбортованного контура детали.
Усилие отбортовки цилиндрическим пуансоном можно определить приближенно по формуле:

где: D – диаметр отбортованного изделия, мм;
d – диаметр отверстия под отбортовку, мм;
 - предел текучести и временное сопротивление разрыву, МПа4
- предел текучести и временное сопротивление разрыву, МПа4
С – коэффициент, учитывающий упрочнение металла и наличие трения при
отбортовке

|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 1596; Нарушение авторских прав?; Мы поможем в написании вашей работы!