КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные типы сварных соединений
|
|
|
|
Сварным соединением называют конструкцию или ее часть, в которой отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла с изменениями от термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла. При дуговой сварке плавлением сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии. Свойства сварного соединения определяются свойствами металла самого шва и зоны термического влияния.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации (затвердевания) жидкого металла сварочной ванны.
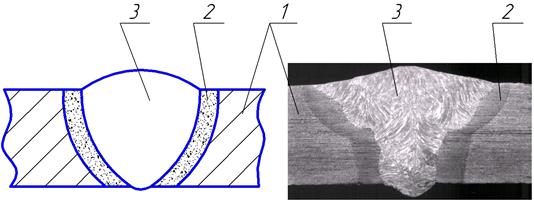
Рисунок – Химическая неоднородность сварного соединения (а – схема, б – микроструктура): 1 – свариваемые детали, 2 – зона термического влияния (ЗТВ), 3 – сварной шов
Сварные швы классифицируют по ряду признаков:
По типу соединений
Стыковое соединение (рисунок 41, а) – сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
Угловое соединение (рисунок 41, б) – сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
Нахлесточное соединение (рисунок 41, в) – сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
Тавровое соединение (рисунок 41, г) – сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
Торцовое соединение (рисунок 41, д) – сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
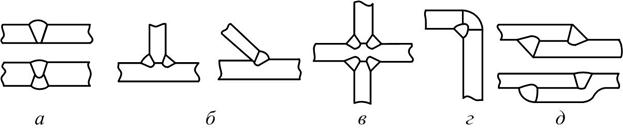
Рисунок 41 – Основные типы сварных соединений
По положению в пространстве
нижние (т.е. швы, расположенные в нижнем пространственном положении), вертикальные (расположенные в вертикальном положении),
горизонтальные (расположенные в горизонтальном положении) и потолочные (расположенные в потолочном положении).
Горизонтальные угловые швы дополнительно подразделяют на горизонтально-вертикальные (расположенные на стыке горизонтального и нижнего положений) и горизонтально-потолочные (расположенные на стыке горизонтального и потолочного положений). Необходимо отметить, что кроме понятия «положение швов в пространстве» существует родственное ему понятие «положение швов при сварке» (или «положение сварки»).
Положение швов при сварке определяет не только расположение швов в пространстве, но и направление сварки. На рисунке 42показаны базовые положения стыковых и угловых швов при ручной дуговой сварке по ГОСТ 11969-93 (ISO 6947:1990) «Сварные швы. Положения при сварке. Определения и обозначения углов наклона и поворота».
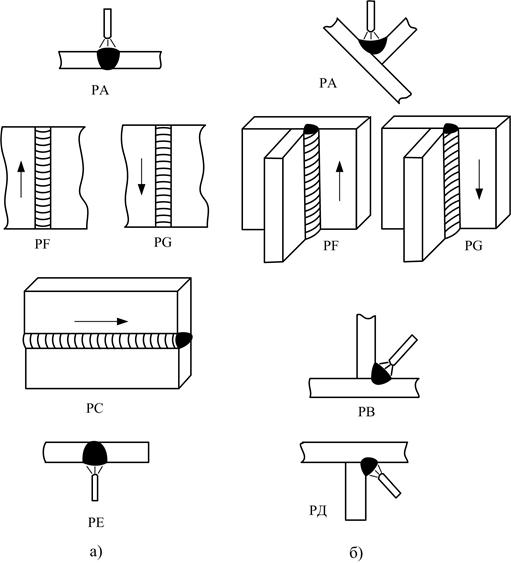
РА – нижнее; PF – вертикальное снизу вверх; PG – вертикальное сверху вниз; PC – горизонтальное; РЕ – потолочное; РВ – горизонтально-вертикальное; РД – горизонтально-потолочное
Рисунок 42 – Положения сварки при выполнении стыковых (а) и угловых (б) швов при ручной дуговой сварке
По положению относительно действующего усилия
лобовые, фланговые, косые и комбинированные (рисунок 43).
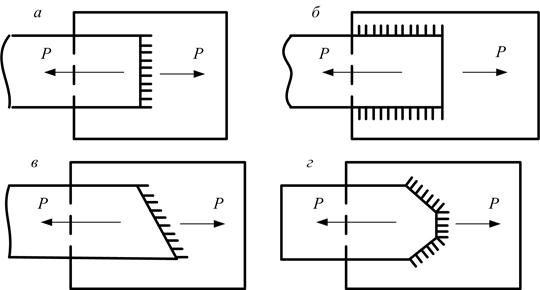
а – лобовое; б – фланговое; в – косое; г – комбинированное
Рисунок 43 – Положение сварных швов относительно действующего усилия Р
По протяженности угловые швы
Непрерывный шов – сварной шов без промежутков по длине.
Прерывистый шов – сварной шов с промежутками по длине.
Цепной прерывистый шов – двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
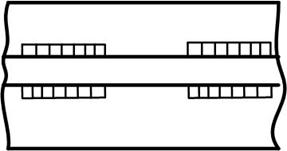
Рисунок 44 – Цепной прерывистый шов
Шахматный прерывистый шов – двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
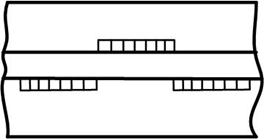
Рисунок 45 – Шахматный прерывистый шов
Многослойный шов – это шов выполненный за несколько проходов.
Подварочный шов – меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва.
Прихватка – короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей.
Монтажный шов – сварной шов, выполняемый при монтаже конструкции
Валик – Металл сварного шва, наплавленный или переплавленный за один проход.
Корень шва – Часть сварного шва, наиболее удаленная от его лицевой поверхности (рисунок 46).
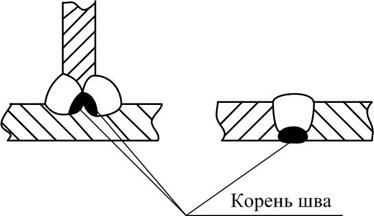
Рисунок 46 – Корень шва
По форме поверхности шва:
на выпуклые и прямые стыковые швы, а также выпуклые, вогнутые и прямые угловые швы. Прямые стыковые швы — это швы, поверхность которых заподлицо с основным металлом, прямые угловые — швы, ограниченные плоскостью, проходящей через видимые линии границы сварного шва с основным металлом. Прямые стыковые швы и вогнутые угловые швы с плавным переходом к основному металлу хорошо работают при динамических нагрузках.
а – выпуклая; б – прямая; в – вогнутая
Рисунок 47 – Форма поверхности сварных швов
По количеству слоев
однослойные (однопроходные) и многослойные (рисунок).Под слоем сварного шва понимают часть металла шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва.
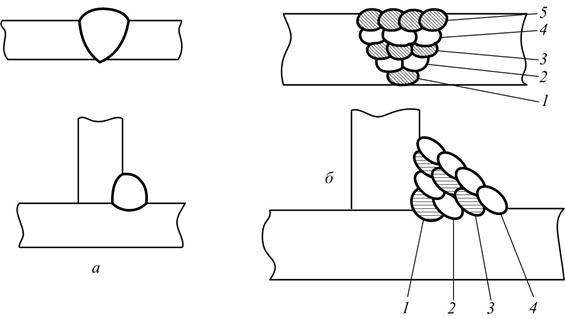
цифрами показаны слои швов
Рисунок 48 – Однослойные (а) и многослойные (б) сварные швы
По форме разделки кромок соединяемых деталей различают следующие основные типы стыковых швов:
- с отбортовкой кромок (рисунок 49, а);
- без разделки кромок - односторонние и двусторонние (рисунок 49, б);
- с разделкой одной кромки – односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рисунок 49, в);
- с односторонней разделкой двух кромок;
- с V-образной разделкой (рисунок 49, г);
- с двусторонней разделкой двух кромок;
- Х-образной разделкой (рисунок 49, д).
Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, (рисунок 49, е).
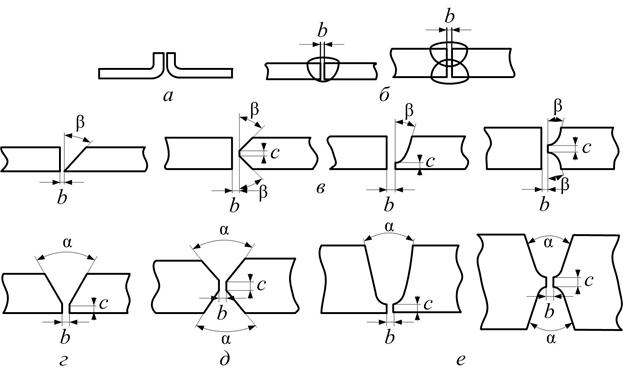
Рисунок 49 – Виды стыковых швов по форме подготовки кромок.
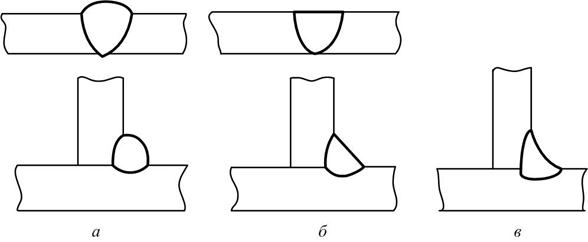
По форме поперечного сечения угловые и тавровые швы могут быть без разделки кромок (рисунок 50, а), с односторонней разделкой кромки (рисунок 50, б), с двусторонней разделкой кромок (рисунок 50, в). По протяженности угловые и тавровые швы могут быть непрерывными и прерывистыми с шахматным и цепным расположением отрезков шва. Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнежнего листов - их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие. Прорезные швы получают путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези.
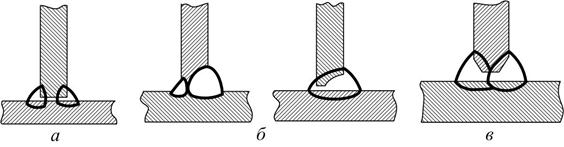
Рисунок 50 – Виды швов тавровых соединений
Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины (при односторонней ручной дуговой сварке до 4 мм, при двусторонней – до 6 мм, при сварке под флюсом до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в корень соединения и полного проплавления кромок на всю их толщину.
Подготовку кромок при ручной дуговой сварке конструкций из листового металла и сортового проката покрытыми электродами регламентирует ГОСТ 5264-80. Форму разделки кромок и их сборку под сварку (см.рисунок 49) характеризуют основные конструктивные элементы: зазор b, притупление с, угол скоса кромки b и угол разделки кромок a, равный b или 2b в зависимости от того, односторонний или двусторонний скос кромки в соединении.
Стандартный угол скоса кромок в зависимости от способа сварки и типа соединения изменяется в пределах от 8-10° до 45-50°. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок посравнению с У-образной позволяет уменьшить объем наплавленного металла в 1,6 - 1,7 раза и уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость кантовать свариваемые изделия или вести сварку с одной стороны шва в неудобном потолочном положении.
Притупление с обычно составляет (1-2)±1 мм. Его назначение – обеспечить правильное формирование шва и предотвратить прожоги в корне шва. Зазор b обычно равен 1 – 3 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара корня шва.
Элементы геометрической формы сварного шва: при стыковых соединениях – ширина и высота шва, при угловых, тавровых и нахлесточных соединениях –катет шва и глубина проплавления.
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой, так и с обратной стороны. В стыковых, особенно односторонних, швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также трудно проварить корень шва на всю его толщину (рисунок 50, б-в). Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 6414; Нарушение авторских прав?; Мы поможем в написании вашей работы!