КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ручная дуговая сварка плавящимся электродом
|
|
|
|
Ручная сварка производится плавящимся металлическим электродом по способу Славянова (рис. 10.3).
Ручная электродуговая сварка универсальна и широко распространена, так как может выполняться в любом пространственном положении. Она часто применяется при монтаже в труднодоступных местах, где механизированные способы сварки не могут быть применены. Меньшая глубина проплавления основного металла и меньшая производительность ручной сварки из-за пониженной силы применяемого тока, а также меньшая стабильность ручного процесса (по сравнению с автоматической сваркой под флюсом) являются недостатками ручной сварки.
Сущность способа. Источником энергии при ручной дуговой сварке является электрическая дуга, которая возбуждается между свариваемым металлом и электродом.
На рис. 10.4 схематически изображены основные элементы сварочной дуги.
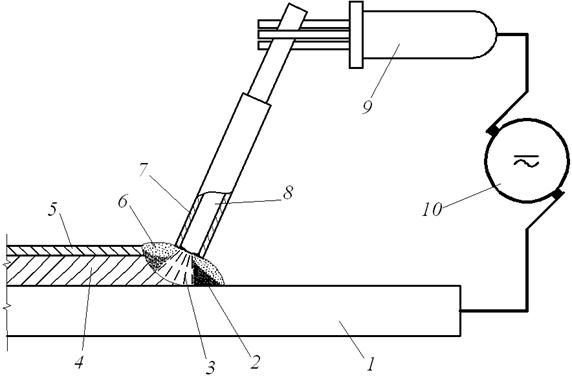
Рис. 10.3. Ручная сварка металлическим электродом:
1 – свариваемый металл; 2 – сварочная ванна; 3 – сварочная дуга; 4 – наплавленный металл; 5 – шлаковая корка; 6 – жидкий шлак; 7 – покрытие электрода; 8 – стержень электрода; 9 – электрододержатель; 10 – источник питания
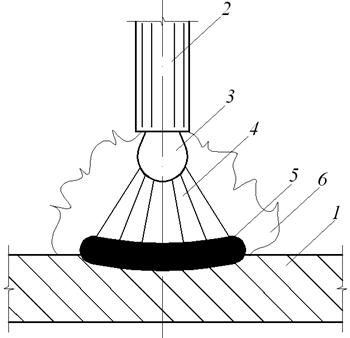
Рис. 10.4. Схема сварочной дуги:
1 – изделие (анод); 2 – электрод (катод); 3 – капля расплавленного металла;
4 – положительный столб дуги; 5 – ванна; 6 – пламя (ореол)
Плавящийся электрод представляет собой металлический стержень, на поверхность которого нанесено покрытие определенного состава и толщины (рис. 10.5).
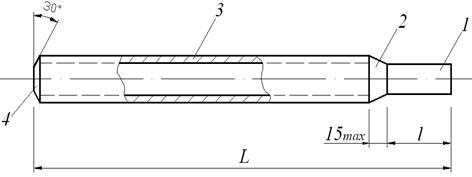
Рис. 10.5. Покрытый металлический электрод:
1 – стержень; 2 – участок перехода;
3 – покрытие; 4 – контактный торец без покрытия
Размеры, классификацию и общие технологические требования к обмазанным электродам регламентирует ГОСТ 9467-75*. Стандартные размеры электродов приведены в табл. 10.1.
Таблица 10.1
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 798; Нарушение авторских прав?; Мы поможем в написании вашей работы!