КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварочные напряжения и деформации
|
|
|
|
Термическое воздействие сварки на металл,
Параметры режима двусторонней механизированной сварки
| Толщина металла, мм | Зазор, мм | Диаметр электродной проволоки, мм | Сварочный ток, А | Напряжение дуги, В | Скорость подачи проволоки, м/с | Расход СО2 |
| 0+1,5 | 1,2 | 170…180 | 20…23 | 8…10 | ||
| 0+1,5 | 1,6 | 220…240 | 25…27 | 15…16 | ||
| 0+1,5 | 2,0 | 300…320 | 28…30 | 15…16 |
ного металла, отсутствие внешних и внутренних дефектов и получение заданной геометрии шва.
Процесс сварки плавлением сопровождается нагреванием металла сварочного соединения, который претерпевает структурные и химические изменения. Различают три зоны соединения: зону наплавленного металла, зону термического влияния сварки и зону основного металла. Зоной термического влияния называют прилегающий к шву участок основного металла, в котором происходят структурные фазовые изменения вследствие нагрева до температуры выше 720оС. Глубина этой зоны при ручной сварке приблизительно равна 3…6 мм, при автоматической – 2…4 мм.
Обязательным условием сварки является поддержание температуры расплавленного металла шва (стали) в интервале 1500…1600оС.
Внутренние сварочные напряжения в сварных швах и соединениях возникают в результате линейной усадки наплавленного металла из-за неравномерного нагрева свариваемого металла и изменения объема металла при изменении его структуры. При сварке участки, окружающие место сварки, сопротивляются развитию температурных деформаций, подвергаясь сжатию. Во время затвердевания и последующего охлаждения объем металла шва уменьшается – происходит линейная усадка, но, так как он уже жестко связан с основным металлом, его усадка вызывает появление внутренних напряжений. Чем больше объем наплавленного металла, тем больше внутренние напряжения и деформации.
Величина силы сжатия определяется температурным удлинением при нагреве Δ l, равном:
Δ l = αl Δ t,
где α = 0,000012 оС–1 – коэффициент линейного расширения для стали при t ≈ 20оС;
Δ t = t 2 – t 1 – разность температур до и после нагрева элемента;
l – первоначальная длина элемента.
При сварке встык двух листов стыковым швом за один проход возникают не только продольные, но и поперечные сварочные напряжения и деформации (рис. 10.11). Эпюру продольных напряжений σy можно представить как комбинацию эпюр, получающихся при наплавке шва на кромку каждого листа.
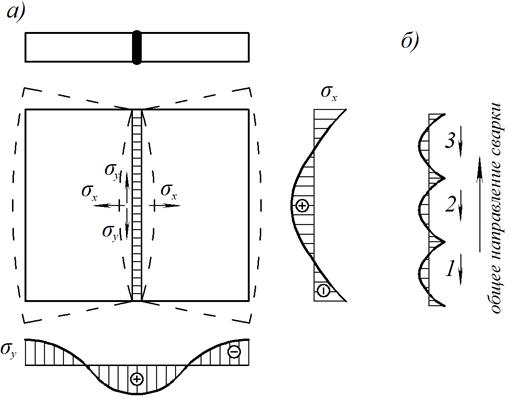
Рис. 10.11. Сварочные напряжения при соединении листов встык:
а – эпюры сварочных напряжений; б – уменьшение сварочных
напряжений обратно-ступенчатой сваркой
Поперечные напряжения σx возникают вследствие неодновременного (последовательного) наложения сварного шва по длине стыка.
Ввиду того, что сварной шов соединяет оба листа по прямой линии, создается препятствие их выгибу (штриховые линии) и возникает эпюра поперечных сварочных напряжений σx.
Для уменьшения поперечных сварочных напряжений может быть применен обратноступенчатый способ сварки, при котором шов накладывается отдельными участками, при чем направление сварки на каждом участке обратно общему направлению наложения шва.
Особенно большие и опасные сварочные напряжения возникают при сварке встык деталей, закрепленных от свободных перемещений в направлении стыка (рис. 10.12). При разогреве в начале сварки детали свободно удлиняются и сближаются между собой. После наложения шва они соединяются в сближенном состоянии. При остывании шов и детали стремятся сократиться, однако концы их закреплены, из-за чего в деталях возникают большие растягивающие напряжения, способные разорвать изделие.
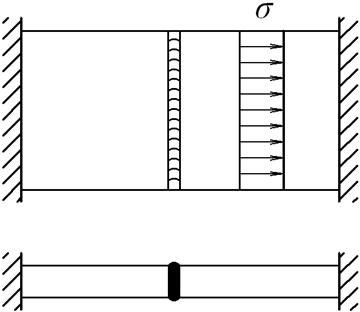
Рис. 10. 12. Сварочные напряжения при
стесненной деформации
В соединениях угловыми швами также возникают сварочные напряжения и деформации. В накладываемом листе нахлесточного соединения развиваются однозначные напряжения по краям и разнозначные в середине (рис. 10.13, а). Если лист узкий, т.е. швы находятся на небольшом расстоянии друг от друга, то существенно возрастают поперечные напряжения σx.
В самих швах тоже возникают поперечные усадочные напряжения, поскольку жесткость свариваемых листов препятствует свободному сокращению шва при остывании. Внутренняя часть шва при этом оказывается растянутой, а поверхностный слой, остывающий быстрее, – сжатым (рис. 10.13, б). В многослойном угловом шве (как, впрочем, и стыковом) каждый последующий слой при остывании сжимает предыдущий, отчего усадочные напряжения уменьшаются (рис. 10.13, в).
Влияние сварочных напряжений и деформаций на качество и работу конструкций. Деформации и напряжения, образующиеся при сварке, по-разному влияют на работу конструкций. Это влияние может быть как существенным, так и незначительным, как отрицательным, так и положительным.
Если временные внутренние растягивающие деформации металла шва превышают его пластические свойства при кристаллизации, то образуются недопустимые дефекты типа горячих трещин.
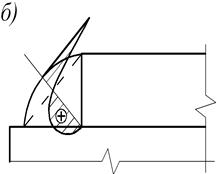
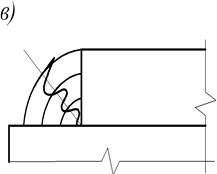
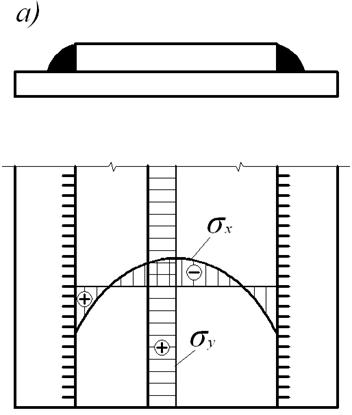
Рис. 10.13. Сварочные напряжения в угловом шве:
а – эпюры сварочных напряжений; б – однослойная сварка;
в – многослойная сварка
Остаточные сварочные деформации, как правило, ухудшают работу конструкций, приводя к отклонениям от проектных размеров. Искажение размеров элементов сварных конструкций затрудняет в некоторых случаях последующую сборку, приводя к дополнительным дорогостоящим операциям по исправлению конструкций. Однако иногда остаточные сварочные деформации могут иметь положительное влияние на работу конструкций. Например, серповидность двутавровой балки можно использовать как начальный строительный подъем.
Укорочение элементов конструкций от сварки требует изготовление деталей и узлов сварных конструкций несколько больших размеров. Величина, на которую увеличиваются размеры конструкции, называется припуском и определяется либо расчетом, либо опытным путем.
Влияние сварочных напряжений на прочность соединения. Многолетний опыт сооружения и эксплуатации стальных сварных конструкций показал, что прочность их при статической и динамической нагрузках в большинстве случаях не зависит от наличия остаточных напряжений. При остаточных напряжениях линейного характера, совпадающих по знаку с напряжениями от нагрузки, может измениться величина усилий, вызывающих местный переход напряжений за пределы текучести и появление пластических деформаций. По достижении в наиболее напряженных точках конструкции предела текучести дальнейший рост напряжений прекратится, так как произойдет перераспределение напряжений на прилежащие зоны металла. Этим обеспечивается высокая прочность сварных соединений.
При плоском однозначном поле сварочных напряжений (например, средняя зона двух листов, сваренных встык, испытывающих растяжение в двух направлениях) они препятствуют развитию пластичности при суммировании сварочных и силовых напряжений и могут вызвать хрупкое разрушение изделия. Их неблагоприятное воздействие усиливается источниками концентрации напряжений вследствие дефектов сварного шва. Особенно опасны сварочные напряжения, появляющиеся при сварке толстых изделий, так как в этом случае распределение остаточных напряжений носит объемный характер, еще более затрудняющий влияние пластичности материла на выравнивание напряжения.
Остаточные сварочные деформации, влияя на геометрическую форму конструкций и их элементов, иногда снижают их несущую способность. Такие деформации, как искривление продольной оси элементов, работающих на сжатие, грибовидность полок балок и колонн, коробление стенок балки и колонны (под действием сжимающих сварочных напряжений возникают в стенке так называемые хлопуны) могут значительно снизить значение критических нагрузок, вызывающих потерю устойчивости конструкции.
Размер остаточных деформаций зависит от технологии сборочно-сварочных работ и конструктивной формы. Последняя может иметь решающее значение, поэтому в процессе конструирования должны быть заранее известны характер ожидаемых деформаций и их ориентировочные размеры.
|
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 887; Нарушение авторских прав?; Мы поможем в написании вашей работы!