КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Контроль и балансировка шпинделей
|
|
|
|
Точность изготовления шпинделя контролируют в определенной последовательности. Сначала определяют правильность геометрической формы поверхностей, затем их размеры и потом точность относительного положения поверхностей. Такая последовательность позволяет при измерении исключить влияние одного параметра на другой и с наибольшей точностью оценить измеряемый геометрический параметр шпинделя.
Измерительнымибазами при контроле шпинделя обычно являются поверхности его опорных шеек, которые будучи его основнымибазами определяют положение всех остальных поверхностей при работе шпинделя в станке. В соответствии с этим при проверке шпиндель устанавливают опорными шейками на две призмы, расположенные на контрольной плите, с упором в один торец. Одна изприменяемых призм обычно регулируемая по высоте, что позволят выставить ось шпинделя по горизонтали. Диаметральные размеры в зависимости от степени точности и их значения проверяют скобами, а также микрометром (цена деления 0,01 мм),пассаметром (цена деления 0,002 мм) или микротастом (цена деления 0,001 мм). Правильность геометрической формы овальность и конусообразность оценивают путем проверки диаметральных размеров в нескольких сечениях.
Применяют также специальное контрольные приспособления. Схема измерения параметров геометрической точности шпинделя в специальном приспособление приведена на рис.9.3. Шпиндель устанавливают на две ножевидные призмы 3, 4, а в осевом направлении ограничивают одним из торцевых упоров 1, 5. Для материализации оси конического отверстия в него вставляют измерительную оправку.
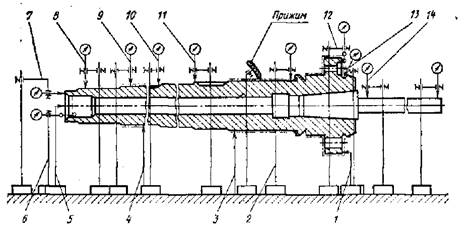
Рис. 20.3. Схема контроля шпинделя
Отклонение от прямолинейности образующей цилиндрической поверхности проверяют индикатором на стойке, наконечник которого перемешается по образующей поверхности параллельно оси шпинделя. Затем контролируют правильность положения поверхностей относительно оси вращения шпинделя. Отклонение от соосности контролируемой поверхности с осью вращения шпинделя проверяют индикаторами (6, 8, 10, 11, 13, 14, 15), вращая шпиндель вокруг оси. Такую проверку необходимо производить в двух крайних сечениях контролируемой поверхности. Торцевое биение оценивают индикаторами 7, 12. Особое внимание уделяют контролю соосности исполнительных поверхностей с осью опорных шеек шпинделя.
Все шпиндели быстроходных станков проходят статическую и динамическую балансировку в собранном виде.
Динамическую балансировку выполняют на специальных балансировочных станках. Неуравновешенность шпинделя на балансировочных станках определяется путем измерения амплитуды и фазы колебаний опор. Неуравновешенность устраняют путем высверливания определенной массы металла в заданных местах балансируемой детали или узла. Так, например, допускаемый дисбаланс собранного шпиндельного узла токарного станка типа 16К20 составляет 25 г∙см. Для его устранения металл высверливают на торце большого зубчатого колеса и на задней стороне фланца шпинделя.
Контрольные вопросы
1. Дайте формулировку служебного назначения шпинделей?
2. Назовите основные базы и исполнительные поверхности шпинделей?
3. Какие технические требования предъявляют к шпинделям?
4. Какие материалы применяют для изготовления шпинделей?
5. Какими способами получают заготовки для изготовления шпинделей?
6. Назовите типовой технологический маршрут изготовления шпинделей?
7. Какую операцию выполняют для получения в шпинделе сквозного осевого отверстия?
8. Какое оборудование и инструмент применяют на операции сверления сквозного осевого отверстия?
9. Какие технологические мероприятия предусматривают для восстановления потерянных технологических баз шпинделя?
10. Для решения каких технологических задач выполняют термообработку шпинделей?
11. Назовите основные способы термообработки шпинделей?
12. Какой из способов термообработки обеспечивает минимальное коробление шпинделя?
13. Какие операции выполняют для отделки базовых и исполнительных поверхностей шпинделей?
14. Как базируется шпиндель на операции шлифования конического отверстия?
15. Как осуществляется контроль геометрических параметров шпинделя?
16. С какой целью выполняют балансировку шпинделя?
17. Каким способом выводят дисбаланс шпинделя?
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 3081; Нарушение авторских прав?; Мы поможем в написании вашей работы!