КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Литейная форма может быть разовой (использоваться только один раз) или многократной
|
|
|
|
Изготовление песчаных литейных форм
ЛИТЬЕ В ПЕСЧАНЫЕ ФОРМЫ
Литье является одним из экономичных способов получения деталей и заготовок сложной формы, больших и малых размеров из различных металлов, сплавов, пластмасс и других материалов. Этот способ заключается в заливке расплавов в специально приготовленные литейные формы.
В литейном производстве для получения металлических отливок применяют более 50 разновидностей литья: литье в песчаные формы, в оболочковые формы, по выплавляемым моделям, литье в кокиль, центробежное литье, литье под давлением и др.
Литейная форма – это применяемая в литейном производстве форма для получения отливок. Она состоит из собственно формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий (рис. 1.15).
Литье в песчаные формы – это способ получения отливок в литейных формах, изготовленных из песчано-глинистых формовочных материалов и используемых для получения одной отливки.
Рабочая часть литейной формы представляет собой полость, в которой материал, охлаждаясь, затвердевает и принимает требуемые конфигурацию и размеры.
Литейный стержень 9 – это отъемная часть литейной формы, оформляющая внутренние полости отливки. В тех случаях, когда конфигурация литейной модели затрудняет извлечение ее из литейной формы, литейные стержни могут использоваться и для формирования наружных частей отливки.
Литейные стержни устаналивают на специальные опорные поверхности литейной формы, называемые знаками.
Совокупность каналов (элементов), служащих для заполнения рабочей полости литейной формы расплавленным металлом, питания отливки при затвердевании и улавливания первых порций металла, шлака и загрязнений, называется литниковой системой. Основными элементами литниковой системы являются чаша, стояк, шлакоуловитель, питатель, боковая прибыль, шейка.
Выпор – вертикальный канал, соединенный с литниковой системой. Он расположен в верхней части литейной формы и предназначен для выхода газов при заполнении формы жидким металлом, контроля заполнения формы, а иногда питания отливки металлом во время ее остывания.
Разовые литейные формы получают с помощью специальных комплектов приспособлений – модельного комплекта и формовочного комплекта.
Модельный комплект необходим для образования при формовке рабочей полости литейной формы. В комплект входят: литейная модель, стержневые ящики, модели литниковой системы, шаблоны для конкретной отливки, модельные плиты и др.
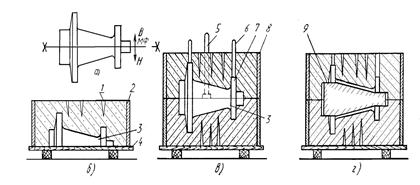
Рис. 1.15. Изготовление формы в двух опоках по разъемной модели:
1 – вентиляционные наколы, 2 – нижняя опока, 3 – нижняя часть литейной формы, 4 – модельная плита, 5 – модель стояка, 6 – модель выпора, 7 – верхняя половина модели, 8 – верхняя опока, 9 – литейный стержень
Литейная модель – это часть модельного комплекта, служащая для образования в литейной форме отпечатка, соответствующего конфигурации и размерам отливки (рис. 1.16, а). Модели изготавливают из древесины, металлических и специальных модельных сплавов и из пластмасс. Различают модели разовые и для многократного использования. Деревянные модели отличаются простотой изготовления, невысокой стоимостью, относительно малой массой, но недолговечны. Поэтому их применение целесообразно в опытном и разовом производствах.
Модельная плита – это плита, оформляющая разъем литейной формы и несущая на себе различные части модели, включая литниковую систему, и служащая для набивки формовочной смесью одной из парных опок.
Стержневой ящик – приспособление, служащее для изготовления стержней. Конструкция стержневого ящика зависит от формы и размеров стержня, способа его изготовления (рис. 1.16, в). Для свободного удаления стержня из ящика на соответствующих поверхностях предусматривают формовочные уклоны. Стержневые ящики могут быть изготовлены из дерева, металла или пластмассы.
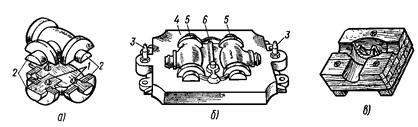
Рис. 1.16. Литейная модель (а), модельная плита (б), стержневой ящик (в) для корпуса вентиля:
1 – центрирующие шипы; 2 – стержневые знаки; 3 – центрирующие штыри; 4 – металлическая плита; 5 – модели отливок; 6 – модели элементов литниковой системы
В формовочный комплект входят: опоки, штыри, скобы, и другие приспособления, необходимые для получения разовой песчаной формы.
Опокой называют приспособление в виде жесткой рамы (открытого ящика), служащее для удержания в нем формовочной смеси при изготовлении разовых песчаных форм, транспортирования и заливки металлом. Опоки изготавливают из стали, чугуна, алюминиевых сплавов.
Основной операцией изготовления литейной формы является уплотнение формовочной смеси, придание форме достаточной прочности и устройство вентиляционных каналов.
Изготовление литейной формы начинают с того, что на модельную плиту 4 устанавливают нижнюю половину 3 модели и нижнюю опоку 2 рабочей плоскостью вниз (рис. 1.15, б).
На модель наносят слой облицовочной смеси толщиной 40– 100 мм, который слегка уплотняют. Затем опоку заполняют наполнительной смесью и уплотняют.
Опоку с заформованной в ней половиной модели поворачивают на 180о и вновь устанавливают на модельную плиту. На нижней половине 3 модели фиксируют ее верхнюю половину 7 (рис. 1.15, в), устанавливают модели стояка 5 и выпоров 6.
На нижнюю опоку устанавливают верхнюю 8, извлекают модели стояка и выпора. Верхнюю полуформу снимают, поворачивают на 1800 и извлекают половины моделей отливки и литниковой системы. Затем в нижнюю полуформу устанавливают литейный стержень 9, который оформляет внутреннюю полость отливки, и на нижнюю полуформу с помощью штырей устанавливают верхнюю полуформу (рис. 1.15, г).
Для улучшения газопроницаемости формы делают вентиляционные наколы 1.
После скрепления опок литейная форма считается подготовленной к заливке.
Формовочные материалы используются для приготовления формовочных и стержневых смесей. Различают основные формовочные материалы (кварцевые, кварцево-полево-шпатовые и глинистые пески, бентониты) и вспомогательные – связующие, крепители, противопригарные покрытия, клеи, замазки, модельные пудры, разделительные жидкости и др.
Формовочные и стержневые смеси служат для изготовления песчаных литейных форм и стержней. В зависимости от литейного сплава, массы и толщины стенок отливки в состав формовочной смеси входят в определенной пропорции неорганические материалы (кварцевый песок, огнеупорная глина и др.) и органические материалы (опилки, каменноугольная пыль и др.).
По характеру использования различают облицовочную, наполнительную и единую смеси.
Единую формовочную смесь применяют при серийном и массовом производстве мелких и средних отливок и полностью перерабатывают после каждого употребления.
Облицовочную формовочную смесь используют для изготовления средних и крупных отливок для замены части смеси, соприкасающейся с жидким металлом. В нее добавляют значительное количество свежих формовочных материалов, увеличивающих огнеупорность и газопроницаемость формы. Остальную часть формы набивают наполнительной формовочной смесью.
Формовочные смеси должны обладать:
– достаточной прочностью (способностью не разрушаясь выдерживать внешние воздействия на стержни и форму при транспортировке, сборке и заливке расплавом);
– пластичностью (деформироваться под действием внешних усилий, сохранять полученную форму после удаления модели;
– податливостью – способностью деформироваться под действием усилий, возникающих при затвердевании и охлаждении отливок.
– текучестью (способностью смеси под действием внешних сил обтекать модели или заполнять полость стержневых ящиков и опок);
– негигроскопичностью (способностью смесей после сушки формы не поглощать влагу из окружающей атмосферы);
– выбиваемостью (способностью формовочных и стержневых смесей свободно удаляться из отливки после ее охлаждения);
– огнеупорностью (способностью смеси не оплавляться под действием тепла жидкого металла).
Кроме того, формовочные смеси должны пропускать газы, выделяющиеся при заливке и охлаждении из расплава, стержня и формы, и воздух, находившийся в полостях формы до заливки металла.
В зависимости от содержания влаги различают: сухую, сырую и подсушенную литейные формы.
К стержневым смесям предъявляются еще более жесткие требования, чем к формовочным. Это связано с тем, что стержни находятся внутри отливки, т. е. окружены расплавленным металлом до его кристаллизации и поэтому нагреваются более равномерно и до более высоких температур. После кристаллизации металла из-за его усадки стержни испытывают значительные механические воздействия.
Теплофизические свойства формовочных и стержневых смесей характеризуются их теплофизическими характеристиками: удельной теплоемкостью с и теплопроводностью λ, а также коэффициентом аккумуляции тепла  .
.
Плотность r, а также теплоемкость с и теплопроводность l формовочной смеси зависят от ее состава, а также от степени влажности смеси. Сырые песчаные смеси имеют более высокие теплофизические характеристики, чем сухие (табл. 1.3).
Таблица 1.3
Теплофизические характеристики песчаной
формовочной смеси и некоторых литейных сплавов
| Вид песчаной смеси | r, кг/м3 | с,

| Сv,

| l,

| e |
| Песок сухой | 0,84 | 1,344 | 0,87 | 1,081333 | |
| Смесь сырая | 1,05 | 1,89 | 0,29 | 0,740338 | |
| Смесь сухая | 0,84 | 1,428 | 0,17 | 0,492707 | |
| Сырая с опилками | 1,7 | 0,51 | 0,07 | 0,188944 | |
| Сталь | 0,84 | 6,048 | 13,24356 | ||
| Чугун серый | 0,77 | 5,39 | 16,68332 | ||
| Алюминиевые сплавы | 1,15 | 2,99 | 29,44656 |
Размерность коэффициента аккумуляции тепла, e, в табл. 1.2:
 .
.
Теплофизические характеристики формовочной смеси существенно снижаются при добавлении в ее состав опилок.
Повышение теплоемкости и теплопроводности смеси с увеличением влажности связано с испарением воды и с переносом теплоты испаряющейся водой. Теплопроводность песчаной формовочной смеси значительно меньше теплопроводности компактного кварца, из которого она в основном состоит, и меньше теплопроводности сухого кварцевого песка.
Увеличение перечисленных характеристик может быть достигнуто путем введения с состав смесей хромомагнезита, хромистого железняка и циркониевых песков, а также повышением степени уплотнения смесей или снижением их пористости.
Зная теплоемкость формовочной смеси и заданную среднюю температуру формовочной смеси, можно определить ее массу, необходимую для изготовления отливки.
Пример. Пусть вес G стальной отливки равен 10 кг, температура заливки –  =1560 °С, температура выбивки –
=1560 °С, температура выбивки –  =400 °С, средняя температура формовочной смеси –
=400 °С, средняя температура формовочной смеси –  =200 °С. Определить массу М формовочной смеси, необходимую для изготовления литейной формы.
=200 °С. Определить массу М формовочной смеси, необходимую для изготовления литейной формы.
Определим количество теплоты, которое необходимо отвести в литейную форму:

Определим массу формовочной смеси:

|
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 1394; Нарушение авторских прав?; Мы поможем в написании вашей работы!