КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Литье под давлением
|
|
|
|
Литье под давлением – способ получения отливок из сплавов цветных металлов и сталей, максимально приближающий размеры и форму отливки к размерам и форме готовой детали. Это позволяет уменьшить или совсем исключить их последующую механическую обработку.
Литье под давлением осуществляется в металлических формах. Этому способу так же, как литью в кокиль, соответствуют очень малые времена остывания и кристаллизации отливок.
На рис. 1.33 представлены результаты расчета количества тепла, отведенного в стальную пресс форму при литье под давлением алюминиевой отливки. Расчеты проводились по формуле (1.48).
Так, производительность машин для литья под давлением достигает 50 заливок в 1 минуту. При такой высокой скорости охлаждения и затвердевания жидкотекучесть литейного сплава оказывается недостаточной для заполнения литейной формы самотеком. Этот недостаток эффективно устраняется с помощью подачи расплава в полость литейной формы под давлением.
Сущность способа состоит в том, что на расплавленный метал (расплав), залитый в камеру прессования, сообщающуюся с оформляющей полостью формы (рис. 1.34, а), давит поршень.
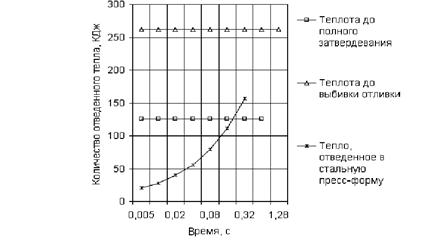
Рис. 1.33. К определению времени остывания отливки из алюминиевого сплава размерами  под давлением
под давлением
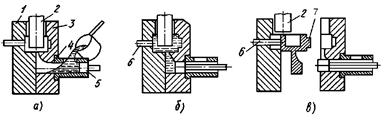
Рис. 1.34. Схема процесса изготовления отливок на машинах с горизонтальной холодной камерой прессования:
1 – 1-я половина пресс формы; 2 – стержень; 3 – 2-я половина пресс- формы; 4 – цилиндр; 5 – поршень; 6 – толкатель; 7 – деталь
В результате этого расплав быстро заполняет форму (рис. 1.34, б) и застывает в ней, приобретая очертания отливки. При литье под давлением металлическая форма (пресс-форма) заполняется расплавом под избыточным давлением (до 300 МПа) и формирование отливки также осуществляется под избыточным давлением. Благодаря этому надежно обеспечивается заполняемость формы даже при пониженной температуре заливки расплава. После застывания отливки форма разъединяется (рис. 1.34, в), и отливка извлекается.
По роду применяемых сплавов различают машины для литья оловянных, свинцовых и цинковых сплавов; магниевых и алюминиевых сплавов; черных металлов (чугуна и стали). Каждая из машин той или иной группы может отливать сплавы более легкоплавкие, чем те, для которых она предназначена.
В зависимости от массы отливок различают малые машины – для отливок массой от 50 до 300 г, средние – для отливок от 0,3 до 3 кг и крупные, позволяющие получать отливки до 15 кг.
Технологический процесс литья под давлением характеризуется коротким циклом и малым числом операций.
Малые машины для литья под давлением выполняются полуавтоматическими или автоматическими. Автоматические машины осуществляют до 1000–1200 операций в час. Располагая детали по несколько штук в форме (обычно до 6–10) можно получить производительность до 10 000 отливок в час.
Средние машины для литья под давлением выполняются полуавтоматическими, реже автоматическими – для отливок простой формы. Производительность таких машин обычно до 250 операций в час.
Большие машины менее автоматизированы и более тихоходны и позволяют выполнять до 100 операций в час.
Литье под давлением производят на литейных машинах с холодной и горячей камерами прессования.
На машинах с горячей камерой прессования (рис. 1.35.)[10] камера прессования 2расположена в обогреваемом тигле с расплавленным металлом. При верхнем положении плунжера 3расплавленный металл через отверстие 4заполняет камеру прессования. При движении плунжера вниз отверстия перекрываются, сплав под давлением 10—30 МПа заполняет полость пресс-формы 5. После затвердевания отливки плунжер возвращается в исходное положение, остатки расплавленного металла из канала сливаются в камеру прессования, а отливка из пресс-формы удаляется выталкивателями 6.
Машины с горячей камерой прессования используют при изготовлении отливок малых размеров и незначительной массы (до нескольких граммов) благодаря медленному охлаждению расплава и используются в основном для литья легкоплавких (цинковых, свинцово-сурьмянистых и др.) сплавов, из цинковых и магниевых сплавов.
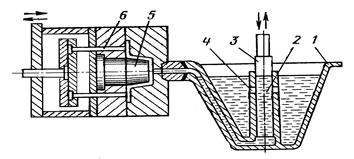
Рис. 1.35. Схема процесса изготовления отливок на машинах с горячей камерой прессования: 1 – тигель; 2 – камера прессования;
3 – плунжер; 4 – отверстие; 5 – полость пресс-формы;
6 – выталкиватель
Особенности способа литья под давлением обусловлены условиями заполнения пресс-форм и питания отливок. Расплавленный сплав заполняет пресс-форму за доли секунды (0,001–0,6 с) при скорости до 120 м/с. С такой скоростью поступления сплава в форму турбулентный поток металла, ударяясь о стенку формы, разбивается на отдельные капли. При этом происходит закупорка вентиляционных каналов мелкодисперсными каплями металла. Вихревой поток расплава захватывает оставшиеся в полости формы газы – компоненты воздуха и пар от смазывающего материала, образуя при этом газометаллическую эмульсию, быстро затвердевающую в форме. Вследствие этого отливки имеют специфический дефект – газовую пористость, низкую плотность, низкие пластичность и механические свойства. Их нельзя подвергать термической обработке, так как при нагреве поверхность вспучивается вследствие расширения газа в порах.
В момент окончания заполнения полости формы движущийся с большой скоростью сплав мгновенно останавливается. Энергия движения потока преобразуется в энергию давления, которое мгновенно повышается. Происходит гидравлический удар, действующий в течение
малого времени. Повышенное давление прижимает металл к рабочей поверхности пресс-формы и способствует четкому оформлению конфигурации отливки. Отливка тонкостенная с гладкой поверхностью точно воспроизводит конфигурацию полости пресс-формы. Благодаря тесному контакту между пресс-формой и отливкой увеличивается интенсивность теплообмена, уменьшается время затвердевания отливки. Вследствие гидравлического удара поверхностный слой (0,02–0,2 мм) отливок получается плотным, без газовой пористости, лишь внутренние части отливки имеют пористость.
Весь процесс литья под давлением автоматизирован, автоматически производятся смазывание пресс-форм, регулирование их теплового режима, подача расплавленного металла в камеру прессования, извлечение отливки и транспортирование ее к обрезному прессу для удаления литников.
Для уменьшения возможности образования газовой и усадочной пористости в отливках применяют:
а) вакуумирование полости пресс-формы и сплава;
б) применение толстых питателей (вместо тонких щелевых), затвердевающих позже отливки и обеспечивающих ее полное заполнение под давлением; и др.
Преимуществами данного вида литья являются высокая производительность, точность размеров и хорошее качество поверхности отливок, автоматизация процессов литья, снижение в 10 раз трудоемкости изготовления отливок по сравнению с литьем в песчаные формы, без механической обработки или с минимальными припусками, изготовление деталей с готовой резьбой.
Недостатки литья под давлением — высокая стоимость пресс-форм и оборудования; ограниченность габаритных размеров и массы отливок; наличие воздушной пористости в массивных частях отливок, снижающей прочность деталей и др.
Литье под давлением используют в массовом и крупносерийном производстве отливок. Получают детали различных приборов, электрических машин, карбюраторов и др. [12].
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 3116; Нарушение авторских прав?; Мы поможем в написании вашей работы!