КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Черновой и чистовой обработки резанием
|
|
|
|
Инструмента, назначение рациональных режимов
Выбор материала и геометрических параметров
Обработку резанием условно разделяют на черновую и чистовую.
Черновая обработка производится с целью удаления излишнего припуска или дефектного поверхностного слоя материала, образующегося при получении заготовки методами литья, давления, сварки или после термообработки.
К чистовой обработке обычно относят лезвийную обработку, определяющую окончательные геометрические размеры, форму и качество обработанной поверхности (поверхностного слоя). При этом достижение желаемого результата зависит от припуска на обработку и его колебаний, жесткости и точности станка, технологических приспособлений, марки и геометрических параметров режущего инструмента, режима резания, а также применения смазочно-охлаждающих жидкостей (технологических сред).
Выбор инструментального материала. Учитывая, что при черновой обработке имеют место значительные колебания припуска и сил резания, а при наличии литейной корки – и твердые включения в виде песка, в качестве инструментального материала для черновых (обдирочных) инструментов применяют наиболее прочные, но несколько менее износостойкие твердые сплавы. При черновой обработке сталей на ферритной основе чаще всего используют титано-вольфрамокобальтовый твердый сплав Т5К10 (Р30– Р40). Альтернативой сплаву Т5К10 могут быть более износостойкие, но менее прочные сплавы ТТ20К9 (Р25), Т14К8 (Р20) и при спокойных условиях работы – Т15К6 (Р10). Для тяжелых условий работы с ударами вместо сплава Т5К10 может быть применен менее износостойкий, но более прочный сплав ТТ7К12 (Р50). При точении никелевых, титановых сплавов, аустенитных сталей применяют вольфрамокобальтовый сплав ВК8 или ВК8М (К30).
Для чистовой обработки применяют более износостойкие, но менее прочные инструментальные материалы.
Для точения сталей на ферритной основе, не прошедших термообработку, применяются твердые сплавы Р01–Р10 (Т30К4, Т15К6). Сплав Р10 применяют для получистовых режимов и несколько более толстых срезов. Для чистовой обработки закаленных сталей применяют сплав Т15К6, оксидную минералокерамику (ВОК60 и др.), сверхтвердые материалы на основе кубического нитрида бора. При обработке жаропрочных сплавов на никелевой основе лучшие результаты показали мелкозернистые сплавы (ВК10–ОМ, ВК10–ХОМ).
Все более широко применяются также инструменты с износостойкими покрытиями [1]. Для более износостойких и хрупких инструментальных материалов, а также для режущих пластин с износостойкими покрытиями характерно применение более высокой скорости резания и меньших толщин срезаемого слоя.
Определение глубины резания. При черновой обработке минимальная глубина резания определяется глубиной дефектного слоя и погрешностями, характерными для метода получения заготовки. Для штамповки сюда следует отнести смещение поверхностей штампа и радиальное биение цилиндрических поверхностей для поковок указанных размеров нормальной точности. Кроме того, минимальный односторонний припуск поковок или отливок включает шероховатость обработанной поверхности, глубину дефектного слоя, а также погрешности установки и закрепления.
Максимальная глубина резания зависит от рекомендуемого или назначенного допуска на обрабатываемую поверхность наличия напусков, штамповочных или литейных уклонов, а также от принятой последовательности обработки, выбранных баз, способов настройки на размер.
При чистовой обработке глубина дефектного слоя, высота микронеровностей (шероховатостей поверхности), погрешности установки, колебания обрабатываемой поверхности также имеют место, однако они, как правило, значительно меньше по величине. Поэтому глубина резания при чистовой обработке назначается минимально возможной, но не менее суммы перечисленных погрешностей.
Определение подачи, угла в плане и допуска на обработанную поверхность.
На выбор подачи оказывают влияние требования к шероховатости и точности обработанной поверхности, к износостойкости режущего инструмента и др.
Шероховатость поверхности при черновой токарной обработке зависит в основном от геометрических факторов и определяется формулой Чебышева [1]:
 (2.94)
(2.94)
В частности, при s =0,6 мм и r =1,2 мм  .
.
Кроме того, для обеспечения равномерности износа при вершине должно выполняться соотношение [1]:
 . (2.95)
. (2.95)
Коэффициент неравномерности износа вершины может быть оценен по формуле [1]:
 .
.
Выбор рациональных форм и геометрических параметров режущих лезвий инструмента. Для устранения неравномерности износа могут быть введены зачищающая и переходная режущие кромки. Такая форма вершины в плане особенно рациональна при больших подачах.
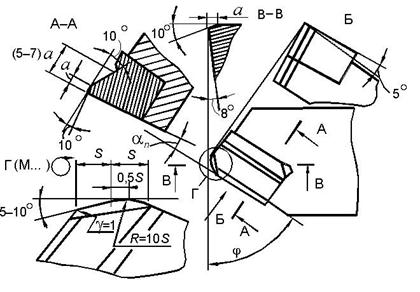
Рис. 2.41. Форма режущего лезвия резца для черновой обработки сталей
Длина зачищающей кромки должна быть не менее подачи: ls»(1,1-1,2) s. Зачищающая кромка обеспечивает требуемую шероховатость обработанной поверхности и может быть либо криволинейной (радиусом  ), либо прямолинейной. Для предохранения зачищающей кромки от интенсивного изнашивания перед зачищающей кромкой целесообразно затачивать переходную кромку. Длина ее lп должна быть приблизительно равна длине зачищающей кромки, а угол в плане jп должен находиться в пределах 5-10°.
), либо прямолинейной. Для предохранения зачищающей кромки от интенсивного изнашивания перед зачищающей кромкой целесообразно затачивать переходную кромку. Длина ее lп должна быть приблизительно равна длине зачищающей кромки, а угол в плане jп должен находиться в пределах 5-10°.
Угол наклона режущей кромки. При крупных сечениях срезаемого слоя твердосплавную пластину располагают под углом наклона главной режущей кромки (l» 5°). Положительные углы наклона режущей кромки способствуют возникновению в режущей пластине благоприятных сжимающих напряжений, что необходимо для увеличения хрупкой прочности режущей пластины. При этом образующаяся стружка упирается в обработанную поверхность детали, что способствует стружколоманию. Однако на обработанной поверхности остаются характерные следы, существенно увеличивающие ее шероховатость. Однако при черновой обработке (при обдирке) это может быть вполне приемлемым. Кроме того, при положительном угле l возникает задний угол на вспомогательной и зачищающей режущих кромках.
Задние углы. При черновой обработке задние углы инструмента задают в пределах 6–8о. При толстых срезах, увеличенных передних углах инструмента и уменьшенных скоростях резания положительное влияние на прочность режущего лезвия и износостойкость инструмента оказывают округление режущих кромок или заточка небольшой фаски с нулевым задним углом (до 0,2–0,3 мм). Наличие фаски предварительного притупления позволяет предотвратить пластические деформации режущего лезвия.
При применении увеличенных подач более совершенной следует считать форму режущего лезвия с ограниченной криволинейной переходно-зачищающей кромкой. Во избежание возникновения вибраций длину переходно-зачищающей кромки целесообразно ограничивать. Рациональное расстояние от главной режущей кромки до вершины приблизительно равно 1,5 s. В этом случае участок длиной s выполняет роль переходной кромки с достаточно малым углом в плане (рис. 2.42).
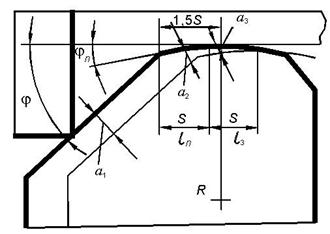
Рис. 2.42. Схема изменения толщины срезаемого слоя
на участках главной, переходной и зачищающей кромок
Она характеризуется сочетанием больших радиусов на переходно-зачищающей кромке и рациональных углов в плане на участке главной режущей кромки.
Увеличение радиуса R благоприятно влияет не только на шероховатость обработанной поверхности, но и на интенсивность изнашивания инструмента в окрестности вершины резца.
Уменьшению интенсивности изнашивания на участке зачищающей кромки способствует также создание рациональных углов наклона главной и зачищающей кромок.
Зачищающая кромка должна быть расположена в основной плоскости, т. е. под углом l =0°. Это необходимо для обеспечения наименьшей шероховатости обработанной поверхности.
Переходную и главную режущие кромки целесообразно наклонить под углом l = 15° (рис. 2.43).
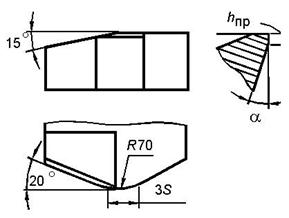
Рис. 2.43. Форма режущего лезвия с криволинейной
переходно-зачищающей кромкой, различными углами наклона
зачищающей и главной кромок и предварительным
притуплением задней поверхности
Другим назначением указанных различных углов наклона главной и зачищающей кромок является отвод стружки от обработанной поверхности и ее завивание.
Увеличение подачи при обработке конкретной поверхности с заданной площадью уменьшает путь резания и, соответственно, не требует малых интенсивностей изнашивания. Поэтому во многих случаях чистовая обработка с увеличенными подачами является не только более эффективным, но и единственно возможным способом удовлетворения требований к точности и качеству обработанной поверхности.
Влияние нароста и застойной зоны на качество обработанной поверхности. При обработке сталей выбор рациональной температуры может быть связан не только с изнашиванием инструмента, но и с требованиями к шероховатости обработанной поверхности. Среди факторов, влияющих на шероховатость обработанной поверхности, важное место занимают нарост или застойная зона на передней поверхности инструмента.
Высота застойной зоны уменьшается с уменьшением толщины срезаемого слоя и увеличением температур qп передней поверхности и q3 (0) задней поверхности вблизи режущей кромки. При этом уменьшается и шероховатость обработанной поверхности.
В ряде случаев (например, при точении сталей невысокой твердости) увеличение температуры передней поверхности и уменьшение шероховатости обработанной поверхности могут быть достигнуты путем уменьшения переднего угла.
Таким образом, если повышение износостойкости инструмента требует уменьшения температуры и скорости резания, то уменьшение влияния застойной зоны на расчетную шероховатость требует увеличения температуры. Таким образом, оптимальными для чистового точения следует считать минимальные скорости резания и температуры, обеспечивающие требуемую шероховатость обработанной поверхности.
Для уменьшения влияния застойной зоны на шероховатость обработанной поверхности при чистовой обработке не следует применять упрочняющих фасок на передней поверхности, увеличивающих высоту застойной зоны, но можно применять стабилизирующие фаски или полную переднюю поверхность.
Назначение рациональной скорости резания. На практике обычно пользуются рекомендациями, полученными эмпирически. Они могут быть представлены в виде таблиц. Проиллюстрируем сказанное практическими рекомендациями «Сандвик Коромант» (табл. 2.1 и 2.2).
Таблица 2.1
Номинальные значения скоростей резания v15 для точения
сталей резцами с твердосплавными пластинами S6 (Р40, Т5К10)
| Сталь | Твердость HB, Мпа | Подача S, мм/об | ||
| 0.3 | 0,6 | 1,2 | ||
| Легированная | ||||
| Закаленная с отпуском |
Таблица 2.2
Значения поправочного коэффициента КТ на скорость резания
в зависимости от стойкости инструмента
| Период стойкости Т, мин | |||||||
| Коэффициент КТ | 1,1 | 1,0 | 0,95 | 0,90 | 0,87 | 0,80 | 0,75 |
Табличное значение скорости резания, рекомендуемое «Сандвик», равно 70 м/мин. Однако необходимо учесть поправки на изменение твердости и периода стойкости:
 . (2.96)
. (2.96)
Если принять в качестве рациональной стойкости не 15 мин, как рекомендует Сандвик, а 60 мин, то поправочный коэффициент KT =0,75.
Таким образом, рекомендуемое рациональное значение скорости резания
 . (2.97)
. (2.97)
Другой метод назначения рациональной скорости резания связан с анализом температур и интенсивностей изнашивания инструмента.
Воспользовавшись программой для расчета температуры, построим графики зависимости температуры от скорости резания, соответствующие рациональному диапазону изменения температуры передней поверхности 800–900 °С (рис. 2.44).
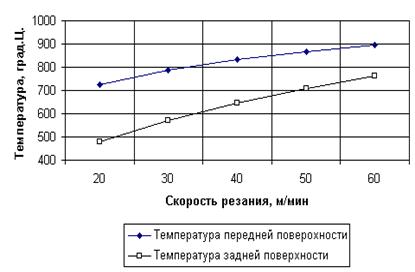
Рис. 2.44. Влияние скорости резания на температуры передней, задней поверхностей и на среднюю температуру (температуру
резания) при точении стали 45 (НВ=2290 МПа) твердосплавным резцом Р30 (Т5К10), j =60°, r =1,2 мм, g =10°, z =2, при подаче
s = 0,6 мм/об, глубине резания t =5 мм, hз =1 мм
Рациональная скорость резания, рекомендованная «Сандвик», соответствует температуре передней поверхности – около 800–820 °С. Таким образом, эту температуру можно считать рациональной для черновой обработки стальных деталей и по ней назначать скорости резания.
Таблица 2.3
Пример назначения режима резания и параметров
режущего инструмента при черновой обработке
| Режим резания | Параметры инструмента | ||||||||||
| Обозначение перехода | t, мм | S, мм/об | n, об/мин | v, м/мин | j о | r, мм | g о | aо | lо | hз*, мм | f, мм |
| Операция 10 10.3 | 4,9 | 0,6 | Резец проходной левый Р30 (Т5К10) | ||||||||
| 1,2 | 0,5 | ||||||||||
| Операция 20 20.4 | 5,5 | 0,6 | 1,5 | 0,5 |
При чистовой обработке скорость резания также можно назначать, ориентируясь по температуре (рис. 2.45).
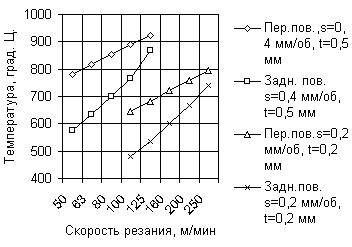
Рис. 2.45. Влияние скорости резания на температуру при точении стали НВ=2290 МПа
Меньшим температурам соответствует более высокая стойкость инструмента, но и большая шероховатость обработанной поверхности в связи с влиянием застойных зон и наростов. При увеличении температуры шероховатость поверхности уменьшается, но наряду с этим уменьшается и стойкость инструмента.
Таблица. 2.4
Пример назначения режимов резания и параметров
режущего инструмента при чистовой токарной обработке
| Режим резания | Параметры инструмента | ||||||||||
| Обозначение перехода | t, мм | S, мм/об | n, об/мин | v, м/мин | j о | r, мм | g о | aо | lо | hз*, мм | f, мм |
| Операция 30 30.6.2. | 0,55 | 0,4 | Резец проходной левый Р30 (Т5К10) | ||||||||
| 1,2 | 0,6 | 0,25 | |||||||||
| Операция 40 40.1.1. | 0,2 | 0,2 | –15 | 0,4 |
Технологические и физические ограничения, учитываемые при оптимизации технологической операции.
В качестве целевой функции принято использовать технологическую себестоимость обработки [1]. Однако на практике иногда применяют более простые критерии. К ним относятся производительность обработки
П = vst = max (илиП = vs = max), (2.98)
а также площадь обработанной поверхности (или путь резания)
F=vsT (илиL=vT), (2.99)
качественно характеризующие расход режущего инструмента.
С математической точки зрения обеспечение максимальной производительности или минимальной себестоимости черновой лезвийной обработки представляет собой задачу поиска условного экстремума: найти максимум (минимум) некоторой целевой функции при условиях (ограничениях), имеющих вид неравенств (или равенств), связывающих независимые переменные (факторы).
При этом скорость резания v и подача s и стойкость инструмента T связаны с другими переменными и постоянными величинами, характеризующими условия резания.
Условия резания описываются двумя группами характеристик.
К первой группе относятся постоянные (или условно-постоянные) характеристики, которые называют параметрами. К параметрам относят прочностные и теплофизические характеристики обрабатываемого материала, наличие и свойства литейной корки, жесткость технологической системы, прочность ее элементов, размеры обрабатываемых поверхностей заготовок и деталей, требования к шероховатости и качеству обработанных поверхностей, характеристики металлорежущего оборудования, размеры режущих пластин, характеристики износостойкости инструмента.
Ко второй группе относятся регулируемые и изменяемые характеристики условий резания, которые будем называть факторами. К факторам следует отнести геометрические параметры режущего лезвия (передний угол g, углы в плане j, jп, j1 главной, переходной и зачищающей кромок и радиус закругления вершины R, размеры упрочняющей и стабилизирующей фасок f1, f2 на передней поверхности, задние углы a и a1, углы наклона l, l1 главной и зачищающей режущих кромок, а также марки инструментального материала, износостойких покрытий и смазочно-охлаждающих жидкостей. К числу факторов могут относиться также глубина резания t, подача s и скорость резания v.
Эти факторы связаны между собой и с параметрами условий резания. Формулирование и математическая запись этих связей (ограничений) представляет собой главную проблему, определяющую успех оптимизации режимов резания и геометрических параметров режущих инструментов.
Некоторые из этих ограничений (или условий) отражают технологические требования. Например, обеспечить шероховатость и точность обработанной поверхности не выше заданных, выдержать условие, чтобы мощность резания не превышала допускаемого значения, чтобы силы резания не были выше допускаемых прочностью инструмента и механизмов станка, чтобы фактические характеристики износостойкости инструмента были не ниже, заданных и т. д.
Для записи этих ограничений, как правило, могут быть использованы физические характеристики процесса резания (силы и температуры резания, интенсивности изнашивания поверхностей инструмента), зависящие как от независимых переменных (факторов), так и от условий резания.
Эти зависимости могут быть представлены в виде упрощенных (иногда эмпирических) формул или более сложных алгоритмов вычисления характеристик процессов стружкообразования и изнашивания инструмента. Основная проблема заключается в том, чтобы сформулированные и записанные ограничения оставались справедливыми при изменении условий резания. Эмпирические уравнения, как правило, не удовлетворяют этим требованиям.
Большое число параметров, характеризующих условия резания и подлежащих определению факторов, а также исключительно сложные связи между физическими характеристиками процесса резания и факторами затрудняют решение поставленной задачи.
Кроме того, одни факторы имеют количественные измерения и изменяются непрерывно в некоторой области, другие – характеризуются только качественно и изменяются дискретно. Из большого числа подлежащих определению факторов могут быть выделены выбор рационального инструментального материала, рациональной формы режущего лезвия и определение глубины резания t, подачи s, угла в плане j и скорости резания v.
Принимая во внимание влияние этих факторов на температуру и силы резания, можно принять следующую последовательность их определения: в первую очередь выбираются инструментальный материал и форма режущего лезвия, затем определяется глубина резания, после нее – подача и угол в плане, в последнюю очередь – скорость резания. Все остальные факторы определяются либо в зависимости от основных, либо с помощью дополнительного анализа их влияния на целевую функцию (производительность или себестоимость обработки).
Учитывая большое число технологических и физических ограничений, сложность взаимосвязей между различными факторами и характеристиками процесса резания, оптимизация режима резания и геометрических параметров режущих инструментов практически сводится к выявлению области допускаемых ограничениями рациональных значений этих факторов.
Учет других ограничений по силам. На черновых переходах должна быть произведена проверка по допускаемой силе РZ*:
Pz<РZ*. (2.100)
Допускаемая сила РZ* может быть определена, например, по крутящему моменту, допускаемому прочностью коробки скоростей станка.
Аналогично проверяется ограничение по силе Рx*, допускаемой прочностью механизма подачи.
Px<Px* (2.101)
Если условия (2.100–2.101) не выполняются, то возможно одно из двух решений. Первое заключается в уменьшении толщины срезаемого слоя и повторении расчета, второе – во введении дополнительного прохода, обеспечивающего требуемое колебание припуска при принятой подаче.
При необходимости выполняется проверка по мощности резания:

 (2.102)
(2.102)
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 12753; Нарушение авторских прав?; Мы поможем в написании вашей работы!