КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виды технологических процессов (ГОСТ 3.1109-82)
|
|
|
|
Понятие о технической подготовке производства
Методика проектирования ТП механической обработки
Техническая подготовка производства к изготовлению нового изделия состоит из следующих этапов (ГОСТ 14001-73):
- конструкторская подготовка;
- технологическая подготовка;
- организационная подготовка.
Первый этап включает работы, связанные с обоснованием, проектированием, доводкой изделия, документированием и передачей в серийное производство.
Технологическая подготовка производства включает мероприятия по обеспечению готовности предприятия к выпуску нового изделия: проектирование технологических процессов изготовления деталей СЕ, окончательной сборки изделия, проектирование оснащения, технологических процессов приспособлениями, режущими и контрольными инструментами, испытательными устройствами. Всё это выполняется с учетом серийности производства.
Организационная подготовка включает разработку календарных планов производства новой продукции, снабжение производства всем необходимым для реализации производственного задания.
Технологические процессы в соответствии с ГОСТ разделяются на единичные, типовые и групповые.
Единичные ТП проектируются независимо от серийности и состоят в том, чтобы из простейшей заготовки путем необходимой механической обработки на универсальном оборудовании получить деталь требуемого качества. Недостатками единичного проектирования являются длительность технологической подготовки производства и низкое качество ТП из-за наличия субъективного фактора.
Эти недостатки единичных ТП устраняются при использовании типовых ТП. В основе разработки типовых ТП лежит классификация всего множества деталей по сходству конструктивно-технологических признаков. По этим признакам детали могут быть разделены на классы, подклассы, типы и группы. При этом сходство признаков всё более возрастает.
Типовой ТП (ГОСТ 14301-83) разрабатывается для изготовления конкретного типа деталей в определенных производственных условиях. Типизация обеспечивает устранение многообразия ТП путем сведения их к организационному числу и является основой для их стандартизации.
19.3. Технология групповой обработки (ГОСТ 14.00483)
Такая технология разрабатывается для изготовления группы однотипных деталей, т.е. является развитием идей типизации. Метод групповой обработки предложен проф. С.П. Митрофановым. Достоинства метода в том, что на его основе условия мелкосерийного производства с использованием оборудования с низкой производительностью можно превратить в крупносерийное высокопроизводительное производство, получив при этом снижение трудоемкости и стоимости изготовления деталей.
Целесообразность использования групповой технологии рассмотрим на примере. Предположим, что требуется изготовить 10 партий, сходных по признакам (габариты, конфигурация, методы обработки поверхностей, материал) деталей (рисунок 44). Размер партии – 100 шт. каждого наименования. Сравним два возможных варианта ТП изготовления деталей – по индивидуальной технологии (вар. I.) и групповой (вар. II.).
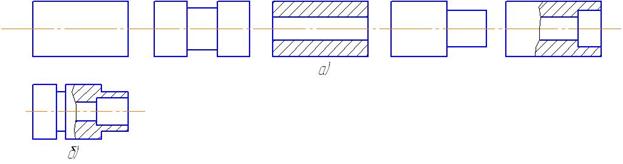
Рис. 44- а) Пять примерных представителей группы из десяти различных деталей;
б) Комплексный представитель группы
Сравнение проведем на основе расчета так называемого штучно-калькуляционного (tшт.-к) времени:
tшт.-к=to+Tпз/П, мин,
где to- основное (машинное) время на обработку каждой заготовки;
Tпз - подготовительно-заключительное время, расходуемое на наладку и настройку станка;
П - размер партии обрабатываемых заготовок, шт.
Пусть в вар. I как менее производительном в среднем toI = 2 мин, а TпзI = 5 мин, т.к. наладка универсального станка не сложна. В то же время, в вар. II в среднем toII=1.8 мин за счет роста производительности, а TпзII=30 мин из –за сложности наладки и настройки.
Таким образом, Тшт-к I=2+5/100=2.005 мин
Тшт-к II=1.8+30/10×100=1.83 мин
Выигрыш в трудоемкости Т при выполнении производственного задания по изготовлению всех деталей группы (N=1000шт.) составит
Т=(tшт.-к I - tшт.-к II)N=(2.005-1.83)N=175 мин ≈3 час.
Групповые технологии реализуются следующим образом: среди деталей группы находится, а за неимением таковой специально разрабатывается деталь, имеющая все поверхности деталей, входящих в группу. Эта деталь является комплексным представителем группы, а для её изготовления и настраивается высокопроизводительный станок (револьверный, автомат, СЧПУ). При изготовлении деталей одного наименования используют только те инструменты (и переходы), которые обеспечивают получение требуемой конфигурации; другие инструменты не задействованы и будут работать в свою очередь при обработке других заготовок, для получения деталей других наименований.
Следует отметить, что при невозможности реализовать групповые ТП из-за существенного отличия в тех группы деталей, используют организацию групповых детале-операций, в которых будут обрабатываться подобные по форме поверхности у различных деталей.
Для реализации групповых технологий проектируют и специальную групповую оснастку, отличающуюся лишь базирующими элементами.
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 845; Нарушение авторских прав?; Мы поможем в написании вашей работы!