КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарный многошпиндельный автомат мод. 1240-6
|
|
|
|
Б136
На токарно-револьверном автомате 1Б136 (рис. 129) в условиях крупносерийного и массового производства обрабатывают сложные по форме детали с применением нескольких последовательно или параллельно работающих инструментов.
Характеристика станка. Наибольший диаметр обрабатываемого прутка 36 мм; наибольший диаметр нарезаемой резьбы: в стальных деталях М22, в деталях из латуни М27; наибольшая длина подачи прутка за одно включение 90 мм; наибольший ход револьверной головки 80 мм; время изготовления одной детали 11,6—363 сек; пределы частот вращения шпинделя: при левом вращении 160— 2500 об/мин; при правом 64—2500 об/мин; мощность электродвигателя 5,5 кет; габаритные размеры 3880x790x1500 мм.
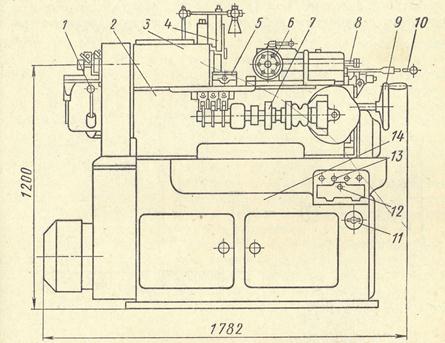
Рис. 129. Общий вид токарно-револьверного автомата 1Б136:
1 — рукоятка для включения муфты привода вспомогательного вала; 2 — станина; 3 — шпиндельная бабка; 4 и 5 — соответственно вертикальный и горизонтальный поперечные суппорты; в — револьверная головка; 7 — распределительный вал; 8 — регулятор положения револьверного суппорта относительно торца шпинделя; 9 — маховик для ручного вращения вспомогательного и распределительного валов; 10 — рычаг для ручного перемещения револьверного суппорта; 11 — пакетный включатель станка; 12 — пульт настройки частоты вращения шпинделя; 13 — кнопки управления электродвигателем привода шпинделя; 14 — основание
Принцип работы станка. Обрабатываемый пруток пропускают через направляющую трубу и закрепляют в шпинделе станка цанговым зажимом. Инструмент закрепляют в револьверной головке и на поперечных суппортах. Инструментами револьверной головки протачивают наружные поверхности, обрабатывают отверстия и нарезают резьбу, а инструментами поперечных суппортов обрабатывают фасонные поверхности, подрезают торцы, снимают фаски и отрезают готовые детали.
|
|
|
Суппорт револьверной головки. Револьверная головка в процессе работы получает следующие движения: продольное перемещение справа влево (быстрый подвод и рабочая подача), быстрый отвод в исходное положение и переключение с одной позиции на другую.
Продольное перемещение осуществляется от кулачка 19 (рис. 131), профиль которого соответствует технологическому процессу обрабатываемой детали. Выступы кулачка, поднимая ролик рычага с зубчатым сектором 20, через рейку IS, связанную тягой 21 и шатуном 22 с кривошипным валом 23, сообщают движение револьверной головке 1 и ее корпусу. Корпус револьверной головки находится под постоянным действием пружины 17, стремящейся сдвинуть его вправо. Когда ролик, скатываясь с выступа, попадает во впадину кулачка 19, пружина отводит корпус револьверной головки вправо на расстояние, соответствующее глубине этой впадины.
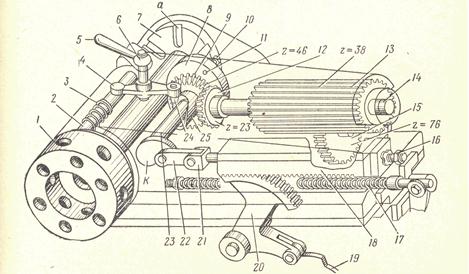
Рис. 131. Схема суппорта револьверной головки автомата 1Б136
Револьверная головка поворачивается от вспомогательного вала через зубчатые колеса 15 (z = 76) и 13 (z = 38), вал 14, конические колеса 12 и 9 с передаточным отношением  , кривошипный вал 23 с диском 8 (на диске имеется палец 11 с роликом 10) и мальтийский крест 7 с шестью радиальными пазами а. Крест установлен на конце оси револьверной головки 1. При вращении кривошипного вала 23 ролик 10 входит в очередной паз мальтийского креста и поворачивает его на 1/в часть оборота совместно с револьверной головкой.
, кривошипный вал 23 с диском 8 (на диске имеется палец 11 с роликом 10) и мальтийский крест 7 с шестью радиальными пазами а. Крест установлен на конце оси револьверной головки 1. При вращении кривошипного вала 23 ролик 10 входит в очередной паз мальтийского креста и поворачивает его на 1/в часть оборота совместно с револьверной головкой.
В рабочем положении револьверную головку удерживает фиксатор 2, Механизм фиксации состоит из пружины 3, кулачка 25 и рычага 4 с роликом 24. Когда кулачок 25, связанный с кривошипным валом 23, нажимает на ролик 24, рычаг 4 поворачивается на оси 6 и, преодолевая сопротивление пружины 3, вытягивает фиксатор 2 из гнезда револьверной головки 1. После поворота револьверной головки в новую позицию профиль кулачка 25 позволяет фиксатору 2 под действием пружины 3 войти в очередное гнездо револьверной головки и зафиксировать ее в новом положении. Рукоятка 5 служит для ручного отвода фиксатора.
|
|
|
Чтобы при повороте револьверной головки в новую позицию не повредить режущие инструменты и обрабатываемую деталь, перед каждым поворотом головки револьверный суппорт быстро отводят назад. Это осуществляется следующим образом. При вращении кривошипного вала 23, еще до того как ролик 10 дойдет до радиального паза а мальтийского креста 7 и начнется поворот револьверной головки, револьверный суппорт под действием кривошипа К и шатуна 22 быстро отойдет назад. По окончании поворота головки револьверный суппорт под действием кривошипа К займет первоначальное положение, при котором весь кривошишю-шатунный механизм представляет собой одну жесткую систему (как показано на рис. 131). Положение револьверного суппорта относительно торца шпинделя можно менять путем изменения положения тяги 21 в ползуне-рейке 18 путем ввертывания или вывертывания резьбовой втулки 16, которая связана с тягой 21.
Принципы работы многошпиндельных автоматов. По принципу работы многошпиндельные автоматы с горизонтальным расположением шпинделей делятся на автоматы параллельного и последовательного действия.
При обработке деталей на автоматах параллельного действия на каждом шпинделе выполняются одновременно все переходы, предусмотренные технологическим процессом. В конце цикла работы станка снимается столько готовых деталей, сколько шпинделей находилось в работе (рис. 136, а).
В станках последовательного действия на каждой позиции шпинделя выполняется только один переход икаждая деталь проходит последовательно все позиции I—IV (рис. 136, б). Таким образом, за один оборот шпиндельного блока заготовка полностью обрабатывается, если автомат имеет одну загрузочную позицию.
У некоторых автоматов могут быть предусмотрены две загрузочные позиции. В этом случае заготовка проходит лишь половину имеющихся позиций и за это время полностью обрабатывается. Значит, за один оборот шпиндельного блока одновременно завершается обработка двух заготовок. Такой принцип обработки называется параллельно-последовательным.
|
|
|
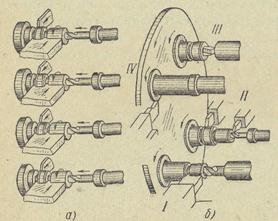
Рис. 136. Способы многошпиндельной токарной обработки:
а — параллельный; б — последовательный
Назначение и характеристика автомата 1240-6. Автомат пред-наьначен для изготовления деталей из прутков различного профиля. На станке можно производить черновое, чистовое и фасонное обтачивание, подрезку, сверление, растачивание, зенкерование, развертывание, нарезание внутренних и наружных резьб и накатывание резьб.
Характеристика автомата (рис. 137): число шпинделей — 6; наибольший диаметр обрабатываемого прутка 40 мм, наибольшая длина подачи прутка 190 мм; частота вращения шпинделей 154— 2120 об/мин; число продольных суппортов — 1; число поперечных суппортов — 6; наибольший ход суппортов при нормальных кулачках — продольного 160 мм, поперечных — 60 мм; время холостого, хода 2,7 сек; мощность электродвигателя главного привода 20 кет; габаритные размеры 5685 х1350 х1960 мм.
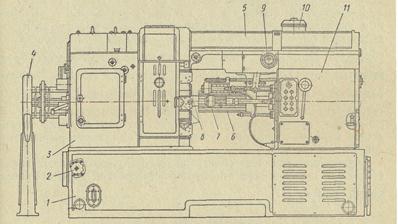
Рис. 137. Общий вид шестишпиндельного токарного автомата 1240-6:
1 — станина; 2 — транспортер стружки; 3 — передняя стойка; 4 — стойка для поддержки прутков; 5 — траверса с распределительным валом; 6 — продольный суппорт; 7 — приводной инструментальный шпиндель; 8 — поперечные суппорты; 9 — циклоуказатель;
10 — электродвигатель привода распределительного вала при наладке; 11 — задняя стойка
Принцип работы. Прутковый материал закладывается в направляющие трубы и закрепляется в цанговых патронах шпинделей. Каждый шпиндель получает вращательное движение.
Обработка детали производится последовательно в шести позициях шпиндельного блока. Автомат имеет шесть поперечных суппортов, в пазах которых устанавливаются резцедержатели с отрезными и фасонными резцами. Кроме того, имеется один, общий для всех позиций продольный суппорт, на каждой из шести граней которого устанавливаются державки с инструментами. На гранях продольного суппорта, обслуживающих пятую и шестую позиции, могут быть установлены подвижные стойки для инструментальных шпинделей, имеющих перемещение, независимое от перемещения главного продольного суппорта. По особому заказу стойки устанавливаются в четвертой и шестой позициях.
|
|
|
Инструментальные шпиндели используют для резьбонарезания и быстрого сверления. Инструментальные шпиндели получают вращение от коробки передач через длинные шлицевые валы. Все суппорты перемещаются от постоянных кулачков, установленных на распределительном валу.
Шпиндельный блок периодически поворачивается на 60° для изменения позиции. Последняя операция — отрезка обрабатываемой детали, после чего пруток подается до упора.
Движения в станке. Главное движение. Основные шпиндели (рис. 138) приводятся в движение электродвигателем (N = 20 кет; n = 1450 об/мин) через клиноременную передачу  вал II, сменные зубчатые колеса
вал II, сменные зубчатые колеса  вал III, блок зубчатых колес Б1 (z = 67 и z = 37), пустотелый вал IVa, цилиндрическую пару
вал III, блок зубчатых колес Б1 (z = 67 и z = 37), пустотелый вал IVa, цилиндрическую пару  и центральный вал V, состоящий из двух частей, соединенных шлицевой втулкой. На центральном валу V закреплено зубчатое колесо z = 49, от которого вращение передается колесам z = 38, установленным на концах шести шпинделей.
и центральный вал V, состоящий из двух частей, соединенных шлицевой втулкой. На центральном валу V закреплено зубчатое колесо z = 49, от которого вращение передается колесам z = 38, установленным на концах шести шпинделей.
Уравнение кинематической цепи от электродвигателя к шпинделям при передаточном отношении передвижной пары зубчатых колес, равном 

откуда

При передаточном отношении передвижной пары зубчатых колес  передаточное отношение сменных зубчатых колес
передаточное отношение сменных зубчатых колес 
К станку прилагается 12 пар сменных зубчатых колес.
Инструментальный быстросверлильный шпиндель получает вращательное движение от центрального вала V через зубчатое колесо z = 42, промежуточное зубчатое колесо z = 20 и сменное зубчатое колесо К (на рис. 138 показан только приводной вал 8 этого шпинделя). Паразитное колесо z Ц = 20 с подвижной осью обеспечивает зацепление колес z = 42 и К. К станку прилагается три зубчатых колеса К с числами зубьев 24, 32 и 49.
|
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 1479; Нарушение авторских прав?; Мы поможем в написании вашей работы!