КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
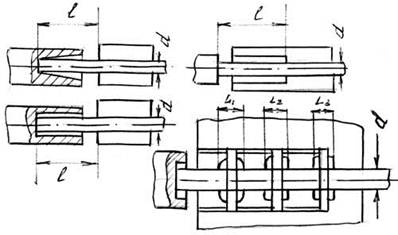
Ручьи штампов ГКМ
|
|
|
|
Классификация поковок, штампуемых на ГКМ
Штамповка поковок на ГКМ
НА ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИНАХ
ОСОБЕННОСТИ ШТАМПОВКИ
ПЛАН ЛЕКЦИИ:
1. Штамповка поковок на ГКМ.
2. Классификация поковок, штампуемых на ГКМ.
3. Ручьи штампов ГКМ.
Горячая штамповка на ГКМ является весьма распространенным, производительным и экономичным способом, позволяющим получать поковки таких форм, штамповка которых исключена на молотах и прессах.
Наличие разъема в двух взаимно перпендикулярныхплоскостях позволяет штамповать поковки сложной конфигурации и производить местную деформацию на длинных заготовках.
Штамповка на ГКМ обладает целым рядом достоинств, таких как:
- отсутствие облоя (что исключает необходимость его обрезки) и штамповочных уклонов (кроме внутренних полостей поковок);
- изготовление поковок с достаточно жесткими припусками и допусками;
- получение хорошей макроструктуры с благоприятно ориентированным расположением волокон при отсутствии их перерезания;
- широкое использование сборного штампового инструмента, состоящего из постоянного блока и сменных рабочих вставок;
- возможность осуществления комбинированной штамповки в сочетании с молотом, прессом, ковочными вальцами, гибочной машиной, использование при штамповке, как мерных заготовок, так и прутка.
От прутка штампуют поковки типа колец, причем процесс в большинстве случаев осуществляется без перемычек и облоя. В отличие от штамповки подобных поковок на молотах и прессах, которая требует разделки прутка на штучные заготовки и введения операции обрезки облоя и пробивки отверстий.
ГКМ выпускается с вертикальным расположением ручьев штампа усилием до 31.5 МН и с горизонтальный расположением ручьев усилием до 12.5 МН.
Помимо главного ползуна ГКМ снабжены боковым зажимным ползуном, движущимся перпендикулярно главному, и развивающему усилие, равное 0.4¼0.6 усилия главного ползуна. Размерный ряд, основные параметры и характеристика штампового пространства машин с вертикальным разъемом матриц стандартизованы.
В условиях массового и специализированного производства особенно эффективно применение ГКМ с горизонтальным расположением ручьев штампа, позволяющим механизировать и автоматизировать процессы изготовления поковок. Весьма перспективным является также использование горизонтально-штамповочных многопозиционных автоматов.
Поковки, изготовляемые на ГКМ, в зависимости от конфигурации делятся на 6 основных групп.
1 группа поковок включает в себя поковки типа стержня с утолщением:
1 подгруппу составляют поковки с одним утолщением, расположенным на конце стержня.
2 подгруппа включает поковки с двумя утолщениями, расположенными на концах стержня, с двумя или несколькими утолщениями, расположенными по длине стержня.
3 подгруппу составляют поковки с утолщениями типа развилины или другой сложной формы.
2 группа поковок включает поковки со сквозными отверстиями:
1 подгруппу составляют поковки типа колец (гладкие, со сложным внутренним контуром, со сложным наружным контуром, со сложным внутренним и наружным контуром).
2 подгруппу составляют поковки типа втулок (гладкие, со сложным внутренним контуром, со сложным наружным контуром, со сложным внутренним и наружным контуром).
3 подгруппу составляют поковки сложной формы (с двумя и более буртами, с асимметричными элементами, с двусторонними полостями, с долевыми выступами и фасонной формой торца).
3 группа поковок включает поковки с глухой полостью (с неглубокой полостью, с полостью постоянного сечения, с переменным сечением, с двусторонней полостью).
4 группа поковок включает поковки смешанной конфигурации, сочетающие элементы 1 и 3 групп (с полостью в утолщенной части постоянного сечения, переменного сечения, с двусторонней полостью, с полостью сложной формы).
5 группа поковок включает поковки, полученное из трубной заготовки (с утолщением стенки за счет увеличения наружного диаметра, с утолщенной стенкой за счет уменьшения внутреннего диаметра, с утолщенной стенкой за счет одновременного увеличения наружного и уменьшения внутреннего диаметров, с утолщением на конце за счет раздачи).
6 группа поковок - поковки комбинированной конфигурации, у которых после штамповки на молоте или прессе на ГКМ производится высадка утолщений, прошивка некоторых элементов, посадка штамповочного уклона и другие операции.
Ручьи штампов ГКМ делятся на шесть групп:
1. Наборные ручьи.
2. Формовочные и формовочно-прошивные ручьи.
3. Пробивные ручьи.
4. Отрезные ручьи.
5.Обрезные ручьи.
6.Специальные ручьи.
Наборные ручьи используются для сосредоточения требуемых объемов металла на участках исходной заготовки. Наборные ручьи делятся на пять видов: для набора металла в пуансоне, для набора металла в матрице, для одновременного набора в пуансоне и матрице, для набора металла в скользящей матрице, для набора металла одновременно в пуансоне и скользящей матрице.
Формовочные ручьи делятся на четыре вида: для предварительной формовки в пуансоне, для окончательной формовки в пуансоне, для предварительной формовки в матрице, для окончательной формовки в матрице.
Пробивные ручьи делятся на три вида: для пробивки сквозного отверстия пуансоном в ручье матрицы при горизонтальном расположении поковки, для пробивки сквозного отверстия пуансоном при вертикальном положении поковки, для пробивки сквозного отверстия пробивным пуансоном, расположенным в подвижной матрице, в ручье, расположенном с неподвижной матрице, при горизонтальном расположении поковки.
Отрезные ручьи делятся на четыре вида: для отрезки поковки от прутка путем сдвига поковки при неподвижном прутке, для отрезки поковки с последующей ее правкой в ручье матрицы, для отрезки поковки за счет сдвига прутка, для отрезки "высечки" сдвигом ее при неподвижном прутке.
Обрезные ручьи делятся на четыре вида: для обрезки заусенца, расположенного на переднем торце поковки, для обрезки заусенца, расположенного на некотором расстоянии от переднего или заднего горца утолщенной части поковки, для обрезки заусенца, расположенного на заднем торце утолщенной части поковки, для обрезки заусенца за счет его сдвига при неподвижной поковке.
Специальные ручьи делятся на четыре вида: для расплющивания или формовки утолщенной части поковки ходом подвижной матрицы, для протяжки конца заготовки ходом подвижной матрицы, для гибочных операций, осуществляемых ходом подвижной матрацы, для гибочных операции, осуществляемых пуансоном или одновременно пуансоном и матрицей.
Технологический процесс штамповки на ГКМ существенно отличается от процесса, осуществляемого на молотах и прессах. При многоручьевой штамповке наиболее часто применяют наборные, формовочные и пробивные переходы. Наборные переходы, являясь заготовительными, служат для увеличения толщины деформируемой части заготовки перед последующей формовкой и прошивкой. Осуществляются они высадкой, так же, как и формовка, придающая утолщенной части поковки требуемую фасонную форму. Обычно формовку и прошивку производят одновременно, при этом пробивку сквозных отверстий в поковках, как правило, совмещают с отделением последних от прутка.

Кроме указанных переходов осуществляют обрезку заусенца, отрезку негодного под штамповку конца прутка, пережим прутка на меньшее сечение, гибку, штамповку, штамповку выдавливанием.
При изготовлении поковки за несколько переходов набор металла производят в конической полости пуансона, так как характер течения и условия заполнения полости при высадке в матрице хуже.
Однако при штамповке осесимметричных поковок с удлиненной осью в ряде случаев оказывается целесообразным располагать последний наборный переход в полости матрицы с целью создания более благоприятных условий деформирования заготовки в последующих ручьях штампа.
Положение разъема между пуансоном и матрицей часто определяется формой утолщения. Желательно разъем устанавливать в том месте фигуры, которое заполняется металлом в последнюю очередь (меньше заусенец). При выборе разъема учитывают следующее:
1. Формовка в матрице освобождает от уклонов.
2. Формовка в пуансоне исключает сдвиг фигуры, возможный при относительном смещении матриц.
Формовку утолщений сплошного сечения осуществляют за один переход. Только при штамповке поковок очень сложной формы (большая эксцентричность, значительное отклонение от формы тела вращения) формовку выполняют за два перехода.
Процесс формовки чрезвычайно разнообразен в связи с разнообразием номенклатуры поковок. В отдельных случаях формовка сопровождается высадкой и прошивкой с образованием глухой полости, высадкой с выдавливанием.
Пробивку глубоких полостей желательно производить за счет равномерной раздачи металла в стороны, так как в противном случае при встречном течении металла заметно возрастает потребное усилие и снимается стойкость инструмента. Наилучшие условия для прошивки будут тогда, когда площади всех поперечных сечений заготовки будут несколько меньше площадей соответствующих кольцевых сечений поковки. Все предшествующие переходы необходимо проектировать так, чтобы получить утолщенный конец оптимальной формы и размеров, прошивка которого обеспечила бы получение поковки заданной формы. Прошивные пуансоны имеют угол заострения 60, 90, 120°, уклон составляет от 30° до 2°.
Если поковка должна иметь фланец, то его следует отформовать до прошивки и, учитывая раздачу при прошивке, принять их диаметр меньше окончательного из учета равенства площади круга непрошитого фланца и площади кольца прошитого фланца. С учетом неизбежной утяжины с краев надо создать некоторый запас металла, для чего предусматривается конусообразный торец, который превращается в плоский при прошивке в результате утяжки.
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 2330; Нарушение авторских прав?; Мы поможем в написании вашей работы!