КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Шероховатость поверхностей машиностроительных деталей и ее обозначение на чертежах
|
|
|
|
Общие сведения. На любой обработанной поверхности при сильном увеличении хорошо заметны следы режущих кромок инструментов и зерен шлифованных кругов в виде близко расположенных друг к другу впадин и гребешков (рис. 26, а). Совокупность всех микронеровностей, образующих рельеф поверхности детали, называется шероховатостью.
Шероховатость поверхности играет большую роль в работе сопряженных деталей. Она влияет на трение и износ трущихся поверхностей, нагрев деталей, долговечность работы изделия и т.п.
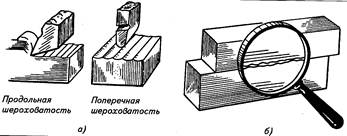
Рис. 26
Шероховатость поверхности:
а — схема образования; б — соприкосновение сопряженных поверхностей
Две сопряженные детали должны плотно прилегать друг к другу по всей поверхности. Однако оставшиеся после обработки шероховатости мешают этому. Соприкосновение деталей происходит по вершинам выступов микронеровностей (рис. 26, б), образующим так называемую контактную поверхность. Контактная поверхность обычно всегда меньше реальной, то есть общей поверхности детали. Даже после тонкой шлифовки соединяемых деталей контактная поверхность в 2 — 3 раза меньше номинальной. При обычной же чистовой обработке резцом действительная площадь касания составляет менее 20% реальной.
В зависимости от назначения и условий работы деталей машин допускают различную шероховатость их поверхности. И на одной и той же детали шероховатости ее различных поверхностей могут очень сильно отличаться друг от друга.
Почему же нельзя все поверхности деталей делать с минимально возможной шероховатостью? Объясняется это тем, что такая обработка поверхности требует значительных затрат труда. Правильное назначение конструктором шероховатости поверхности, соответствующей условиям работы детали, имеет огромное значение в машиностроении.
В качестве критериев шероховатости поверхности установлено несколько параметров. Рассмотрим из них два основных: среднее арифметическое отклонение профиля Ra и высоту неровностей Rz.
Среднее арифметическое отклонение профиля Rа определяется как среднее значение расстояний отдельных точек профиля у1, у2,... yn до средней линии гребешков ОХ (рис. 5.27):
Rа =(у1+у2+...+yn)/n.
Высоту неровностей профиля по десяти точкам Rz определяют как среднее значение между пятью высшими точками выступов и пятью низшими точками впадин профиля (перпендикуляры Н1, Н2, Н3,..., Н10 из высших точек выступов и низших и параллельно средней линии ОХ):
Rz =[(Н1 + Н3 + … + Н9) — (Н2 + Н +... + Н10)]/5
ГОСТ 2789 — 73 устанавливает предельные значения Rа и Rz, обозначаемые на чертежах числовой величиной шероховатости в микрометрах.
Пять высших точек выступов и пять низших точек впадин (см. рис. 5.27) берут в пределах базовой длины l — длины участка поверхности, принятого для измерения шероховатости.
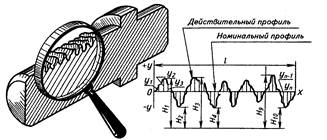
Рис. 5.27.
Микронеровности обработанной поверхности и определение их величины
Обозначения шероховатостей поверхностей деталей машин и правила нанесения их на чертежах установлены ГОСТом 2.309 — 73.
На чертеже наносят обозначение шероховатости всех обрабатываемых поверхностей изделия, независимо от методов их образования, кроме тех, шероховатость которых не обусловлена требованиями конструкции.
В обозначении шероховатости поверхности применяют один из знаков, изображенных на рис. 5.28. Высота знака h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н = (1,5... 3)h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Для обозначения поверхности, вид обработки которой конструктором не устанавливается, применяют знак, изображенный на рис. 5.28, а.
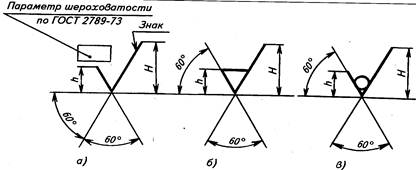
Рис. 5.28.
Знаки шероховатости поверхности
Если поверхность образуется удалением слоя материала, например, точением, фрезерованием, сверлением, шлифованием, полированием, травлением и т.п., то применяют знак, изображенный на рис. 5.28, б.
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, например литьем, ковкой, штамповкой, прокатом и т. п., используют знак, изображенный на рис. 5.28, г. Этот же знак используют для поверхности, не обрабатываемой по данному чертежу, то есть не подвергаемой дополнительной обработке.
Значение параметра шероховатости по ГОСТУ 2789 — 73 указывают в обозначении шероховатости: для параметра Rа — без символа, например, 0,5; для параметра Rz — после соответствующего символа, например, Rz 32.
Обозначения шероховатости на изображении изделия располагают на линиях контура, выносных линиях по возможности ближе к размерной линии или на полках линий-выносок.
Если шероховатость всех поверхностей детали одинакова, то ее обозначение помещают в правом верхнем углу чертежа и на изображениях не наносят (рис. 5.29, а). Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на изображении.
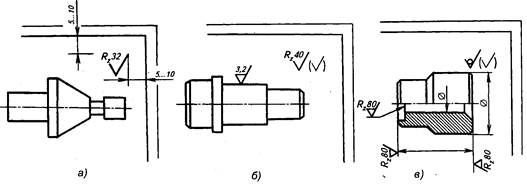
Рис. 5.29.
Обозначение шероховатости: а — одинаковой для всех поверхностей детали; б — одинаковой для части поверхностей детали; В — часть поверхности детали не обрабатывается
При указании одинаковой шероховатости для части поверхностей детали в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и условное обозначение (√) (рис. 5.29, б). Это означает, что все поверхности, на изображении которых нет обозначения шероховатости или знака ○√ должны иметь шероховатость, указанную перед обозначением (√).
Знак √, взятый в скобки, должен быть по размерам таким же, как знаки, нанесенные на изображении.
Если часть поверхностей сохраняется в состоянии поставки, то есть не обрабатывается, в правом верхнем углу чертежа перед обозначением (√) помещают знак √ (рис. 5.29, в). Размеры и толщина линий его должны быть приблизительно в 1,5 раза больше, чем в знаках, нанесенных на изображении.
Обозначения шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Выбор шероховатости для поверхностей деталей. Характер и величина шероховатости поверхности детали зависят от вида ее механической обработки. При выполнении чертежей деталей в процессе деталирования сборочного чертежа и при выполнении эскизов деталей с натуры приходится решать вопросы, связанные с назначением (выбором) шероховатости поверхностей.
В любом соединении есть соприкасающиеся поверхности двух или нескольких деталей. По тому, насколько плотно или свободно это касание, можно судить о подвижности деталей, входящих в соединение. Характер соединения позволяет назначить шероховатость поверхностей детали.
По назначению и взаимодействию поверхности деталей разделяют на две основные группы:
а) сопрягаемые поверхности — поверхности соприкосновения и взаимодействия двух или нескольких деталей в соединении;
б) свободные поверхности — такие, которые с поверхностями других деталей не взаимодействуют.
Количество сопрягаемых поверхностей определяет степень подвижности или плотности сборки деталей. Количество свободных поверхностей определяет степень простоты изготовления деталей.
Назначение числовых значений параметров шероховатости сопрягаемых поверхностей зависит от необходимой точности соединений, от требований к внешнему виду и эксплуатационных свойств (уменьшение трения, удобство и безопасность обслуживания машины и пр.).
Прямой связи между точностью изготовления и шероховатостью не существует, так как всегда можно предъявить высокие требования к шероховатости поверхности при весьма неточном изготовлении ее. Однако, чем меньше поле допуска, тем более высокие требования предъявляются к шероховатости поверхности. Это позволяет ориентировочно выбирать минимально необходимую шероховатость поверхности детали в зависимости от допуска с помощью диаграммы (рис. 5.30).
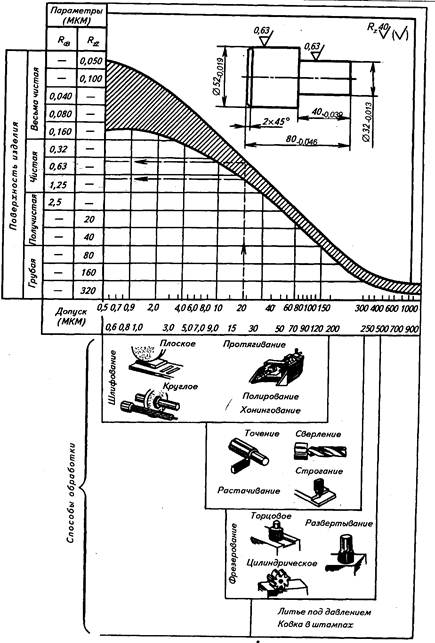
Рис. 5.30.
Диаграмма определения шероховатости поверхности детали в зависимости от допуска
Наибольший диаметр ступенчатого валика, приведенного на том же чертеже в качестве примера, обозначен Ø52-0,019. По таблице полей допусков валов ГОСТ 25347 — 82 (см. табл. 3) в колонке h определяем предельные отклонения для вала Ø52. Они составляют 19 мкм. Следовательно, допуск равен 19 мкм. Теперь, пользуясь диаграммой, находим параметр шероховатости поверхности.
Как видно из диаграммы, допуску 19 мкм должна соответствовать шероховатость поверхности параметра Ra в диапазоне 0,63... 1,25 мкм. (Заштрихованное между двумя кривыми линиями поле ограничивает пределы достигаемой шероховатости поверхности при одной и той же точности изготовления.)
Аналогично можно установить шероховатости и для размера Ø 30-0,013.
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 2446; Нарушение авторских прав?; Мы поможем в написании вашей работы!