КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
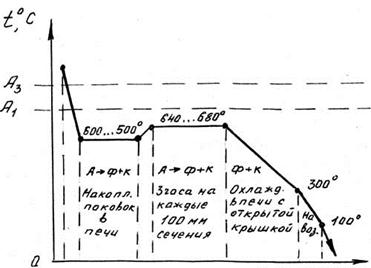
Термическая обработка поковок
|
|
|
|
Правка поковок
ЗAВЕРШАЮЩИЕ И ОТДЕЛОЧНЫЕ ОПЕРАЦИИ
ЛЕКЦИЯ № 17
ПЛАН ЛЕКЦИИ:
1. Правка поковок.
2. Термическая обработка поковок.
3. Очистка поковок от окалины.
4. Калибровка поковок.
5. Контроль качества поковок.
Применение завершающих и отделочных операций приводит к улучшению поверхности и структуры поковок, к повышению точности их размеров. Анализ трудоемкости этих операций свидетельствует, что во многих случаях она составляет до 70 % общей трудоемкости процесса горячей штамповки. Поэтому вопросам их совершенствования и высокому качеству выполнения должно быть уделено большое внимание.
Правкой устраняют искривления поковок, полученные при штамповке вследствие:
- принудительного извлечения поковок из ручья;
- при отделении ножом;
- при обрезке облоя из-за неудовлетворительной подгонки штампов;
- при термообработке из-за коробления и т.д.
Величина искривления устанавливается на разметочной плите, с помощью специальных контрольных приспособлений. Искривление считается допустимым, если искажение формы не превышает допуска на размер. Наиболее часто искривлению подвержены поковки значительной длины, с тонкими ребрами, с резкой разницей в размерах смежных поперечных сечений.
В зависимости от причин, вызывающих искривление поковок, правка может быть осуществлена в горячем или холодном состояниях. Горячая правка может быть проведена в окончательном ручье основного штампа. Однако более рационально осуществлять правку на обрезном прессе в специальном штампе. Холодная правка применяется главным образом для поковок, получивших искривления при термообработке. Для холодной правки стальных поковок применяют молот с доской и одностоечный гидравлический пресс, который устанавливают в термических отделениях кузнечных цехов. Ручьи правочных штампов по форме совпадают с окончательными ручьями с учетом снижения температуры. Для увеличения производительности правка небольших поковок осуществляется попарно или в многоручьевом штампе.
При конструировании штампов для правки на молотах или прессах следует руководствоваться правилами конструирования штампов для штамповки на соответствующем оборудовании.
Горячая правка не исключает вторичной холодной правки.
Термическая обработка поковок применяется:
- с целью устранения отрицательных последствий нагрева и обработки металлов давлением (снятие остаточных напряжений, исправление перегрева);
- улучшения обрабатываемости материала поковки;
- подготовки материала к последующей термообработке;
- получения требуемых механических характеристик.
Термообработка подразделяется на предварительную (разупрочняющую) и окончательную (упрочняющую). Цель предварительной термообработки - предотвращение возникновения дефектов (флокены, трещины) и смягчение металла до уровня, допускающего обработку резанием. При окончательной термообработке создается структура, обеспечивающая требуемые свойства готовой детали.
Возникновение флокенов и трещин в поковках в процессе охлаждения можно предотвратить термической обработкой. Замедленное охлаждение стали после горячей деформации - наиболее простое средство борьбы с флокенами. Скорость охлаждения в наиболее благоприятном для образования флокенов интервале температур (300 ¼ 100 °С) не должна превышать 10 °/ч. Избыток водорода удаляется из металла путем диффузии. Скорость диффузии водорода в  -железе при температурах ниже 300 °С резко падает.
-железе при температурах ниже 300 °С резко падает.
Условия и режимы непрерывного замедленного охлаждения поковок устанавливают опытным путем для конкретных условий производства и сортамента продукции.
Охлаждение крупногабаритных поковок в печах с выкатным подом, позволяя регулировать температуру, продолжительность выдержки и скорость охлаждения, дает возможность предотвратить образование флокенов и трещин и обеспечить снижение твердости до требуемого уровня.
В основе режимов термообработки лежит принцип создания условий для превращения аустенитной структуры в ферритокарбидную с удалением большей части водорода. Выдержка при температурах вблизи точки  обеспечивает удаление водорода до уровня ниже критической концентрации. Протекающий при этом процесс коагуляции карбидной фазы повышает пластичность металла, снимает внутренние напряжения и дополнительно снижает твердость поковок.
обеспечивает удаление водорода до уровня ниже критической концентрации. Протекающий при этом процесс коагуляции карбидной фазы повышает пластичность металла, снимает внутренние напряжения и дополнительно снижает твердость поковок.
Термическую обработку крупных поковок ответственного назначения выполняют с двумя или тремя ступенями нагрева выше  и соответственно с 2-3 ступенями переохлаждения между ними, чтобы путем многократной перекристаллизации устранить неизбежно возникающую при ковке разнозернистость и добиться возможно более полного измельчения зерна и повышения пластичности стали.
и соответственно с 2-3 ступенями переохлаждения между ними, чтобы путем многократной перекристаллизации устранить неизбежно возникающую при ковке разнозернистость и добиться возможно более полного измельчения зерна и повышения пластичности стали.
Окончательной термообработкой обеспечивается необходимые служебные характеристики деталей машин, которые изготавливаются из поковок. В зависимости от марки стали и назначения поковки подвергают закалке с охлаждением в воде или масле с последующим отпуском, нормализации, иногда нормализации и отпуску. Требования к поковкам из конструкционных углеродистой и легированной сталей регламентированы ГОСТ (табл. 16.1).
Таблица 16.1 - Группы поковок по условиям испытаний.
| № | Виды испытаний | Комплектование партии | Сдаточные характеристики | Кол-во поковок |
| - | Поковки из стали одной марки | - | - | |
| Определение твердости | Поковки из стали одной марки, прошедшие совместную термообработку | Величина твердости | 5 % от партии | |
| Определение твердости | Поковки из стали одной марки, прошедшие термообработку по одинаковому режиму | Величина твердости | 100 % | |
| Испытания на растяжение, определение ударной вязкости, определение твердости | Поковки одной плавки, прошедшие совместную термообработку | Величина предела текучести, отн. сужения, уд. вязкости | 100 % | |
Испытания на растяжение, определение  и твердости и твердости
| Каждая поковка принимается индивидуально | Величина предела текучести, отн. сужения, уд. вязкости |
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 2043; Нарушение авторских прав?; Мы поможем в написании вашей работы!