КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
А- покрытыми электродами, в- под слоем флюса
|
|
|
|
Часть общей тепловой мощности дуги, расходуемой непосредственно на нагрев и расплавление основного и присадочного металлов, называют эффективной тепловой мощностью дуги q (Дж/с). Она всегда меньше полной тепловой мощности дуга. Эффективная тепловая мощность сварочной дуги представляет собой количество теплоты, введенное дугой в свариваемую деталь в единицу времени.
Она определяется уравнением
q = Iсв Uд h,
h - где коэффициент полезного действия дуги, представляющий собой отношение эффективной тепловой мощности к полной тепловой мощности дуги. Эффективная тепловая мощность зависит от способа сварки, материала электрода, состава покрытия или флюса и ряда других факторов.
Значения h для различных способов сварки:
В защитном газе вольфрамовым электродом - 0,6
Покрытым электродом- 0,75
Под флюсом- 0,8 - 0,9
Данные показывают, что теплота дуги наиболее рационально используется при автоматической сварке под флюсом.
В случае использования постоянного тока прямой полярности электрод нагревается меньше, чем основной металл, электроды с покрытием плавятся медленнее, сварной шов получается с большой глубиной проплавления (рис. 5.), и, кроме того, устойчивее горит дуга между неплавящимся электродом и свариваемым изделием.
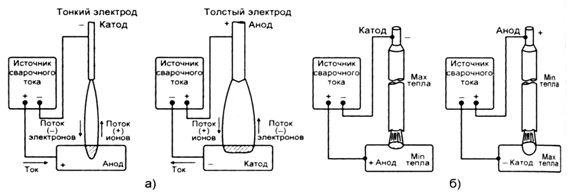 Ток обратной полярности применяют при необходимости выделения меньшего количества теплоты в свариваемых заготовках, например при сварке легированных, высокоуглеродистых и специальных сталей, чувствительных к перегреву, некоторых цветных металлов, сварке тонколистового металла и т. п.
Ток обратной полярности применяют при необходимости выделения меньшего количества теплоты в свариваемых заготовках, например при сварке легированных, высокоуглеродистых и специальных сталей, чувствительных к перегреву, некоторых цветных металлов, сварке тонколистового металла и т. п.
Рис. 3. Глубина проплавления при сварке на прямой и обратной полярности неплавящимся электродом в защитном газе (а) и покрытыми электродами (б).
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 602; Нарушение авторских прав?; Мы поможем в написании вашей работы!