КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные логические элементы на биполярных и полевых транзисторах
|
|
|
|
Катодные покрытия защищают от коррозионной среды поверхность металической детали только за счет самого покрытия и его плотности. При нарушении плотности катодного покрытия в условиях влажной средыосновной металл детали бедет подвержен разрушению.
Меднение. При многослойном защитно-декоративном покрытии применяют медный подслой. Медь — электроположительный металл, она лишь механически предохраняет стальные детали от коррозии. Меднение как самостоятельную меру защиты деталей от коррозии не применяют по причине того, что в атмосферных условиях медное покрытие окисляется и темнеет. Медные покрытия в качестве подслоя применяют при хромировании и никелировании, преследуя цель экономии хрома и никеля, улучшения сцепления никеля с основным металлом деталей, выравнивания (снижения) шероховатости основной поверхности детали, уменьшения суммарной пористости всего многослойного покрытия. Благодаря хорошей сцепляемости, пластичности и полируемости медные покрытия широко применяют в многослойных защитно-декоративных покрытиях типа медь — никель — хром.
Никелирование. Никель по физическим и химическим свойствам близок к железу. По отношению к железу никель имеет менее электроотрицательный потенциал, т.е. является катодным покрытием и поэтому защищает стальные поверхности деталей от коррозии только тогда, когда нет непокрытых мест и пористости покрытия. Никель химически стоек против атмосферного воздуха, щелочей и органических кислот. Покрытия хорошо полируются и приобретают красивый вид. Чаще всего никелирование применяют для защиты деталей кузовов от коррозии и декоративной отделки их поверхностей. Для повышения защитных свойств обычно никель осаждают на подслой меди, а в некоторых случаях наносят трехслойное покрытие медь—никель—хром. Толщина защитно-декоративных покрытий определяется условиями эксплуатации и колеблется от 2 до 60 мкм. Состав электролитов приведен в табл. 4.4.
Хромирование. Процесс хромирования по сравнению с другими гальваническими процессами имеет особенности, состоящие в том, что главным компонентом электролита является хромовая кислота, а не соль хрома. Хромовая кислота образуется при растворении хромового ангидрида в воде. Для ведения процесса хромирования могут быть рекомендованы несколько электролитов, составы которых приведены.
Металлизация пластмасс гальваническим способом. Этот способ позвоет получать на поверхностях пластмассовых деталей защитно-декоративные покрытия толщиной до 10 мкм с хорошим сцеплением металлического покрытия с пластмассой.
3. Особенности сборки кузовов легковых автомобилей.
Кузова легковых автомобилей в большинстве случаев являются цельнометаллическими конструкциями, элементы которых соединены различными видами сварки. Доля контактно-точечной сварки при сборке кузовов составляет 70—80 % общей трудоемкости сварочных работ.
Свариваемые детали при сборке кузова закрепляют в кондукторах, оборудованных фиксаторами для базирования соединяемых элементов и зажимными устройствами для их закрепления. При конвейерной сборке кондукторы размещают на транспортных тележках.
Организация линии сборки и сварки зависит от типа производства, конструкции кузова, принятой технологии, конструкции сборочно-сварочных приспособлений и применяемого оборудования. Так, например, на сборку и сварку корпуса кузова легкового автомобиля на главный кондуктор поступают предварительно собранные крупные узлы: основание, правая и левая боковины, передок, крыша, рама ветрового окна, панель задка и другие отдельные детали.
При сборке кузова в кондукторе вначале фиксируют проем заднего окна, затем боковины и проем переднего окна. Подавая зафиксированные узлы в рабочее положение, собирают и сваривают с крышей всю оболочку корпуса. Затем подают основание с передней частью и подмоторной рамой, образующей с оболочкой корпус кузова в сборе без навесных узлов. Дальнейшую работу выполняют снаружи корпуса, где сваривают фланцевые соединения. После сварки корпуса кузова производят контроль проемов дверей, окон, моторного отсека, багажного отделения, а также монтажных мест для установки силового агрегата, механизмов и узлов подвесок и шасси автомобиля.
4. Технология окраски кузовов.
Окраску кузовов легковых автомобилей различных марок применяют для защиты их от агрессивного воздействия внешней среды и придания им требуемого декоративного вида. На качество покрытия большое влияние оказывают правильный выбор лакокрасочных материалов, состояние окрашиваемой поверхности и полнота выполнения процесса окраски.
Технологии окрашивания кузовов легковых автомобилей различных марок в каждом отдельном производстве несколько отличаются друг от друга. Однако есть единая общая совокупность работ, предусматривающая подготовку кузова под окраску, окраску кузова и обработку окрашенных поверхностей кузова (рис. 4.2).
Подготовка кузовов к окраске. Поверхность изделия, подлежащая подготовке перед окрашиванием, не должна иметь заусенцев, острых кромок (радиусом менее 0,3 мм). Для оценки качества подготовки поверхности к окраске используют показатели адгезии (рис. 4.3). Для количественной оценки адге-зионных свойств подготовленной к окраске поверхности широко используется метод решетчатого надреза.
В производственных помещениях, предназначенных для подготовки поверхности и хранения изделий, температура должна быть не ниже 15 °С. Не допускается попадание на подготовленную поверхность воды, коррозионно-активных жидкостей и паров. Интервал между подготовкой поверхности и окрашиванием при хранении в помещении для изделий из сталей должен быть как можно меньше и не превышать 24 ч.
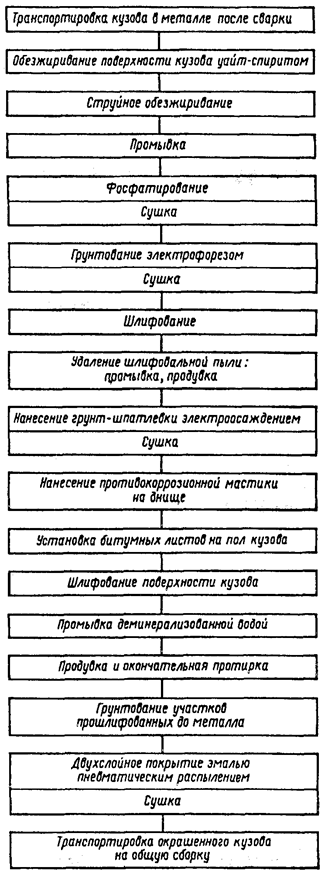
Рис. 4.2. Схема технологического процесса окраски кузова легкового автомобиля отечественными лакокрасочными материалами
Наиболее распространенными способами подготовки поверхностей к ококраске являются механический и химический.
Механический способ подготовки поверхности. При наличии на поверхности кузова коррозии и окислов и необходимости создания определенной шероховатости используют различные скребки, проволочные и капроновые щетки, шлифовальные машинки (рис. 4.4—4.6) и шлифовальные шкурки. Металлические щетки могут быть дисковыми, цилиндрическими (роликовыми), кольцевыми, чашечными. Щетки различают по плотности и расположению набивки ворса, ширине, по характеру укладки ворса (непрерывная, пучками), по форме изготовления проволоки (прямая, гофрированная или сплетенная в жгут).
Для удаления ржавчины, зачистки заусенцев, снятия старой и дефектной краски используются дисковые щетки с радиальным расположением ворса из гофрированной или сплетенной в жгут проволоки. Дисковые щетки с неметаллическим ворсом применяют для удаления тонкого слоя окалины, цветов побежалости, незначительных заусенцев. Торцевые (чашечные) щетки используют для удаления ржавчины, старой или дефектной краски, загрязнений с больших поверхностей при подготовке под окраску.
Рабочим органом шлифовальных машинок служат абразивные круги и ленты различной твердости и зернистости.
Химические способы подготовки поверхности. К химическим, наиболее распространенным, способам подготовки относят: травление, обезжиривание, фосфатирование и пассивирование. Для удаления оксидов или остатков покрытий с поверхности кузова применяют химически активные вещества. В основном это водные растворы кислот и щелочей.
Обезжиривание. При обезжиривании органическими растворителями (бензин, уайт-спирит и др.) образуется однородная смесь или раствор с загрязнением, которое они растворяют. Для обезжиривания поверхностей перед окраской отдают предпочтение щелочным растворам, а не растворителям.
После обезжиривания щелочными растворами поверхность кузова должна быть промыта водой и в пассивиру-ющем растворе нитрата натрия или хромпика с концентрацией 5 г/л. Чтобы избежать появления налета коррозии на обезжиренной поверхности металла, ее обдувают горячим воздухом.
Фосфатирование. Процесс состоит в обработке хорошо обезжиренной поверхности разбавленными растворами первичных фосфорнокислых солей цинка, марганца и железа при наличии свободной фосфорной кислоты. Образующаяся при этом фосфатная пленка в сочетании с лакокрасочным покрытием обеспечивает надежную и долговременную защиту кузова от коррозии. Фосфатная пленка с успехом выполняет и роль грунта перед покраской, а при местном разрушении лакокрасочного покрытия она не дает распространяться коррозии под пленкой краски.
Окраска кузова. Основные свойства эмалей и лакокрасочного покрытия. Качество окраски кузовов зависит от качества и стойкости лакокрасочных материалов, используемых для этой цели. Они представляют собой многокомпонентные жидкие составы, которые после нанесения их на поверхность тонким слоем и высыхания образуют пленки, прочно сцепленные с поверхностью. Образование пленок (покрытий) обусловлено наличием в составе лакокрасочных материалов пленкообразующих веществ: синтетических смол, эфиров целлюлозы и некоторых растительных масел. В состав лакокрасочных материалов, кроме пленкообразующих, могут входить пластификаторы, сиккативы, отвердители, пигменты и некоторые другие добавки.
Качество лакокрасочных материалов оценивается показателями, основными из которых являются:
условная вязкость — это время истечения в секундах определенного объема лакокрасочного материала через калиброванное сопло вискозиметра при 18—20 "С. От вязкости зависят пригодность материала к нанесению на поверхность, образование потеков и другие свойства. Для определения условной вязкости используют вискозиметры;
время и степень высыхания определяют при естественной сушке, используя стеклянные или стальные пластинки, пластинки из черной жести со слоем нанесенного лакокрасочного материала. Их выдерживают в горизонтальном положении до момента, когда пальцы при легком прикосновении не прилипают к слою лакокрасочного материала, в помещении, защищенном от пыли, сквозняка и прямого попадания солнечных лучей, при температуре (20±2) °С и относительной влажности воздуха (65±5) %, после чего проводят испытание образца. При горячей сушке пластинкисослоем лакокрасочного материала выдерживают в течение 3 ч при температуре (20±2) °С;
укрывистость — это способность краски или эмали, равномерно нанесенной на поверхность, делать невидимым ее цвет или в случае нанесения на черно-белую подложку уменьшать контрастность между черной и белой поверхностями до исчезновения разницы между ними. Чем выше укрывистость, тем меньше расход краски или эмали;
определение розлива — это способность лакокрасочного материала после нанесения на подложку растекаться с образованием ровного поверхностного слоя. Розлив оценивают величиной шагрени и наличием потеков.
Важными характеристиками качества покрытий являются устойчивость покрытия к удару и прочность покрытия при изгибе. Эти характеристики важны для покрытий, подвергающихся ударным нагрузкам и, соответственно, знакопеременным и вибрационным нагрузкам. Прочность покрытия на удар проверяют прибором У-1А методом, основанным на определении максимальной высоты, с которой груз массой 1 кг, падая на специальный боек прибора, не вызывает разрушения покрытия.
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 579; Нарушение авторских прав?; Мы поможем в написании вашей работы!