КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лиття деталей з кераміки і феритів
|
|
|
|
Вимоги до матеріалу ливарної форми.
Вимоги до матеріалу ливарної форми для пластмас менш жорсткі, ніж для металевих сплавів. Можуть використовуватися інструментальні вуглецеві стали (У8, У10). Термообробка для них – загартування + низька відпущення. Це для деталей із простою конфігурацією.
Для деталей складної конфігурації – леговані сталі (ХВГ). Термообробка – загартування + низька відпустка.
Внутрішня поверхня ливарної форми полірується, або хромується, а потім полірується. Це необхідно для високої якості поверхні виливків. Усі пластмаси в атмосфері старіють. Інтенсивність старіння тим більше, чим більше площа поверхні. Для дрібносерійного виробництва форми уніфікують (ліва та права плити, живильники). Для різних деталей різні тільки вкладиші.
Для підвищення продуктивності застосовують багатогніздові ливарні форми. Тут складність – система літників (живильників) для гнізд.
Лиття під тиском – основний спосіб виготовлення деталей з термопластів. Конкурент – екструзія (видавлювання). Але в екструзії існують обмеження – поперечний переріз деталі постійний.
Магнітодіелектрики ллються так само, як і термопласти, тому що вони містять термопластичну зв'язку, наповнювач – магнітний порошок.
Лекція №14
Лиття під тиском є одним із фрагментів керамічної технології. Щоб надати рідкоплинність порошку, виготовляють композит, у якого наповнювач – керамічний порошок (чи ферит), зв'язка – легкоплавкий термопласт. Такий композит називається ливарний шлікер.
При підвищенні температури зв'язка надає рідкоплинні властивості шлікеру.
Найчастіше зв'язка (легкоплавкий термопласт) – це парафін, який переходить у рідкоплинний стан при 80°С.
Керамічний порошок і парафін змішується в кульових млинах. (кулі керамічні або сталеві для прецизійних керамік тому що здрібнений керамічний порошок можна піддати магнітній сепарації, для очищення від забруднень, внесених кулями).
Зв'язку з наповнювачем змішують при 80°С. У результаті одержують однорідну суміш – шлікер, який при нагріванні здобуває рідкоплинність.
Чим більше зв'язки, тим краще ливарні властивості (рідкоплинність). Але при випіканні зв'язка вигорає. В результаті, при великій кількості зв'язки, не можна одержати:
- гарну щільність керамічного виробу;
- достатню точність;
- герметичність;
- має місце коробіння (жолобіння) (в одних місцях при спіканні щільність більше, в інших – менше, тому деталь деформується).
Якщо керамічний порошок має сферичну форму, то незалежно від розміру часток, об’єм порожнеч складає 26%, тому зв'язки повинне бути не менше 26%. Але при такій кількості зв'язки велике коробіння (жолобіння). Виявляється цілком достатньо мати мономолекулярний шар зв'язки навколо кожної частки кераміки. Для цього необхідно підвищувати поверхневу енергію, для чого використовують поверхнево-активні речовини (ПАР) (повинна бути полярна будова; ці молекули розташовуються на границі розділу фаз і в такий спосіб можна одержати мономолекулярний шар). Гарні результати тут дає бджолиний віск, що створює мономолекулярний шар навколо часток.
Приклад: кераміка міналун складається з:
-  - наповнювач;
- наповнювач;
- 16% парафіну - зв'язка;
- 1,4% воску - ПАР.
Для лиття керамічних деталей використовують машини компресорного типу.
Поршневі машини не застосовують через сильну абразивну дію керамічного порошку.
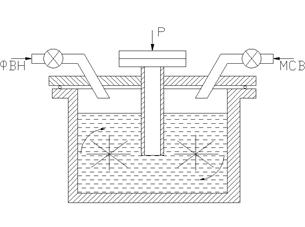
де
1 – шлікер, у рідкоплинному стані;
2, 3 - вентилі;
4 - камера стиску;
5 - крильчатки;
ФВН - форвакуумний насос – насос попереднього стиску;
МСВ – магістраль стиснутого повітря (зазвичай 6 атмосфер).
Після заповнення камери стиску 4 шлікером 1 і закривання кришки відкривають вентиль 3, і відбувається вакуумування шлікера (зменшується газова фаза в майбутній кераміці; тривалість 2-3 години за тиску 1-2 мм. рт. ст.). Потім вентиль 3 закривають. Вирівнюють тиск у камері стиску 4 і в атмосфері. Прикладають зусилля запирання до ливарної форми  , і відкривають вентиль 2. Відбувається лиття під тиском (до 6 атмосфер). Потім (після заповнення форми) вентиль 2 закривається і процес повторюють без вакуумування. З метою боротьби з ліквацією, шлікер постійно перемішують крильчаткою 5.
, і відкривають вентиль 2. Відбувається лиття під тиском (до 6 атмосфер). Потім (після заповнення форми) вентиль 2 закривається і процес повторюють без вакуумування. З метою боротьби з ліквацією, шлікер постійно перемішують крильчаткою 5.
Температура і тиск низькі – немає жорстких вимог до матеріалу ливарної форми – її роблять з Д-16 різанням. Внутрішню поверхню форми ретельно полірують, для збільшення терміну служби половинок форми. Форму не хромують, тому що покриття не тримається (виняток – АМг). Форми роблять безлітникові, тому що при відриві літника виріб пошкоджується через:
- крихкість кераміки після спікання;
- малу механічну міцність шлікера до спікання.
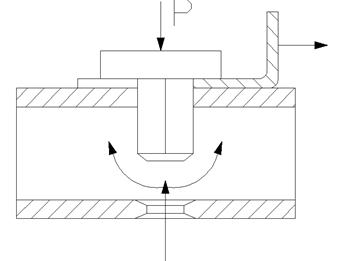
Після заповнення форми, скобу 1 забирають і стрижень 2 з інструментальної сталі відсікає літник.
ГЛАВА Обробка різанням у виробництві ЕА.
Недоліки:
1. Висока трудомісткість.
При виробництві ЕА трудомісткість обробки різанням до 60%, а при виробництві виробів мікроелектроніки і того більше.
2. Необхідна висока кваліфікація робочої сили.
3. Висока матеріалоємність.
Багато матеріалу переходить в стружку, яку важко утилізувати.
4. Важко автоматизувати.
Необхідно розробляти системи адаптації, що можуть змінювати режим у залежності від зносу інструмента, деформації.
Верстати з числовим програмним управлінням (ЧПУ) мають широке застосування тільки в області низьких точностей (до 10 квалітету) або свердлильні верстати, де знос і деформації не впливають на точність (ортогональні системи).
Переваги:
1. Висока точність обробки.
Усі квалітети ISO забезпечується різними методами обробки різанням.
2. Обробка різанням забезпечує одержання всіх 14 класів шорсткості. (висока якість поверхні)
Ст - собівартість
КВ - точність
3. Універсальність:
3.1. З погляду номенклатури оброблюваних матеріалів;
Усі (майже) матеріали обробляються різними видами різання.
3.2. З погляду обладнання.
Обладнання дуже поширене Þ обробка різанням не чутлива до типу виробництва.
Лекція №15
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 444; Нарушение авторских прав?; Мы поможем в написании вашей работы!