КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Чугун с пластинчатым графитом для отливок
|
|
|
|
МАРКИ, СВОЙСТВА И ПРИМЕНЕНИЕ ЧУГУНОВ
На долю серого чугуна с пластинчатым графитом приходится около 80 % общего производства чугунных отливок.
Пластины графита с острыми краями уменьшают живое сечение металлической матрицы и, главное, являются внутренними концентраторами напряжений, способствующими зарождению и развитию трещин. Коэффициент концентраций растягивающих напряжений около пластин графита достигает 7,5. Пластины графита сильно снижают прочность и пластичность чугуна при растяжении. Относительное удлинение серых чугунов с пластинчатым графитом, как правило, не превышает 0,5–1,0 % и стандартом не гарантируется. На прочность при сжатии включения графита влияют значительно слабее, поэтому чугун особенно выгодно использовать для изготовления деталей, работающих на сжатие.
Наличие большого количества внутренних концентраторов напряжений в виде пластин графита делает серый чугун малочувствительным к внешним концентраторам напряжений: резким переходам между сечениями отливки, надрезам, выточкам, царапинам и другим неровностям поверхности отливки.
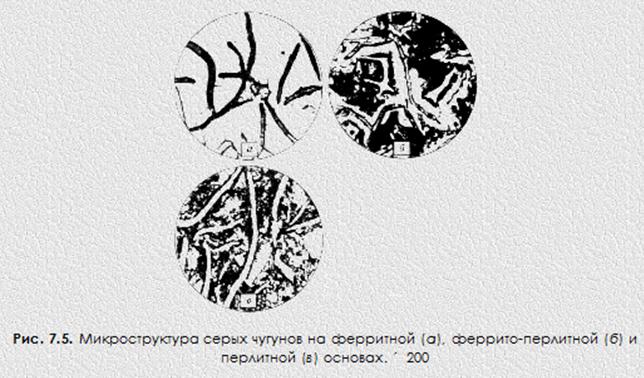
Количественные параметры структуры чугуна оценивают в соответствии с ГОСТ 3443–87. Форму, размер, распределение и объемную долю включений графита, соотношение феррита и перлита и дисперсность пластинчатого перлита определяют сравнением с эталонными структурами. Микроструктуры чугунов с пластинчатым графитом приведены на рис. 7.5.
Серый чугун с пластинчатым графитом маркируют буквами СЧ, за которыми следует число, обозначающее гарантируемое временное сопротивление при растяжении в МПа · 10–1. ГОСТ 1412–85 включает шесть основных марок серого чугуна — от СЧ 10 до СЧ 35 (табл. 7.1). По требованию потребителя для изготовления отливок допускаются марки чугуна СЧ 18, СЧ 21, СЧ 24. Сдаточной характеристикой является только s в. Приведенный в табл. 7.1 химический состав не является сдаточной характеристикой, но от него зависят структура чугуна и, соответственно, уровень s в. Химический состав устанавливает завод-изготовитель отливок для обеспечения необходимого уровня s в.
Чем выше углеродный эквивалент, тем ниже прочность. У чугуна СЧ 10 Сэ = 4,25–4,6, а у чугуна СЧ 35 Сэ = 3,3–3,5. Чугун СЧ 10 по структуре эвтектический или слегка заэвтектический, а чугун СЧ 35 — доэвтектический.
Снижение прочности с увеличением Сэ обусловлено большой полнотой графитизации, образованием более крупных включений графита и уменьшением доли перлита (увеличением доли феррита). Чугун СЧ 10 имеет ферритную основу, а чугун СЧ 35 — перлитную.
Поскольку строение чугуна зависит не только от его химического состава, но и от условий плавки и литья, то эти условия также влияют на механические свойства чугуна. С ускорением охлаждения мельче становятся включения графита, уменьшается его количество, увеличивается доля перлита и уменьшается межпластиночное расстояние в перлите. Все эти факторы приводят к повышению прочности и твердости при заданном химическом составе чугуна.
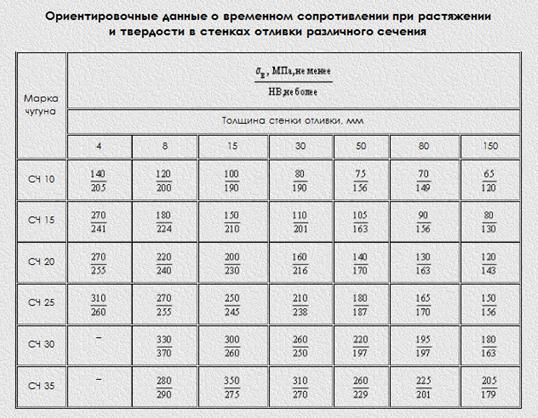
В реальных фасонных отливках скорости охлаждения зависят от сечения их стенок. С увеличением сечения стенок скорость охлаждения уменьшается, что приводит к снижению s в и НВ. В ГОСТ 1412–85 в качестве справочных данных приведены сведения о влиянии сечения стенки отливки на прочность и твердость чугунов (табл. 7.2).
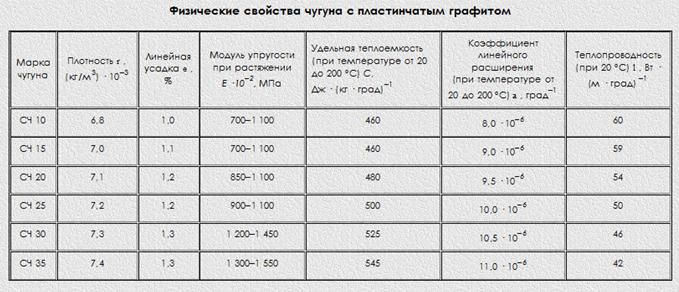
Физические свойства чугунов представлены в табл. 7.3.

Примечания:
Значения s в и НВ в реальных отливках могут отличаться от приведенных в таблице.
Значения s в и НВ в стенке отливки толщиной 15 мм приближенно соответствуют аналогичным значениям в стандартной заготовке диаметром 30 мм.
Благодаря включениям графита, чугун отличается высокой демпфирующей способностью. Наивысший демпфирующей способностью обладают чугуны с пластинчатым графитом марок СЧ 10 и СЧ 15, которые имеют в своей структуре максимальное количество графита (углеродный эквивалент Сэ = 4,25–4,6).
Графит делает стружку ломкой, благодаря чему серый чугун хорошо обрабатывается резанием. Лучшими литейными свойствами (большой жидкотекучестью, меньшей усадкой из-за увеличения удельного объема при образовании графита) обладают чугуны низких марок (СЧ 10, СЧ 15). Но все же наиболее широко в машиностроении используют более прочные чугуны марок СЧ 20–СЧ 35.
Основные области применения серого чугуна — станкостроение и тяжелое машиностроение (станины станков, разнообразные корпусные детали), автомобильная промышленность и сельскохозяйственное машиностроение, санитарно-техническое оборудование (отопительные радиаторы, трубы, ванны) и др.
Отливки из чугуна с пластинчатым графитом, как правило, подвергаются термической обработке. Самым распространенным видом термической обработке является отжиг при 450–600 °С отливок для уменьшения литейных напряжений, всегда возникающих при фасонном литье. Основная цель отжига — стабилизация размеров.
Графитизирующий отжиг. В тонких сечениях отливок из-за ускоренного охлаждения чугун получается белым. Кроме того в отливках, особенно при литье в кокиль, поверхность может оказаться отбеленной. Для устранения отбела с целью улучшения обрабатываемости резанием и повышения пластичности проводят графитизирующий отжиг при температуре 850–950 °С, время выдержки — 0,5–5 ч, охлаждение — до 300 °С вместе с печью.
Упрочняющая термическая обработка (нормализация или закалка с низким отпуском) широкого применения не нашла. Это объясняется тем, что пластинчатый графит, действуя как внутренние надрезы, сильно снижает прочность и вязкость металлической основы. Поэтому ее упрочнение при термообработке не дает большого эффекта и часто нерентабельно.
|
|
|
|
|
Дата добавления: 2014-10-22; Просмотров: 1134; Нарушение авторских прав?; Мы поможем в написании вашей работы!