КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разливка стали
|
|
|
|
Сталь, выплавленную в конвертере, мартеновской или электрической печах, выпускают в ковши. Далее жидкую сталь разливают по изложницам, в которых она затвердевает в форме слитка, или направляют на установку непрерывной разливки. Небольшая часть стали (1,5... 2,0 %) направляется в литейный цех для производства фасонного литья.
Применяют три способа разливки стали.
1. Разливка сверху — сталь из ковша через отверстие поступает в установленные на поддонах изложницы, при этом заполняется одна или две (при двухстопорном ковше) изложницы. Затем стопор закрывают и перемещают ковш к следующей изложнице. Наибольшее применение этот способ находит при разливке крупных слитков.
2. Разливка снизу (сифонная) — изложницы (от 2 до 60) устанавливают на поддоне, в средней части которого находится центральный стояк, соединенный с изложницами каналами в поддоне. Сталь из ковша поступает в центральный литник и заполняет снизу изложницу, сообщающуюся с литником. Разливка снизу наиболее часто применяется при изготовлении мелких и средних по массе слитков.
Дальнейшее усовершенствование рассмотренных способов разливки стали идет по пути увеличения выхода годного ме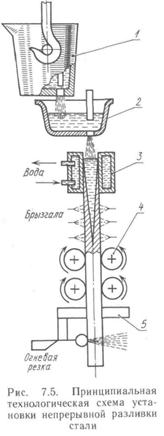 талла за счет сокращения головной обрези и улучшения качества поверхности слитков. Чтобы уменьшить отходы металла, применяют экзотермические брикеты, теплоизоляционные вкладыши, засыпки, обогрев прибыльной части слитка и др. Широко внедряется бесстопорная разливка: струя жидкого металла перекрывается скользящей плитой из огнеупорного материала. Эти затворы надежны и безопасны в работе, точно регулируют скорость разливки и дают возможность автоматизировать процесс.
талла за счет сокращения головной обрези и улучшения качества поверхности слитков. Чтобы уменьшить отходы металла, применяют экзотермические брикеты, теплоизоляционные вкладыши, засыпки, обогрев прибыльной части слитка и др. Широко внедряется бесстопорная разливка: струя жидкого металла перекрывается скользящей плитой из огнеупорного материала. Эти затворы надежны и безопасны в работе, точно регулируют скорость разливки и дают возможность автоматизировать процесс.
3. Непрерывная разливка (рис. 7.5) — сталь из разливочного ковша 1 поступает в промежуточное устройство 2, которое регулирует подачу металла в кристаллизатор 3, где формируется слиток. Стенки кристаллизатора охлаждаются. Форма и размеры его внутренней полости определяются требуемым сечением получаемого слитка. Из кристаллизатора слиток поступает в зону вторичного охлаждения. Затем с помощью тянущих валков 4 слиток перемещается и поступает в зону резки 5, где разрезается на заготовки. Высота установки вертикального типа доходит до 44 м. Это ее недостаток, поэтому в настоящее время применяются установки вертикального типа с изгибом слитка и установки радиального типа небольшой высоты, легко размещаемые в сталеплавильных цехах.
При непрерывной разливке стали сокращаются отходы металла (масса годных заготовок составляет 96...98 % массы жидкой стали), обеспечиваются лучшее качество поверхности слитков, возможность полной механизации и автоматизации процесса. Кроме того, отпадает необходимость в парке изложниц. В настоящее время ведутся работы по созданию нового способа разливки стали под регулируемым давлением. Доказано, что уже при давлении 9,8 МПа в металле полностью исчезают литейные пороки, нет усадочных раковин, резко возрастает его сопротивление удару.
Преимущество непрерывной разливки в том, что выход литья по сравнению с разливкой в изложницы увеличивается в зависимости от марок стали на 15...20 %.
|
|
|
|
|
Дата добавления: 2014-10-22; Просмотров: 590; Нарушение авторских прав?; Мы поможем в написании вашей работы!