КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Процесс изготовления сварной двутавровой балки
|
|
|
|
1. Раскрой листового металла на полосы

Штрипс нужной длины и ширины изготавливается на установке термической резки с ЧПУ, которая позволяет распускать лист одновременно несколькими резаками. Скорость резки, в зависимости от толщины металла, доходит до 1 метра в минуту.
2. Фрезеровка кромок
Для улучшения провара шва между полкой и стенкой двутавра производится фрезерная обработка кромок на кромкофрезерном станке.
2. Сборка балки

Сборка балки должна быть достаточно точной, особое внимание уделяется симметрии расположения и взаимной перпендикулярности полки и стенки. Сборка на стеллаже с помощью простейших приспособлений является трудоемкой и может применяться только в единичном производстве. Использование станов для сборки двутавровых балок позволяет повысить производительность сборочных операций в несколько раз.
С помощью стана достигается симметрия расположения стенки относительно полок балки, обеспечивается взаимная перпендикулярность полки и стенки балки.
Эффект использования сборочного стана обеспечивается быстродействием и надежностью механизма позиционирования элементов. Закрепление и освобождение элементов балки по всей длине с помощью винтов занимает много времени. Значительно производительнее и удобнее в работе приспособления, оснащенные гидравлическими прижимными механизмами.
Сборка двутавровой балки осуществляется в 2 этапа: сборка профиля T-образной формы, затем балка кантуется на 180° и собитается в двутавр.
3. Сварка балки

Сварка двутавра осуществляется автоматизированными сварочными установками под слоем флюса. Приемы и последовательность наложения швов могут быть различными.
Сварка наклоненным электродом позволяет одновременно сваривать два шва. Выполнение швов «в лодочку» (на стапелях под углом 45°) обеспечивает лучшие условия формирования шва и глубины проплавления стенки, зато поворачивать изделие приходится после сварки каждого шва. Для этого используют позиционеры - кантователи. Основные швы по своим размерам значительно превосходят сборочные швы, поэтому последние полностью переплавляется.
4. Правка полок двутавровой балки

Во время производства сварной двутавровой балки непременно возникает нарушение "геометрии" ее полок - "грибовидность", которая появляется в результате нагрева металла. Сваренная балка подается на стан для правки полок двутавровой балки и проходит через систему роликов, используя при этом свойства упругости металла.
Контроль качества изготовления сварной балки
……………….
Раздел 2. Расчетная часть.
2.1. Определение нагрузки на балку.
Определяем расчётное значение нагрузки на балку, составляем её расчётную схему, строим эпюры поперечных сил и изгибающих моментов.
 +
+  = 18 · 1.05 + 130 · 1.2 = 174.9кН/м
= 18 · 1.05 + 130 · 1.2 = 174.9кН/м
Определяем максимальные значения поперечной силы и изгибающего момента.



 1049.4кН
1049.4кН 

 3148.2кН·м
3148.2кН·м
Максимальная поперечная сила действует на опорах балки, а максимальный изгибающий момент- по середине пролёта балки.
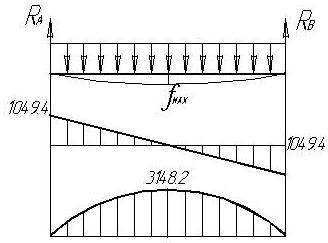
Рисунок 3. Расчётная схема балки и эпюры  и
и  .
.
 2.2. Определение размеров поперечного сечения балки.
2.2. Определение размеров поперечного сечения балки.
Определяем требуемый момент сопротивления изгибу поперечного сечения балки. В целях экономии материала проектируем балку переменного поперечного сечения по длине и, поэтому развитие пластических деформаций можно допустить только по середине её пролёта, где действует максимальный изгибающий момент.






 коэффициент безопасности.
коэффициент безопасности.
 коэффициент надёжности.
коэффициент надёжности.
 расчётное сопротивление стали.
расчётное сопротивление стали.
Определяем высоту поперечного сечения балки.
 где
где
 отношение максимального прогиба к пролёту балки.
отношение максимального прогиба к пролёту балки.
Для балок высотой поперечного сечения до 3м. Рациональное значение толщины стенки.

Определяем оптимальную высоту поперечного сечения балки.
 где
где 
Принимаем окончательную высоту поперечного сечения балки 1300 мм, что больше минимальной и почти не отличается от оптимальной высоты, а также не выходит за рамки заданного строительного габарита.
Определяем толщину стенки поперечного сечения балки.
Из условия прочности на срез:
 где
где
 расчётное сопротивление на срез;
расчётное сопротивление на срез;
 расчётное сопротивление с учётом пластических деформаций.
расчётное сопротивление с учётом пластических деформаций.
коэффициент надёжности.
Из условия местной устойчивости:

Сравнивая полученные два значения толщины стенки, окончательно принимаем 
Определяем размеры поясных листов.
Требуемая площадь сечения пояса:

Согласно сортаменту на листовой прокат назначаем высоту стенки балки  тогда толщина каждого поясного листа:
тогда толщина каждого поясного листа:

и требуемая ширина поясного листа:
Согласно сортаменту на листовой прокат принимаем с некоторым запасом листы с размерами  и
и 
 Подобранное поперечное сечение балки требует конструкторской проверки. Необходимо, чтобы:
Подобранное поперечное сечение балки требует конструкторской проверки. Необходимо, чтобы: 
 а также:
а также: 

Подобранные размеры отвечают условиям конструкторской проверки.
Для окончательного утверждения принятых размеров поперечного сечения балки необходимо проверить местную устойчивость сжатого верхнего пояса. Её обеспечивают следующие соотношение:
 , то
, то 

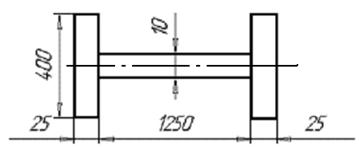
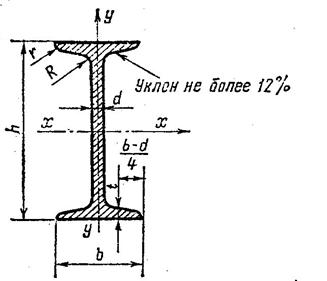
Рисунок 4. Поперечное сечение балки.
2.3. Проверка балки на прочность.
 По назначенным размерам поперечного сечения балки определяем следующие геометрические характеристики:
По назначенным размерам поперечного сечения балки определяем следующие геометрические характеристики:
площадь сечения 
статический момент площади половины поперечного сечения относительно нейтральной оси X

момент инерции поперечного сечения относительно нейтральной оси X

момент сопротивления поперечного сечения относительно нейтральной осиX

Определяем вес одного метра балки и уточняем расчётные усилия:
нормативный вес одного метра  где
где
 плотность стали
плотность стали
Суммарная расчётная нагрузка с учётом веса 

Проверяем прочность балки:
по нормальным напряжениям  где
где
 коэффициент, зависящий от отношения
коэффициент, зависящий от отношения 
по касательным напряжениям

Прочность балки по нормальным и касательным напряжениям обеспечена.
 2.4. Изменение сечения балки.
2.4. Изменение сечения балки.
Так как нагрузка на балку неравномерна, целесообразно спроектированное поперечное сечение балки выполнять не по всей её длине. На концах балки поперечное сечение выполняем уменьшенным. Рекомендуется ширину уменьшенного пояса принимать в два раза меньшим по сравнению с определённым ранее значением, но не менее 180 мм, в нашем случае: 
Тогда момент инерции уменьшенного сечения относительно нейтральной оси X будет:

Момент сопротивления умещенного сечения относительно нейтральной оси X будет:

Вычисляем предельный изгибающий момент, который может быть воспринят уменьшенным сечением балки без пластических деформаций:

где 
составляем аналитическое выражение изгибающего момента и приравниваем его к 



2.5. Проверка прочности изменённого сечения балки.
Проверяем прочность изменённого сечения балки по касательным напряжениям на опорах:
Статический момент половины изменённого сечения балки относительно нейтральной оси X

Максимальные касательные напряжения
 прочность обеспечена.
прочность обеспечена.
По приведённым напряжениям:
Нормальные напряжения на уровне поясных швов: 
Поперечная сила на расстоянии от опоры 

Статический момент площади сечения пояса относительно нейтральной оси X:

Касательные напряжения на уровне пояса:

приведённые напряжения 
 коэффициент, учитывающий развитие пластических деформаций. Прочность по приведённым напряжениям обеспечена.
коэффициент, учитывающий развитие пластических деформаций. Прочность по приведённым напряжениям обеспечена.
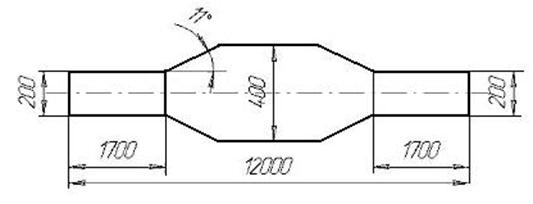
 Рисунок 5. Конструкция пояса балки.
Рисунок 5. Конструкция пояса балки.
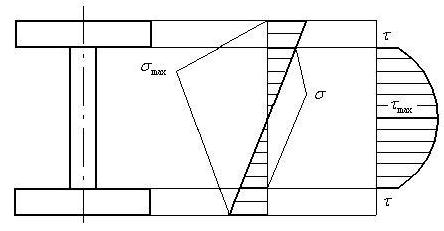
Рисунок 6. Эпюры нормальных и касательных напряжений.
2.6. Устойчивость балки и её элементов.

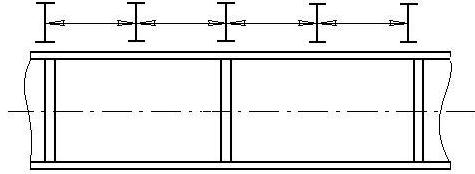
Рисунок 7. Размещение балок настила.
 |
Балки настила изготавливают из фасонного проката двутавр № 30 и устанавливаем на проектируемой балке с шагом 
На крайних участках балки, где ширина её поясов уменьшена, отношение 
Сравниваем это отношение с величиной, полученной по формуле:
следовательно, устойчивость балки обеспечена.
Коэффициенты 
В средней части балки, где отношение  допускается развитие пластических деформаций в сечении с максимальным изгибающим моментом. Следовательно, наибольшее значение этого отношения необходимо умножить на поправочный коэффициент, который составляет
допускается развитие пластических деформаций в сечении с максимальным изгибающим моментом. Следовательно, наибольшее значение этого отношения необходимо умножить на поправочный коэффициент, который составляет 
Тогда,  следовательно, общая устойчивость балки обеспечена.
следовательно, общая устойчивость балки обеспечена.
Устойчивость сжатого верхнего пояса уже проверялась в подразделе 2.2.
Проверяем устойчивость стенок:
условная гибкость  следовательно, условие устойчивости стенки не выполняется и требуется рёбра жёсткости.
следовательно, условие устойчивости стенки не выполняется и требуется рёбра жёсткости.
2.7. Рёбра жёсткости.
Выясним, возможна ли расстановка рёбер жёсткости на расстоянии, равном удвоенному шагу балок настила. Проверим устойчивость стенки с учётом местных напряжений под балкой настила в отсеке, где изменяется сечение балки, т.е. на расстоянии 1м от опоры: определим изгибающий момент и поперечную силу в этом месте:


Краевое нормальное напряжение 
Среднее касательное напряжение 
Местное напряжение  , где
, где  ширина полки двутавра №30.
ширина полки двутавра №30.
Коэффициент защемления стенки в поясах  где
где  при прерывном опирании
при прерывном опирании
Отношение сторон отсека 
Отношение напряжений  (табличное значение).
(табличное значение).
В этом случае критическое напряжение определяется по формуле:
 где с2 табличный коэффициент.
где с2 табличный коэффициент.
Критическое местное напряжение  Н/мм2, где
Н/мм2, где
с1 табличный коэффициент; 
Критическое касательное напряжение  Н/мм2.
Н/мм2.
Найденные напряжения и их критические значения подставим в формулу:


Результат показывает, что принятая расстановка рёбер жёсткости обеспечивает устойчивость стенки, и нет необходимости укреплять её под каждой балкой настила.
Конструируем рёбра:
Ширина одного ребра: 
Ширина свеса уменьшенного пояса: 
102>95 – не подходит (ширина ребра больше свеса пояса).
Конструируем парные рёбра жёсткости, ширина которых:  Примем
Примем  < 95мм
< 95мм
Толщина рёбер: 
Предусматриваем парную расстановку рёбер жёсткости на расстояниях, равных удвоенному шагу балок настила.
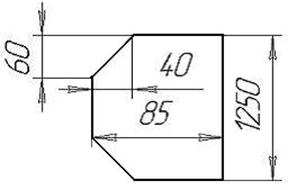
Рисунок 8. Ребро жёсткости.
 Раздел 3. Технологическая часть.
Раздел 3. Технологическая часть.
3.1. Анализ технологичности балки.
Для изготовления сварной балки применяется низкоуглеродистая сталь ВСт3пс, относящаяся к первой группе по свариваемости. Сварные соединения из этих сталей отличаются высоким качеством, получаются без применения дополнительных приёмов. Заготовки для элементов балки изготовляются из листового проката термической резкой и не нуждаются в дальнейшей механической обработке. Все сварные соединения располагаются симметрично, отсутствует скопление сварных швов в одном месте, имеется хороший доступ к местам сварки и для выполнения контрольных операций. Сварная балка позволяет применять высокопроизводительные способы сборки и сварки с применением прогрессивного оборудования и не требует высокой квалификации основных рабочих. Все выше сказанное позволяет сделать вывод, что спроектированная сварная балка является технологичной.
3.2 Технология сборки и сварки.
 Заготовки элементов, полученные термической резкой, правится на листоправильных вальцах и транспортируются к месту сборки мостовым краном. Сборка осуществляется по разметке на плите модели ПС-2.5Х4 с использованием перпендикулярных зажимов. На сборку поступают сваренные предворительно ручной электродуговой сваркой широкий и узкий пояса с применением V-образной обработки кромок в количестве 2-х штук (верхний и ни- жний), одна стенка и 14 рёбер жёсткости. На поясах с помощью мостового крана устанавливаем стенку, выверяя установку с помощью угольника, и осу ществляем прихватку. Затем устанавливаем и прихватываем второй пояс. При сборке должна соблюдаться симметрия и перпендикулярность поясов относительно стенки. Рёбра жёсткости устанавливаем по разметке и прихватываем. При вертикальном расположении балки сварка производится под флюсом двумя автоматами, обеспечивающими высокую производительность. Для исключения сварных деформаций производим жёсткое закрепление балки при помощи зажимов к плите. При сварке используем проволоку СВ-08А диаметром 5 мм и флюс ОСЦ-45 по ГОСТ 9087-69. Применяемый флюс малочувствителен к ржавчине, даёт плотные швы, стойкие против образования горячих трещин. Сварку ведём в кантователе «в лодочку». После сварки двутавровой балки необходим контроль симметричности и перпендикулярности поясов относительно стенки. Рёбра жёсткости привариваем ручной дуговой сваркой электродами Э42. После сварки рёбер жёсткости, отбиваем шлак, очищаем металл от брызг, производим контроль и транспортируем сварную балку на склад.
Заготовки элементов, полученные термической резкой, правится на листоправильных вальцах и транспортируются к месту сборки мостовым краном. Сборка осуществляется по разметке на плите модели ПС-2.5Х4 с использованием перпендикулярных зажимов. На сборку поступают сваренные предворительно ручной электродуговой сваркой широкий и узкий пояса с применением V-образной обработки кромок в количестве 2-х штук (верхний и ни- жний), одна стенка и 14 рёбер жёсткости. На поясах с помощью мостового крана устанавливаем стенку, выверяя установку с помощью угольника, и осу ществляем прихватку. Затем устанавливаем и прихватываем второй пояс. При сборке должна соблюдаться симметрия и перпендикулярность поясов относительно стенки. Рёбра жёсткости устанавливаем по разметке и прихватываем. При вертикальном расположении балки сварка производится под флюсом двумя автоматами, обеспечивающими высокую производительность. Для исключения сварных деформаций производим жёсткое закрепление балки при помощи зажимов к плите. При сварке используем проволоку СВ-08А диаметром 5 мм и флюс ОСЦ-45 по ГОСТ 9087-69. Применяемый флюс малочувствителен к ржавчине, даёт плотные швы, стойкие против образования горячих трещин. Сварку ведём в кантователе «в лодочку». После сварки двутавровой балки необходим контроль симметричности и перпендикулярности поясов относительно стенки. Рёбра жёсткости привариваем ручной дуговой сваркой электродами Э42. После сварки рёбер жёсткости, отбиваем шлак, очищаем металл от брызг, производим контроль и транспортируем сварную балку на склад.
3.3 Применяемое оборудование.
Для автоматической сварки применяем аппарат тракторного типа АДГ-502, который комплектуется универсальным выпрямителем ВДУ-506.Для ручной
дуговой сварки в качестве источника питания применяем трансформатор ТД-306.
 Литература.
Литература.
Овчинников В.В. «Расчет и проектирование сварных конструкций»: Практикум и курсовое проектирование. Издательский центр «Академия» 2010 год.
Овчинников В.В. «Расчет и проектирование сварных конструкций» Издательский центр «Академия» 2010 год.
Милютин В.С., Катаев Р.Ф «Источники питания и оборудования для электрической сварки плавлением» Издательский центр «Академия» 2010год.
Выборнов А.П. Маслов Б.Г «Производство сварных конструкций» Издательский центр «Академия» 2010год.
Овчинников В.В. «Оборудование, механизация и автоматизация сварочных процессов» Издательский центр «Академия» 2010год.
Примечания автора.
1. К подразделу 2.2.
1.1 В том случае, если при конструкторской проверке не соблюдаются рекомендуемые соотношения размеров стенки и поясов, то следует их изменить.
1.2.Если  , то из соотношения
, то из соотношения  следует определить ширину свеса пояса балки bef и затем найти новую ширину пояса балки
следует определить ширину свеса пояса балки bef и затем найти новую ширину пояса балки  , округлив полученное значение по сортаменту на листовой прокат.
, округлив полученное значение по сортаменту на листовой прокат.
2.К подразделу 2.3.
2.1. В случае не соблюдения условий прочности по нормальным или касательным напряжениям следует конструктивно увеличить толщину стенки и сделать перерасчёт.
3.К подразделу 2.7.
3.1.Если отношение  табличного значения (таблица9), то критическое напряжение следует вычислять по формуле
табличного значения (таблица9), то критическое напряжение следует вычислять по формуле  , где сст выбирается из таблицы 7.
, где сст выбирается из таблицы 7.
3.2.Если результат полученный по формуле  >1, то рёбра жёсткости рекомендуется расставлять под каждой балкой настила.
>1, то рёбра жёсткости рекомендуется расставлять под каждой балкой настила.
3.3.Если ширина свеса пояса балки будет больше ширины ребра жёсткости, то рёбра жёсткости рекомендуется расставлять в шахматном порядке.
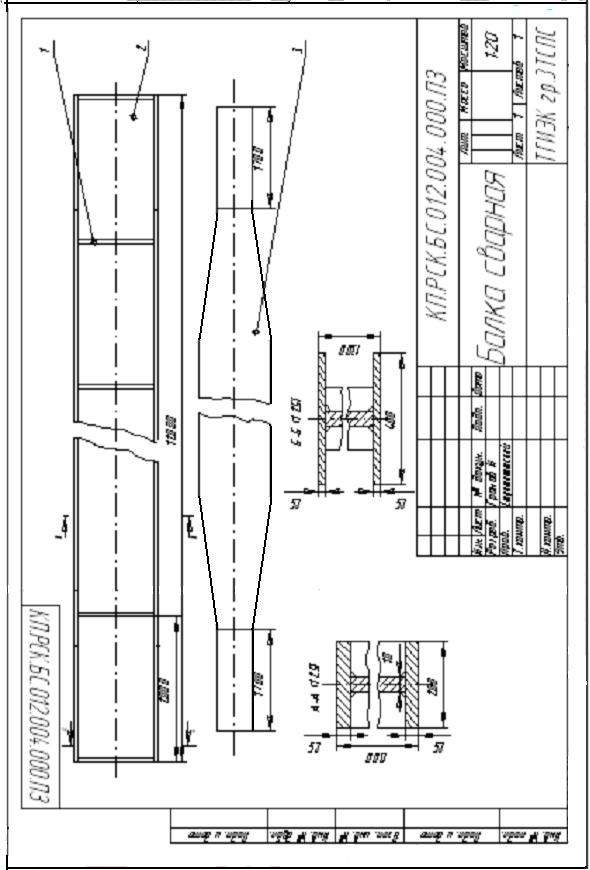
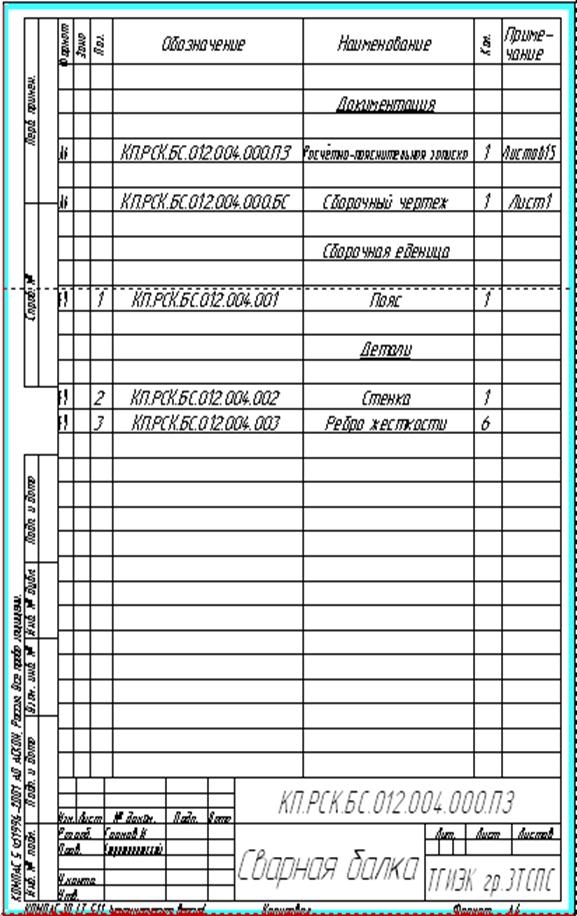
4. Образец выполнения чертежа общего вида представлен на рисунке 3. Размеры и обозначения сварных швов рекомендуется проставить самостоятельно.
5. Все необходимые для расчёта табличные значения выбираются из таблиц прило-
жения.
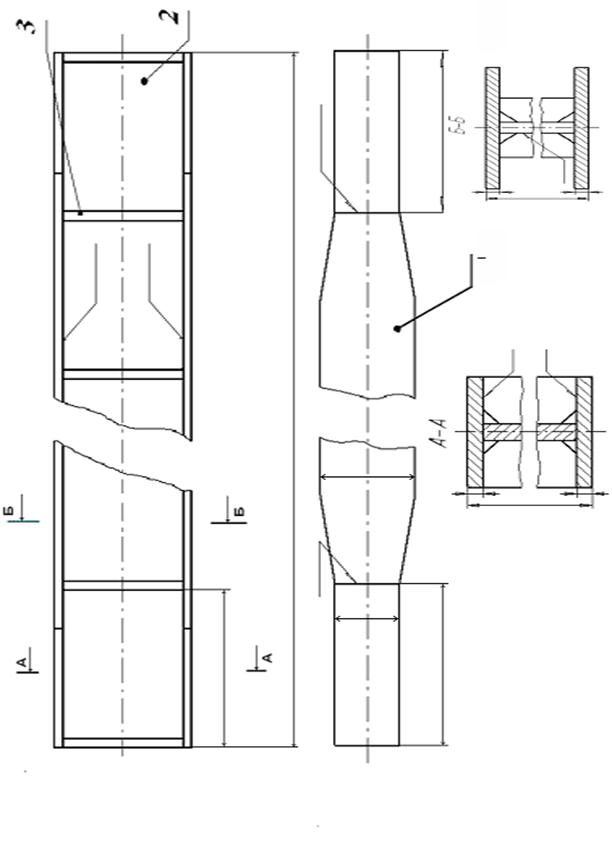
Рисунок 3. Образец выполнения чертежа общего вида сварной балки.
ПРИЛОЖЕНИЕ.
Справочные таблицы.
Таблица 3. Сортамент стального листового проката.
| Толщина листа t, мм. | 4; 6; 8; 9; 10; 12; 14; 16; 18; 20; 22; 25; 28; 30; 32; 36; 40; 45; 50. |
| Ширина листа b, мм. | 180;200; 220; 240; 250; 260; 280; 300; 320; 340; 360; 380; 400; 420; 450; 480; 500; 560; 600; 630; 650; 670; 700; 750; 800; 850; 900; 950; 1000; 1050;1100; 1250; 1400; 1420; 1500. |
Таблица 4. Расчётные сопротивления стального проката.
| Марка стали. | Толщина листового проката | Расчётные сопротивления R, Н/мм2 | |
| Листовой прокат | Фасонный прокат | ||
| 18сп | 4…20 | ||
| 18кп | 4…20 | ||
| ВСт3пс6-1 | 4…50 | ||
| ВСт3кп2 | 4…20 | ||
| ВСт3сп | 4…20 | ||
| 09Г2 | 4…20 | ||
| 10Г2С1 | 10…20 | ||
| 14Г2 | 4…9 | ||
| 15ХСНД | 4…32 | ||
| 10ХСНД | 4…32 | ||
| 14Г2АФ | 4…50 | - |
Таблица 5. Значения коэффициента с для сварных балок.
Отношение площадей пояса и стенки балки 
| 0,25 | 0,5 | ||
| Значение коэффициента с | 1,19 | 1,12 | 1,07 | 1,04 |
Таблица 6. Коэффициенты ξ, ε, ή.
| Приложение нагрузки. | ε | ξ | ή |
| К верхнему поясу. | 0,35 | 0,76 | 0,02 |
| К нижнему поясу. | 0,57 | 0,92 | 0,02 |
| Независимо от места приложения. | 0,41 | 0,73 | 0,016 |
Таблица 7. Коэффициент сст для стальных сварных балок.
| Коэф. защемления стенки в поясах δ | <0,8 | >30 | |||||
| Коэффициент сст | 31,5 | 33,3 | 34,6 | 34,8 | 35,1 | 35,5 |
Таблица 8. Коэффициент с1 для сварных балок.
| δ μ | <0,5 | 0,6 | 0,8 | 1,2 | 1,4 | 1,6 | 1,8 | >2 | |
| <1 | 11,5 | 12,4 | 14,8 | 22,2 | 27,1 | 32,6 | 38,9 | 45,6 | |
| 16,1 | 20,4 | 25,7 | 32,1 | 39,2 | 46,5 | 55,7 | |||
| 12,3 | 13,3 | 16,6 | 21,6 | 28,1 | 36,3 | 45,2 | 54,9 | 65,1 | |
| 12,4 | 13,5 | 16,8 | 22,1 | 29,1 | 38,3 | 48,7 | 59,4 | 70,4 | |
| 12,4 | 13,6 | 16,9 | 22,5 | 39,7 | 63,3 | 76,5 | |||
| >30 | 12,5 | 13,7 | 22,9 | 41,6 | 53,8 | 68,2 | 83,6 |
Таблица 9. Значение отношения  для стальных сварных балок.
для стальных сварных балок.
| δ μ | 0,8 | 0,9 | 1,2 | 1,4 | 1,6 | 1,8 | >2 | |
| <1 | 0,146 | 0,183 | 0,267 | 0,359 | 0,455 | 0,54 | 0,618 | |
| 0,109 | 0,169 | 0,277 | 0,406 | 0,543 | 0,652 | 0,799 | ||
| 0,072 | 0,129 | 0,281 | 0,479 | 0,711 | 0,93 | 1,132 | ||
| 0,066 | 0,127 | 0,288 | 0,536 | 0,874 | 1,192 | 1,468 | ||
| 0,059 | 0,122 | 0,296 | 0,574 | 1,002 | 1,539 | 2,154 | ||
| >30 | 0,047 | 0,112 | 0,3 | 0,633 | 1,283 | 2,249 | 3,939 |
Таблица 10. Коэффициент с2 для сварных балок.
| μ | 0,9 | 1,2 | 1,4 | 1,6 | 1,8 | 2,2 | 2,4 | 2,6 | ||
| с2 | 39,2 | 45,2 | 52,8 | 72,6 | 84,7 | 84,7 | 84,7 | 84,7 |
Таблица 11. Коэффициент α для расчёта плит, опёртых по четырём сторонам.

| 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | >2 | ||

|
Таблица 12. Коэффициент α1 для расчёта плит, опёртых по трём сторонам.

| 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,2 | 1,4 | >2 | ||
| α1 | 0,06 | 0,074 | 0,088 | 0,097 | 0,107 | 0,112 | 0,12 | 0,126 | 0,132 | 0,133 |
Таблица 13. Сталь горячекатаная, балки двутавровые. ГОСТ 8239-89 [10].
| Номер балки. | h, мм. | b, мм. | d, мм. | А, см2 | Ix, см4 | Wx, см3 | ix, см | Iy, см4 | Wy, см3 | iy, см |
| 4,5 | 39,7 | 4,06 | 17,9 | 6,49 | 1,22 | |||||
| 4,8 | 14,7 | 58,4 | 4,88 | 27,9 | 8,72 | 1,38 | ||||
| 4,9 | 17,4 | 61,7 | 5,73 | 41,9 | 11,5 | 1,55 | ||||
| 20,2 | 6,57 | 58,6 | 14,5 | 1,7 | ||||||
| 5,1 | 23,4 | 7,42 | 82,6 | 18,4 | 1,88 | |||||
| 5,2 | 26,8 | 8,28 | 23,1 | 2,07 | ||||||
| 5,4 | 30,6 | 9,13 | 28,6 | 2,27 | ||||||
| 5,6 | 34,8 | 9,97 | 34,5 | 2,37 | ||||||
| 40,2 | 11,2 | 41,5 | 2,54 | |||||||
| 6,5 | 46,5 | 12,3 | 49,9 | 2,6 | ||||||
| 53,8 | 13,5 | 59,9 | 2,79 | |||||||
| 7,5 | 61,9 | 14,7 | 71,1 | 2,89 | ||||||
| 72,6 | 16,2 | 86,1 | 3,03 | |||||||
| 8,6 | 84,7 | 18,1 | 3,09 | |||||||
| 9,5 | 19,9 | 3,23 | ||||||||
| 10,3 | 21,8 | 3,39 | ||||||||
| 11,1 | 23,6 | 3,54 | ||||||||
| 25,8 | 3,77 | |||||||||
| 27,7 | 3,94 |
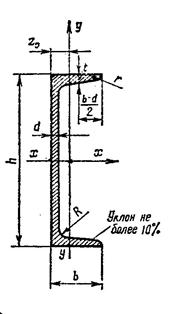
Обозначения: h – высота профиля; b – ширина полки; d – толщина стенки; А – площадь профиля; I – момент инерции; W – момент сопротивления; i – радиус инерции.
Таблица 14. Сталь прокатная. Швеллеры. ГОСТ 8240-89 [10].
| № профиля. | h мм. | b мм. | d мм | A см2 | Ix см4 | Wx См3 | ix см | Iy см4 | Wy см3 | iy см. | z0 см. |
| 4,4 | 6,16 | 22,8 | 9,1 | 1,92 | 5,61 | 2,75 | 0,954 | 1,16 | |||
| 6,5 | 4,4 | 7,51 | 48,6 | 2,54 | 8,7 | 3,68 | 1,08 | 1,24 | |||
| 4,5 | 8,98 | 89,4 | 22,4 | 3,16 | 12,8 | 4,75 | 1,19 | 1,31 | |||
| 4,5 | 10,9 | 34,8 | 3,99 | 20,4 | 6,46 | 1,37 | 1,44 | ||||
| 4,8 | 13,3 | 50,6 | 4,78 | 31,2 | 8,52 | 1,53 | 1,54 | ||||
| 4,9 | 15,6 | 70,2 | 5,6 | 45,4 | 1,7 | 1,67 | |||||
| 14а | 4,9 | 77,8 | 5,66 | 57,5 | 13,3 | 1,84 | 1,87 | ||||
| 18,1 | 93,4 | 6,42 | 63,3 | 13,8 | 1,87 | 1,8 | |||||
| 16а | 19,5 | 6,49 | 78,8 | 16,4 | 2,01 | ||||||
| 5,1 | 20,7 | 7,24 | 2,04 | 1,94 | |||||||
| 18а | 5,1 | 22,2 | 7,32 | 2,18 | 2,13 | ||||||
| 5,2 | 23,4 | 8,07 | 20,5 | 2,2 | 2,07 | ||||||
| 20а | 5,2 | 25,2 | 8,15 | 24,2 | 2,35 | 2,28 | |||||
| 5,4 | 26,7 | 8,89 | 25,1 | 2,37 | 2,21 | ||||||
| 22а | 5,4 | 28,8 | 8,99 | 2,55 | 2,46 | ||||||
| 5,6 | 30,6 | 9,73 | 31,6 | 2,6 | 2,42 | ||||||
| 24а | 5,6 | 32,9 | 9,84 | 37,2 | 2,78 | 2,67 | |||||
| 35,2 | 10,9 | 37,3 | 2,73 | 2,47 | |||||||
| 6,5 | 40,5 | 43,6 | 2,84 | 2,52 | |||||||
| 46,5 | 13,1 | 51,8 | 2,97 | 2,59 | |||||||
| 7,5 | 53,4 | 14,2 | 61,7 | 3,1 | 2,68 | ||||||
| 61,5 | 15,7 | 73,4 | 3,23 | 2,75 |
Обозначения: h – высота профиля; b – ширина полки; d – толщина стенки; А – площадь профиля; I – момент инерции; W – момент сопротивления; i – радиус инерции; z0 – расстояние от центра тяжести до наружной грани стенки
Литература.
1. Блинов А.Н., Лялин К.В. «Сварные конструкции», изд. Стройиздат. М. 1990 г.
2. Михайлов А.М «Сварные конструкции», изд. Стройиздат, М. 1983 г.
3. Николаев Г.А., Винокуров В.А. «Сварные конструкции», изд. Высшая школа, М.
1990 г.
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 2778; Нарушение авторских прав?; Мы поможем в написании вашей работы!