КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Устройство плоскошлифовального станка 3Г71М
|
|
|
|
Общие сведения о шлифовании
Назначение и устройство плоскоШЛИФОВАЛЬНОго СТАНКа и шлифовальный инструмент
Цель работы: знания назначения и устройства плоскошлифовального станка модели 3Г71М, принципа работы его гидропривода, характеристик и маркировки шлифовальных кругов; умения выбирать режим шлифования плоскости и шлифовальный круг для заданного материала заготовки и конкретных условий шлифования.
Шлифованием называют технологический метод обработки поверхностей, при котором режущим инструментом является абразивный (шлифовальный) круг, а удаление припуска осуществляется микроцарапанием и истиранием обрабатываемой поверхности твёрдыми и острыми абразивными зёрнами, расположенными на рабочей поверхности круга.
Главным движением резания Dг при шлифовании является вращение шлифовального круга, осуществляемое с высокой скоростью. Благодаря этому над каждой элементарной площадкой обрабатываемой поверхности в единицу времени проскальзывает огромное число абразивных зёрен. Отдельное зерно удаляет микроскопический объём материала, а суммарная масса удалённого припуска оказывается достаточной для определения шлифования как высокопроизводительного метода обработки заготовок. Кроме главного движения резания при шлифовании заготовке или шлифовальному кругу придают одно или несколько движений подачи Ds с целью распространения процесса на всю обрабатываемую поверхность и для удаления заданного припуска.
Шлифование используют как на обдирочных технологических операциях, характеризующихся удалением больших припусков, так и на чистовых операциях с получением высокоточных и высококачественных поверхностей. Точность получаемых размеров зависит от конструкции и жёсткости станка. Шлифованием можно получить размеры по 5–8-му квалитетам точности. Шероховатость шлифованной поверхности после чернового шлифования по параметру Rа составляет 0,63…1,25 мкм, после чистового шлифования — 0,16…0,40 мкм. После прецизионного шлифованияможно получить шероховатость поверхности Rа не менее 0,1 мкм.
Шлифование осуществляют на станках шлифовальной группы. Их различают по форме изготавливаемых поверхностей, например, плоскошлифовальные, круглошлифовальные, внутришлифовальные, зубошлифовальные станки.
Плоскошлифовальный станок 3Г71М (рис. 9.1) предназначен для шлифования на заготовках плоскостей, открытых прямолинейных пазов и уступов.
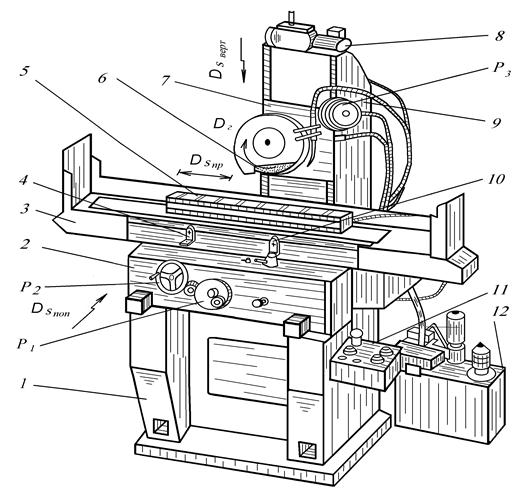
Рис. 9.1. Плоскошлифовальный станок модели 3Г71М
Основными узлами станка являются станина 1 с вертикальной стойкой 9, поперечный стол 2, продольный стол 3 и шлифовальная головка 7, несущая шпиндель со шлифовальным кругом 6. Станок оснащён насосной станцией 12 для подачи в зону обработки смазочно-охлаждающей жидкости (СОЖ) и очистки поверхности заготовки. В состав насосной станции входят отстойник и магнитный сепаратор для очистки СОЖ от продуктов разрушения абразивного круга и стружки.
Главным движением резания Dг на станке является вращение шпинделя (шлифовального круга) с постоянной частотой n = 2740 об/мин. Продольная подача  (м/мин) осуществляется возвратно-поступательным движением стола 3, а поперечная подача
(м/мин) осуществляется возвратно-поступательным движением стола 3, а поперечная подача  (мм/ход) реализуется прерывистым поступательным движением поперечного стола 2. Движения подач столов станка 2 и 3 осуществляются с помощью гидропривода. Перемещения поперечного и продольного столов можно реализовать автоматически (от гидропривода) или вручную маховичками Р1 и P2.
(мм/ход) реализуется прерывистым поступательным движением поперечного стола 2. Движения подач столов станка 2 и 3 осуществляются с помощью гидропривода. Перемещения поперечного и продольного столов можно реализовать автоматически (от гидропривода) или вручную маховичками Р1 и P2.
Вертикальное перемещение шлифовальной головки 7 в направлении к заготовке выполняется вручную с помощью маховичка Р3 и использования нониуса с ценой деления 0,001 мм. Перемещение шлифовальной головки вверх для сокращения затрат времени при переналадках станка выполняется ускоренно с помощью электродвигателя 8.
Станок предназначен для выполнения чистового шлифования и обеспечивает высокое качество обработанных поверхностей. Для получения малой высоты шероховатости и исключения волнистости обработанной поверхности на станке предусмотрен ряд конструкторских решений, снижающих вибрации во время шлифования. В кинематической цепи «электродвигатель — шпиндель» отсутствуют промежуточные механизмы, а ротор асинхронного двигателя главного движения резания смонтирован непосредственно на шпинделе станка. В приводах подач механические передачи заменены гидравлическими, не возбуждающими вибраций. Шлифовальный круг закрепляют на шпинделе с помощью оправки, конструкция которой позволяет производить балансировку круга и исключить вибрации, вызываемые несовмещением центра массы круга с осью вращения шпинделя.
Гидропривод станка обеспечивает бесступенчатое изменение продольной подачи в пределах Sпр = 5–20 м/мин и ступенчатое изменение поперечной подачи в пределах Sпоп = 0,3-4,2 мм/ход стола. Реверс продольного стола 3 выполняется автоматически по командам от упоров 4 и 10, расстояние между которыми устанавливают при наладке длины хода стола.
Для закрепления ферромагнитных заготовок (конструкционные стали, чугуны) в комплекте станка предусмотрена электромагнитная плита 5. При её включении заготовка притягивается к плите, а возникающие в контакте «заготовка – плита» силы трения удерживают её в процессе шлифования. Для надёжного закрепления опорная поверхность заготовки должна быть плоской и предварительно обработанной.
Включение и выключение систем станка осуществляют кнопками и тумблерами, расположенными на пульте управления 11.
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 5571; Нарушение авторских прав?; Мы поможем в написании вашей работы!