КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Получение слитков непрерывным и полунепрерывным способами
|
|
|
|
П л а н л е к ц и и
1. Особенности технологического процесса непрерывного и полуне- прерывного литья слитков.
2. Литейные машины и их узлы.
3. Особенности технологии литья слитков из алюминиевых, магние- вых и медных сплавов. Термообработка слитков.
4. Дефекты слитков и меры их предупреждения.
Особенности технологического процесса непрерывного и полунепрерывного литья слитков
Слитком называют отливку определенной формы и размеров, предна-
значенную для дальнейшей обработки давлением, т.е. прокаткой, прессова- нием, штамповкой, ковкой, волочением и т.д.
В зависимости от назначения слитки могут быть плоскими (в виде плит), цилиндрическими, цилиндрическими полыми, а также могут иметь
любое несложное по конфигурации сечение.
Методов литья слитков известно довольно большое количество. По основным признакам формирования их можно разделить на две группы:
1) наполнительное литье;
2) полунепрерывное и непрерывное литье слитков.
Наполнительным является такое литье, при котором форма и размер слитка определяются полостью изложницы.
Непрерывным называется литье, при котором слиток может быть по- лучен любой требуемой длины, а литье может продолжаться сколько угодно долго. При этом кристаллизатор остается неподвижным, а слиток вытягива-
ется с заданной скоростью.
Уровень жидкого металла в кристаллизаторе поддерживается посто- янным, а отлитый слиток режется на мерные заготовки специальными уст-
ройствами, двигающимися синхронно со скоростью вытягивания слитка.
Полунепрерывное литье отличается от непрерывного тем, что оно ве- дется непрерывно только до получения слитка заданной длины, после чего
литье прекращается, слитки извлекаются и цикл повторяется.
Процесс непрерывного литья осуществляется следующим образом
(рис. 1.28). Расплав равномерно и непрерывно подается в водоохлаждаемую форму – кристаллизатор. Затвердевшая часть слитка непрерывно извлекается
валками или опускается под действием собственного веса.
Особенности процесса формирования непрерывной отливки обуслов- лены тем, что в кристаллизаторе в разных его зонах по высоте в каждой мо-
мент одновременно происходят все последовательные стадии охлаждения и затвердевания расплава:

 Л е к ц и я 9 Получение слитков непрерывным и полунепрерывным способами
Л е к ц и я 9 Получение слитков непрерывным и полунепрерывным способами
I – заполнение кристаллизатора расплавом; II – отвод теплоты перегрева;
III – кристаллизация;
IV – охлаждение слитка.
Рис. 1.28. Схема получения отливок при непрерывном литье: 1 – ковш; 2 – кристаллизатор; 3 – затвердевшая часть отлив ки; 4 – валки; 5 – пила; I–IV – температурные зоны
Высокая интенсивность охлаждения расплава способствует его на- правленной кристаллизации, уменьшению ликвационной неоднородности, а непрерывная подача расплава в верхнюю часть затвердевающегося слитка – постоянному питанию фронта растущих кристаллов, устранению усадочных дефектов, рыхлот, пористости.
Как правило, заготовки, полученные способом непрерывного литья, имеют плотное, без усадочных дефектов строение, малоликвационную неодно- родность и газосодержание, чистую поверхность и высокую точность размеров.
Наряду с указанными особенностями формирования отливки, способ-
ствующими повышению качества металла, процесс непрерывного литья обеспечивает ряд преимуществ над наполнительными способами получения слитков: возможность получения слитков постоянного поперечного сечения неограниченной длины, увеличение выхода годного, уменьшение расходов на изготовление изложниц, улучшение качества металла, точности размеров,
Л е к ц и я 9 Получение слитков непрерывным и полунепрерывным способами
улучшение поверхности слитков, автоматизация процесса создания непре- рывно действующих высокопроизводительных комплексов, полное исключе- ние трудоемких ручных операций, существенное улучшение условий труда и уменьшение вредного воздействия на окружающую среду.
|
Рис. 1.29. Схема непрерывного ли тья, при котором вода из изложни цы подается непосредственно на поверхность слитка
Интенсивность отвода теплоты от расплава в кристаллизаторе ограни- чена тем, что вследствие усадки отливки между кристаллизующейся короч- кой металла и стенками кристаллизатора образуется зазор, снижающий ско- рость охлаждения слитка. Для повышения интенсивности охлаждения слитка процесс осуществляется так, что в коротком кристаллизаторе формируется только корочка толщиной, достаточной для того, чтобы при ее выходе из кристаллизатора не образовывалось надрывов и трещин, а основное количе- ство теплоты отводят непосредственно подачей воды на слиток через ряд от- верстий в нижней кромке кристаллизатора или через щель по периметру кри- сталлизатора (рис. 1.29).
Литейные машины и их узлы
Современный литейный комплекс для производства слитков полуне- прерывным методом включает в себя следующие агрегаты:
раздаточную печь (миксер) с электрическим или газовым обогревом, служащую для приготовления сплава заданного состава, поддержания заданной технологической температуры и дозирования подачи на литейную машину;
Л е к ц и я 9 Получение слитков непрерывным и полунепрерывным способами
установку внепечного рафинирования расплава (рис. 1.30), служащую для очистки расплава от газов, металлических и неметаллических примесей;
установку для подачи модифицирующих добавок (рис. 1.31);
камеру фильтрации через пенокерамические или насыпные фильтры
(рис. 1.30);
литейную машину вертикального или горизонтального типа для от- ливки плоских, цилиндрических слитков и других заготовок.
|
в
Рис. 1.30. Схема установок для дегазации алюминиевых сплавов фирмы «Alcoa» (а), сис темы MINT фирмы «Consolilated Aluminium» (б) и системы MULTICAST фирмы Metal lics» (в): 1 – сопло; 2 – реактор; 3 – входное отверстие; 4 – чаша фильтра; 5 – фильтр из керамической пены; 6 – обогреваемая крышка; 7 – фильтр-трубки; 8 – продувные камни
В зависимости от привода литейные машины бывают следующих ти- пов: винтовые, цепные, тросовые и машины с гидравлическим приводом.
Л е к ц и я 9 Получение слитков непрерывным и полунепрерывным способами
Рис. 1.31. Принципиальная схема непрерывного модифици рования лигатурным прутком: 1 – привод; 2 – рафинирующее устройство; 3 – прилеточная коробка
|
Литейные машины с гидравлическим приводом наиболее перспектив- ны, так как по сравнению с другими типами машин обладают целым рядом достоинств: большой грузоподъемностью (до 120 т), позволяющей вести од-
Л е к ц и я 9 Получение слитков непрерывным и полунепрерывным способами
новременную отливку 4–6 крупногабаритных плоских или до 140 цилиндри- ческих слитков; широким диапазоном регулирования скорости литья и хо- рошей плавностью хода; возможностью полной автоматизации процесса ли- тья под управлением оператора.
Основные узлы литейной гидравлической машины – привод, гидро- цилиндр, литейный приямок (кессон), стол для монтажа литейной оснастки.
Основными элементами литейной оснастки являются:
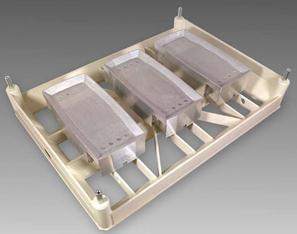
кристаллизатор (формообразователь), определяющий форму, размеры и качество отливаемого слитка (рис. 1.32);
поддон, служащий для формирования донной части слитка и запира- ния кристаллизатора в момент подачи первых порций расплава (рис. 1.33);
коллектор-охладитель, регулирующий подачу воды для охлаждения кристаллизатора и вторичного охлаждения слитка.
Особенности технологии литья слитков из алюминиевых, магниевых и медных сплавов. Термообработка слитков
При литье слитков из алюминиевых и магниевых сплавов высота кри-
сталлизаторов составляет 70–140 мм. Как правило, кристаллизаторы изготов- ляют из алюминиевых сплавов (АМц, Д1 и Д16). Для отливки медных спла- вов из-за повышенной температуры разливки материал кристаллизатора должен быть более тугоплавким – медь и медные сплавы, нередко использу- ются графитовые кристаллизаторы. Медные и графитовые кристаллизаторы также используются при непрерывном литье слитков из стали и чугуна, при этом высота кристаллизаторов достигает 1 000 мм и более.
После отливки слитков большая часть их в зависимости от состава сплава, из которого они отлиты, проходит термическую обработку.
К термической обработке слитков относят гомогенизацию (гомогени-
зирующую обработку) и отжиг (гетерогенизирующую обработку).
Гомогенизацию слитков широко применяют в промышленности уже много лет. Ее проводят при температурах, приближающихся к температуре солидуса сплава, т.е. лежащих выше границы растворимости основных леги- рующих элементов.
Гомогенизация слитков позволяет устранить или уменьшить дендрит- ную ликвацию, повысить способность материала к горячему и холодному деформированию; улучшить механические свойства полуфабрикатов, осо- бенно по толщине, а также снять внутренние напряжения, возникшие в слит- ке при затвердевании.
Отжиг слитков проводят при температурах, достаточных для снятия внутренних напряжений. Для большинства сплавов, упрочняемых термиче- ской обработкой, этот интервал температур соответствует минимальной ус- тойчивости твердого раствора.
Л е к ц и я 9 Получение слитков непрерывным и полунепрерывным способами
Целью отжига является устранение внутренних напряжений в слитке и разупрочнение сплава, получившего полную или частичную закалку в про- цессе кристаллизации и последующего охлаждения.
Дефекты слитков и меры их предупреждения
При непрерывном литье слитков могут возникать дефекты на поверх- ности и внутри слитка. Рассмотрим наиболее характерные из них.
Наплывы (рис. 1.34) – это дефекты в виде выступов застывшего металла слитка, в том числе другого химического состава (ликвационные наплывы).
Причинами образования наплывов являются: завышенная температура
литья, недостаточное охлаждение, выдавливание остаточной жидкой фазы из центра слитка на поверхность через междендритные каналы в корочке слитка.
Для снижения образования наплывов необходимо установить ско-
рость литья в зависимости от температуры металла, подобрать режим охлаж- дения кристаллизатора и вторичного охлаждения, обеспечить постоянный уровень расплава в кристаллизаторе.
Неслитина – дефект, выходящий на поверхность в виде чередующих- ся углублений, перпендикулярных оси слитка. Неслитина представляет собой несплошность, образовавшуюся из-за неслияния потоков металла при кри-
сталлизации.
|

Рис. 1.34. Наплывы на широкой грани Рис. 1.35. Неслитина на широкой грани
плоского слитка
Причиной образования неслитин является заниженная скорость литья и температура металла, непостоянный уровень в кристаллизаторе (рис. 1.35).
Надыры и надрывы – это дефекты поверхности, связанные с плохой полировкой и смазкой кристаллизатора, неправильной их установкой. Для предупреждения данных дефектов необходимо зачистить поверхность кри-
сталлизатора, проверить качество смазки и равномерность ее нанесения на стенки кристаллизатора.
Кривизна слитков появляется из-за неисправностей литейной машины –
это кривизна направляющих (большого люфта между рамой поддонов и на-
Л е к ц и я 9 Получение слитков непрерывным и полунепрерывным способами
правляющими), неправильная установка поддона и кристаллизаторов. Ис- кривление слитка также может произойти из-за неравномерного охлаждения по периметру кристаллизатора.
Для предупреждения образования кривизны необходима регулярная проверка и наладка литейной машины, обеспечение равномерной подачи во- ды по периметру кристаллизатора и подачи металла в центр кристаллизатора.
Трещина – это разрыв металла на поверхности или внутри слитка. Трещины в слитках возникают как в процессе кристаллизации (кристаллиза-
ционные или горячие трещины), так и после полного затвердевания слитка
(холодные трещины).
Как правило, трещины образуются вследствие нарушения установ- ленных параметров литья; завышенной температуры и скорости литья, не- равномерного охлаждения по периметру слитка, из-за неравномерного рас- пределения горячего металла в кристаллизаторе. Трещины могут распола- гаться по широким граням плоского слитка, в донной части слитка, по углам, а также в центре цилиндрического слитка.
Соблюдение технологических параметров литья и оптимального хи- мического состава сплава позволит существенно уменьшить потери от брака по трещинам.
Контрольные вопросы и задания
1. В чем заключается принцип производства слитков непрерывным способом?
2. Опишите типы литейных машин, применяемых для литья слитков.
3. Назовите вид оснастки, обеспечивающей заданное сечение слитка и качество его поверхности.
4. Опишите последовательность операций при непрерывном литье.
5. Какие технологические операции предусматриваются на литейном агрегате для обеспечения чистоты расплава?
6. Каким способом обеспечивается получение мелкозернистой одно- родной структуры слитка?
7. Чем отличается непрерывное литье слитков от полунепрерывного?
8. Для каких целей служит раздаточный миксер в литейном комплексе?
9. Перечислите основные дефекты, характерные для слитков, полу- ченных непрерывным литьем.
10. Назовите причины образования основных дефектов на слитках и меры их предупреждения.
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 2586; Нарушение авторских прав?; Мы поможем в написании вашей работы!