КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
На литературу
|
|
|
|
Пример оформления текста, содержащего ссылки
Пример 2.4.1.
«…. В соответствии с данными работы [17] вследствие возникновения при обработке заготовок колебаний величин сил и моментов резания, вызываемых различными факторами, коэффициент надежности закрепления заготовки находится по формуле: …»
Пример 2.4.2.
«….В указанном случае величина подготовительно-заключительного времени технологической операции определялась согласно данным работы [12], таблица 21. …»
Приложение 3
Перевод чисел твердости HRCЭ шкалы С Роквелла воспроизводимой государственным специальным эталоном, в числа твердости HRC шкалы С Роквелла, ранее применявшейся в промышленности СССР
Таблица 3.1.
| HRCЭ | HRC | HRCЭ | HRC | HRCЭ | HRC | HRCЭ | HRC | HRCЭ | HRC | HRCЭ | HRC |
| 20,0 | 17,8 | 28,0 | 26,0 | 36,0 | 34,3 | 44,0 | 42,5 | 52,0 | 50,7 | 60,0 | 59,0 |
| 20,5 | 18,3 | 28,5 | 26,6 | 36,5 | 34,8 | 44,5 | 43,0 | 52,5 | 51,3 | 60,5 | 59,5 |
| 21,0 | 18,8 | 29,0 | 27,1 | 37,0 | 35,3 | 45,0 | 43,5 | 53,0 | 51,8 | 51,0 | 60,0 |
| 21,5 | 19,3 | 29,5 | 27,6 | 37,5 | 35,8 | 45,5 | 44,1 | 53,5 | 52,3 | 61,5 | 60,5 |
| 22,0 | 19,9 | 30,0 | 28,1 | 38,0 | 36,3 | 46,0 | 44,6 | 54,0 | 52,8 | 62,0 | 61,0 |
| 22,5 | 20,4 | 30,5 | 28,6 | 38,5 | 36,8 | 46,5 | 45,1 | 54,5 | 53,3 | 62,5 | 61,6 |
| 23,0 | 20,9 | 31,0 | 29,1 | 39,0 | 37,4 | 47,0 | 45,6 | 55,0 | 53,8 | 63,0 | 62,1 |
| 23,5 | 21,4 | 31,5 | 29,6 | 39,5 | 37,9 | 47,5 | 46,1 | 55,5 | 54,3 | 63,5 | 62,6 |
| 24,0 | 21,9 | 32,0 | 30,2 | 40,0 | 38,4 | 48,0 | 46,6 | 56,0 | 54,9 | 64,0 | 63,1 |
| 24,5 | 22,4 | 32,5 | 30,7 | 40,5 | 38,9 | 48,5 | 47,1 | 56,5 | 55,4 | 64,5 | 63,6 |
| 25,0 | 23,0 | 33,0 | 31,2 | 41,0 | 39,4 | 49,0 | 47,7 | 57,0 | 55,9 | 65,0 | 64,1 |
| 25,5 | 23,5 | 33,5 | 31,7 | 41,5 | 39,9 | 49,5 | 48,2 | 57,5 | 56,4 | 65,5 | 64,6 |
| 26,0 | 24,0 | 34,0 | 32,2 | 42,0 | 40,5 | 50,0 | 48,7 | 58,0 | 56,9 | 66,0 | 65,2 |
| 26,5 | 24,5 | 34,5 | 32,7 | 42,5 | 41,0 | 50,5 | 49,2 | 58,5 | 57,4 | 66,5 | 65,7 |
| 27,0 | 25,0 | 35,0 | 33,2 | 43,0 | 41,5 | 51,0 | 49,7 | 59,0 | 58,0 | 67,0 | 66,2 |
| 27,5 | 25,5 | 35,5 | 33,8 | 43,5 | 42,0 | 51,5 | 50,2 | 59,5 | 58,5 | 67,5 | 66,7 |
Примечание – Данная таблица соответствует ГОСТ 8.064-79 (приложение).
Приложение 4
Рекомендуемые показатели твердости металлических материалов после термической обработки
Таблица 4.1.
| Марка материала | Твердость | Примечание | |
| По Роквеллу HRC | По Бринеллю HB dотп, мм | ||
| Стали конструкционные углеродистые | |||
| 32,0…36,5 | – | ||
| 35,0…44,5 | – | Для мелких деталей простой формы до 6 мм сечения | |
| 30, 35 | – 27,0…36,5 | 4,80…4,20 – | |
| – 27,0…36,5 32,0…41,5 | ³ 3,90 – – | ||
| – – 32,0…41,5 41,5…51,5* | 4,20…3,80 3,80…3,20 – – | * Для мелких деталей простой формы до 10 мм сечения | |
| – 32,0…41,5 41,5…51,5 | ³ 3,80 – – | ||
| Стали инструментальные углеродистые | |||
| У7 | 46,5…56,0 53,0…61,0 | – – | |
| У8, У8А | 45,5…49,5 ³ 56,0 51,5…57,0 | – – – | |
| У9, У9А, У10А | 45,5…49,5 | – | |
| Стали конструкционные легированные | |||
| 25ХГСА | 29,0…35,5 32,0…38,5 | 3,75…3,45 3,60…3,30 | |
| 30ХГСА | 21,0…29,0 29,0…35,5 35,5…40,5 | 4,15…3,75 3,75…3,45 3,45…3,20 |
Продолжение таблицы 4.1.
| 38ХА | 29,0…35,5 35,5…40,5 | 3,75…3,45 3,45…3,20 | |
| 40Х | – – 30,0…40,0* 40,0…50,0* | 3,90…3,60 3,60…3,20 – – | * для ТВЧ |
| 40ХН | – 26,0…35,0 41,5…51,5 | 3,60…3,30 – – | |
| 40ХН2МА, 40ХН2ВА | 32,0…37,5 35,5…40,5 | 3,60…3,35 3,45…3,20 | |
| 20Х3МВФА (ЭИ415, ЭИ579) | 30,0…40,5 | 3,50…3,20 | |
| 30Х3ВА | 30,0…40,5 | 3,50…3,20 | |
| 25Х1МФ (ЭИ10) | – | 3,60…3,30 | |
| 30Х2Н2ВФА | 32,0…38,5 37,5…41,5 | 3,60…3,30 3,35…3,05 | |
| 16ХСН | 29,0…36,5 38,5…42,5 | 3,75…3,40 3,30…3,10 | |
| 18Х2Н4МА, 18Х2Н4ВА | 35,0…40,5 | 3,50…3,20 | |
| 16Х3НВФМБ (ДИ-39, ВКС-5) | 32,0…42,5 | 3,60…3,10 | |
| 12Х2НВФА (ЭИ712) | 32,0…38,5 | 3,60…3,30 | |
| 16ХГТ | – | 3,45…3,20 | |
| 18ХГТ | – | 3,70…3,30 | |
| 30ХГСН2А | 42,5…47,0 | 3,10…2,90 | |
| 8Х4В9Ф2 | 62,0…66,0 | – | |
| ХВГ | ³ 57,0 | – | |
| ХВ5 | ³ 61,0 – | – 4,80…3,20 | |
| ШХ15 | ³ 59,0 | – | |
| Х12Ф1 | ³ 59,0 | – | |
| Стали и сплавы для изготовления пружин | |||
| 51ХФА (50ХФА) | 45,5…49,5 | – | |
| 65Г | 45,5…49,5 | – |
Продолжение таблицы 4.1.
| 60С2А | 45,5…49,5 | ||
| 65С2ВА | 45,5…49,5 | ||
| 10Х11Н23Т3МР (ЭИ696М, ЭП33) | – | 3,50…3,00 | |
| 0Х7Н13ГТ (ЭИ816) | ³ 45,5 | – | |
| 0Х17Н7ГТ (ЭИ814) | ³ 43,5 | – | |
| ХН68ВКТЮ (ЭП578, ВУС-3) | ³ 43,5 | – | |
| Стали хромистые | |||
| 12Х13 | – – | 4,30…3,85 3,90…3,30 | |
| 20Х13 | 21,0…29,0 23,0…35,0 39,5…50,5 | 4,15…3,75 3,85…3,50 – | |
| 30Х13 | 49,5…56,0 | – | |
| 40Х13 | 51,5…57,0 | – | |
| Х12М | 20,0…33,0 | – | |
| 95Х18 (ЭИ229) | ³ 56,0 | – | |
| Стали коррозионностойкие мартенситного класса | |||
| 13Х11Н2В2МФ (ЭИ961) | 25,0…35,0 – | 3,75…3,40 3,45…3,10 | |
| 11Х11Н2В2МФ (ЭИ962) | 24,0…35,0 | 3,85…3,50 | |
| 16Х11Н2В2МФ (ЭИ962А) | – | 3,70…3,40 | |
| 08Х14Н5М2ДЛ (ВНЛ-3) | 33,0…39,5 37,5…43,5 | 3,45…3,00 3,30…2,90 | |
| 14Х17Н2 (ЭИ268) | – – | 4,00…3,40 3,80…3,20 | |
| 15Х16Н2АМ (ЭП479) | 25,0…35,0 | 3,75…3,50 | |
| 15Х12Н2МВФАБ (ЭП517) | 31,0…38,5 35,5…40,5 | 3,50…3,30 3,40…3,20 | |
| 15Х16К5Н2МВФАБ (ЭП866, ВНС-30) | 31,0…40,5 | 3,55…3,20 |
Продолжение таблицы 4.1.
| 3Х13Н6М2К3ДБА (ВНС-32) | 59,0…63,0 | – | |
| 40Х10С2М (ЭИ107) | – | 3,70…3,30 | |
| 03Х11Н10М2Т (ЭП678, ВНС-17) | 35,5…42,5 42,5…46,5 | – – | |
| Стали коррозионностойкие переходного класса | |||
| 07Х16Н6 (ЭП288, СН-2А) | 35,5…42,5 | 3,45…3,10 | |
| 08Х17Н5М3 (ЭИ925, СН-3) | 38,5…42,5 | 3,30…3,10 | |
| Стали жаропрочные аустенитного класса | |||
| 15Х14Н14В2М (ЭИ69) | – | 4,50…3,70 | |
| 10Х11Н23Т3МР (ЭИ696М, ЭП33) | 35,0…45,0 | 3,50…3,00 | |
| 10Х11Н20Т3Р (ЭИ696), 10Х11Н20Т2Р (ЭИ696А) | – | 3,80…3,40 | |
| 2Х18Н8В2 (ЭИ946) | – | ³ 3,60 | |
| 36НХТЮ (ЭИ702) | ³ 37,5 | – | |
| Сплавы на никелевой основе | |||
| ХН51ВМТЮКФР (ЭП220) | – | 3,60…3,30 | |
| ХН77ТЮР (ЭИ437Б) | – | 3,80…3,40 | |
| ХН77ТЮ (ЭИ437А) | – | 3,80…3,40 | |
| ХН77ТЮР (ЭИ437БУ) | – | 3,70…3,40 | |
| ХН70МВТЮБ (ЭИ598) | – | 3,70…3,40 | |
| ХН70ВМТЮ (ЭИ617) | – | 3,70…3,30 | |
| ХН68ВМТЮК (ЭП693) | – | 3,75…3,30 |
Продолжение таблицы 4.1.
| ХН73МБТЮ (ЭИ698) | – – | 3,50…3,20 3,55…3,30 | |
| ХН45МВТЮБР (ВЖ105, ЭП718) | – – | 3,60…3,00* 3,60…3,20 | * для вальцованных лопаток |
| ХН35ВТЮ (ЭИ787) | – | 3,60…3,25 | |
| ЭП741НП | – | 3,50…3,10 | |
| ХН62БМКТЮ (ЭП742) | – | 3,50…3,05 | |
| ЭП962П | – | 3,20…2,80 | |
| Титановые сплавы | |||
| ВТ3-1, ВТ9, ВТ8, ВТ8М-1 | 30,0…40,5 | 3,70…3,20 | Показатели твердости приведены для отожженного состояния |
| ВТ5-1 | – | 3,90…3,40 | |
| ВТ18, ВТ18У | 28,0…38,5 | 3,80…3,30 | |
| ВТ6, ВТ20 | 28,0…38,5 | 3,80…3,30 | |
| ВТ22 | – | 3,60…3,10 | |
| ВТ25У | – | 3,60…3,30 | |
| ОТ4 | – | 4,20…3,60 | |
| ОТ4-1 | – | 4,30…3,80 | |
| Алюминиевые сплавы | |||
| Д1Т | – | ³ 92 НВ | sВ³930 МПа |
| Д16Т | – | – | sВ³980 МПа |
| Д20Т1 | – | ³ 96 НВ | sВ³980 МПа |
| ВАЛ1Т5 | – | ³ 90 НВ | |
| АК4-1 | – | ³ 105 НВ | |
| АК4 | – | – | sВ³980 МПа |
| АК6 | – | – | sВ³930 МПа |
| АК7 (АЛ9Т7) | – | ³ 60 НВ | |
| АК5М (АЛ5Т7) | – | ³ 65 НВ | |
| АК9 (АЛ4) | – | ³ 70 НВ | |
| Сплавы на медной основе | |||
| БрАЖ9-4 | – | 110…180 НВ | |
| БрАЖМц10-3-1,5 | – | 130…200 НВ | |
| БрАЖ10-4-4 | – | 170…220 НВ |
ПРИЛОЖЕНИЕ 5
Оформление технических требований на чертежах
Оформление технических требований на чертежах осуществляется в соответствии с требованиями ГОСТ 2.316-68 «Единая система конструкторской документации. Правила нанесения на чертежах надписей, технических требований и таблиц».
Согласно требованиям ГОСТа технические требования на чертеже излагают, группируя вместе однородные и близкие по своему характеру требования, по возможности в следующей последовательности:
– требования, предъявляемые к материалу, заготовке, термической обработке и к свойствам материала готовой детали (электрические, магнитные, диэлектрические, твердость, влажность, гигроскопичность и т.д.), указание материалов-заменителей;
– размеры, предельные отклонения размеров, формы и взаимного расположения поверхностей, массы и т.п.;
– требования к качеству поверхностей, указания об их отделке, покрытии;
– зазоры, расположение отдельных элементов конструкции;
– требования, предъявляемые к настройке и регулированию изделия;
– другие требования к качеству изделий, например: бесшумность, виброустойчивость, самоторможение и т.д.;
– условия и методы испытаний;
– указания о маркировании и клеймении;
– правила транспортирования и хранения;
– особые условия эксплуатации;
– ссылки на другие документы, содержащие технические требования, распространяющиеся на данное изделие, но не приведенные на чертеже.
При оформлении пункты технических требований должны иметь сквозную нумерацию. Каждый пункт технических требований необходимо записывать с новой строки. Необходимо помнить, что сам заголовок «Технические требования» на свободном поле чертежа не записывается. Однако в случае, если необходимо указать техническую характеристику изделия, ее размещают отдельно от технических требований, с самостоятельной нумерацией пунктов, на свободном поле чертежа под заголовком «Техническая характеристика». При этом над техническими требованиями помещают заголовок «Технические требования». Оба заголовка подчеркивать не требуется.
При выполнении чертежа на двух и более листах текстовую часть помещают только на первом листе независимо от того, на каких листах находятся изображения, к которым относятся указания, приведенные в текстовой части.
Надписи, относящиеся к отдельным элементам предмета и наносимые на полках линий-выносок, помещают на тех листах чертежа, на которых они являются наиболее необходимыми для удобства чтения чертежа.
Приложение 6
Правила нанесения шероховатости поверхностей на чертежах
(некоторые особенности)
Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок. Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, а также разрывать выносную линию (рис. 6.1).
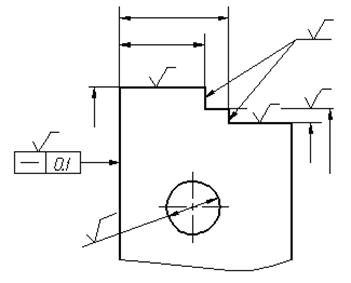
Рисунок 6.1 – Примеры расположения обозначения шероховатости
На линии невидимого контура допускается наносить обозначение шероховатости только в том случаях, когда от этой линии нанесен размер.
При обозначении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров (рис. 6.2).
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (рис. 6.3). Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем на обозначения, нанесенных на изображении.
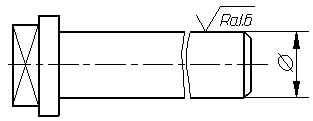
Рисунок 6.2 – Пример обозначения шероховатости поверхности
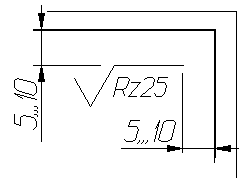
Рисунок 6.3 – Указание шероховатости одинаковой для всех поверхностей изделия
Если для части поверхностей изделия назначена одинаковая шероховатость, то в правом верхнем углу чертежа указывают условное обозначение по типу:
 .
.
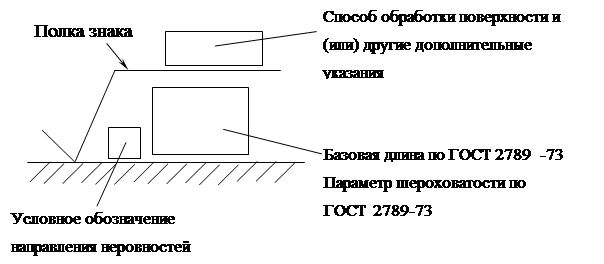
Более полное обозначение шероховатости в соответствии с ГОСТ 2309-73 (с учетом изменений от 28.05.2002) задается по форме:
Приложение 7
Рекомендуемые показатели твердости и глубины слоев на деталях из авиационных материалов, подвергаемых химико-термической обработке
Таблица 7.1
| Марка материла | Твердость сердцевины | Глубина слоя ХТО h, мм | Твердость слоя, не менее | |||
| По Роквеллу HRC | По Бринеллю HB dотп, мм | |||||
| Цементация | ||||||
| 12ХН3А | 26,0…42,5 | 3,75…3,10 | 0,4…0,7 | 79,5HRA, 88HRN15, 660HV | ||
| 12Х2Н4А | 32,0…42,5 | 3,60…3,10 | ||||
| 18Х2Н4МА, 18Х2Н4ВА | 33,0…45,0 | 3,40…3,00 | 0,6…1,0 | 80,5HRA, 59HRC, 89HRN15, 710HV | ||
| 20Х3МВФА (ЭИ415) | 33,0…45,0 | 3,40…3,00 | 0,9…1,3 | 59HRC | ||
| 12Х2НВФА (ЭИ712) | 32,0…45,0 | 3,60…3,00 | 1,2…1,7 | 59HRC | ||
| 14Х17Н2 (ЭИ268) | 33,5…42,5 | 3,40…3,00 | 0,4…0,7 | 79,5HRA, 88HRN15, 660HV | ||
| 15Х16Н2АМ (ЭП479) | 38,5…51,0 | 3,30…2,80 | ||||
| 13Х3НВМ2Ф (ВКС-4, ДИ-45) | 32,0…45,0 | 3,60…3,00 | 0,6…1,0 | 80,6HRA, 59HRC, 89HRN15, 710HV | ||
| 16Х3НФМБ (ВКС-5, ДИ-39) | 35,0…43,5 | 3,50…3,00 | 0,9…1,3 | 59HRC | ||
| 14ХГСН2МА (ЭП176, ДИ-3А) | 32,0…42,5 | 3,60…3,10 | 1,2…1,7 | 59HRC | ||
| Ст 20 | – | – | 0,5…0,9 0,9…1,3 | 56HRC | ||
Продолжение таблицы 7.1
| Нитроцементация (газовое цианирование) | ||||
| 12ХН3А | 26,0…42,5 | 3,75…3,10 | 0,10…0,30 | 87HRN15, 610HV |
| 12Х2Н4А | 32,0…42,5 | 3,60…3,10 | ||
| 18Х2Н4МА, 18Х2Н4ВА | 33,0…45,0 | 3,40…3,00 | ||
| 20Х3МВФА (ЭИ415) | 33,0…45,0 | 3,40…3,00 | 0,20…0,50 | 78,5HRA, 87HRN15, 610HV |
| 12Х2НВФА (ЭИ712) | 32,0…45,0 | 3,60…3,00 | 0,40…0,70 | 79,5HRA, 88HRN15, 660HV |
| 15Х16Н2АМ (ЭП479) | 38,5…51,0 | 3,30…2,80 | 0,70…1,20 | 59HRC |
| 16Х3НФМБ (ВКС-5, ДИ-39) | 35,0…43,5 | 3,50…3,00 | ||
| 14ХГСН2МА (ЭП176, ДИ-3А) | 32,0…42,5 | 3,60…3,10 | ||
| Азотирование | ||||
| 38Х2МЮА | 27,0…38,5 | 3,60…3,30 | 0,15…0,35 0,30…0,55 0,50…0,80 | 88HRN15 |
| 20Х3МВФА (ЭИ415) | 30,0…40,5 | 3,50…3,20 | ||
| 16Х3НФМБ (ВКС-5, ДИ-39) | 30,0…42,5 | 3,70…3,10 | ||
| 40ХН2МА | 29,0…38,5 | 3,60…3,30 | 0,15…0,35 0,30…0,55 0,50…0,80 | 88HRN15 |
| 13Х11Н2В2МФ (ЭИ961) | 25,0…36,5 | 3,75…3,40 | 0,08…0,15 0,15…0,35 | 86HRN15 |
| 15Х16Н2АМ (ЭП479) | 25,0…35,0 | 3,75…3,50 | 0,08…0,15 0,15…0,35 | 88HRN15 |
| 45Х14Н14В2М (ЭИ69) | – | 4,50…3,70 | 0,06…0,12 | 82HRN15 |
| 15Х16К4Н2МВФАБ (ЭП866, ВНС-30) | – | 3,80…3,20 | 0,15…0,45 | 88HRN15 |
| 03Х11Н10М2Т (ВНС-17, ЭП678) | 30,0…40,5 35,0…41,5 | 3,70…3,20 3,50…3,15 | 0,08…0,15 0,15…0,35 | 88HRN15 |
Продолжение таблицы 7.1
| 12Х18Н10Т | – | – | 0,08…0,15 0,15…0,35 | 85HRN15 |
| Ионное азотирование | ||||
| 16Х3НФМБ (ВКС-5, ДИ-39) | 30,0…42,5 | 3,70…3,10 | 0,15…0,45 | 88HRN15 |
| Алитирование | ||||
| ХН75МБТЮ (ЭИ602) | – | – | 0,02…0,06 | Микротвердость £ 800 HV |
| ХН78Т (ЭИ435) | – | – | ||
| ХН51ВМТЮКФР (ЭП220) | – | – | ||
| ХН55ВМТЮКФР (ЭИ929) | – | – | ||
| ХН77ТЮР (ЭИ437Б) | – | – | 0,02…0,05 | |
| 12Х18Н9Т | – | – | ||
| 12Х18Н10Т | – | – | 0,02…0,06 | |
| ЖС6К, ЖС6У, ЖС6КП, ВЖЛ12У | кроме рабочих лопаток | 0,02…0,06 | ||
| для рабочих лопаток | 0,02…0,04 | |||
| ХН58ВКТБЮ (ЭП877, ВУС-5) | – | – | 0,02…0,06 | |
| ХН62ВМЮТ (ЭП-708) | – | – | 0,03…0,08 | |
| ХН50ВМТЮБ (ЭП648) | – | – | 0,015… 0,080 | |
| ХН60ВТ (ВЖ98, ЭИ868) | – | – | 0,02…0,06 | |
| ХН73МБТЮ (ЭИ698) | – | – | 0,015… 0,080 |
Приложение 8
Маркирование и клеймение изделий
Правила нанесения на чертежи указаний о маркировании и клеймении изделий оговариваются в государственном стандарте ГОСТ 2.314-68.
Указания о маркировании и клеймении помещают в технических требованиях чертежа и начинают словами: "Маркировать..." или "Клеймить...". Указания о клеймении на чертежах помещают только в тех случаях, когда необходимо предусмотреть на изделии определенное место клеймения, размеры и способ нанесения клейма.
Место нанесения маркировки или клейма на изображении изделия отмечают точкой и соединяют ее линией-выноской со знаками маркирования или клеймения, которые располагают вне изображения. Знак маркирования - окружность диаметром 10...15 мм, знак клеймения - равносторонний треугольник высотой 10...15 мм. Внутри знака помещают номер соответствующего пункта технических требований, в котором приведены указания о маркировании и клеймении. Знаки маркирования и клеймения выполняют сплошными основными линиями.
Если маркировка и клеймо необходимы, но нанесение их на изделие нецелесообразно или невозможно по конструктивным соображениям, то в технических требованиях помещают соответствующее указание, например: «Маркировать... на бирке» или «Клеймить... на бирке».
Указания о маркировании и клеймении должны определять:
– содержание маркировки и клейма;
– место нанесения;
– способ нанесения (при необходимости);
– размер шрифта (при необходимости).
С целью сокращения объема надписей на чертеже допускается указания о содержании и способе нанесения маркировки или клейма приводить буквенными обозначениями, приведенными в таблицах 8.1 – 8.3. Обозначения и способы нанесения маркировки и клейма указывают на наклонном участке линии-выноски. При этом в технических требованиях чертежа делают запись по типу: «3. Маркировать «…» и клеймить по ТУ... шрифтом … ГОСТ …».
Таблица 8.1
Маркировка
| Содержание маркировки | Обозначение |
| Товарный знак, наименование предприятия-изготовителя | Т |
| Индекс изделия | Ш |
| Обозначение изделия по основному конструкторскому документу | Ч |
| Заводской номер изделия, а также номер партии или серии | Н |
| Марка материала | М |
| Номер плавки, порядковый номер в плавке | П |
| Технические данные | Х |
| Знаки полярности, направления вращения, направления потока среды и др. данные, необходимые для монтажа | З |
| Дата изготовления | Д |
Таблица 8.2
Клеймение
| Содержание клеймения | Обозначение |
| Испытания (контроль): механические, гидравлические, пневматические, электрические, на твердость и др. | И |
| Окончательная приемка | К |
Таблица 8.3
Способы нанесения маркировки и клейма
| Способы нанесения | Обозначение | Способы нанесения | Обозначение |
| Ударный | у | Химический | х |
| Гравированием | г | Эрозионный | э |
| Травлением | т | Электрохимический | эх |
| Литьем или давлением | л | Краской | к |
Примечание. Если маркировка или клеймо могут быть нанесены любым способом, то способ нанесения не указывают.
Составители: БЫБИН Андрей Александрович
Маслова Лариса Ивановна
Янбухтин Ришат Мансурович
подготовка технической документации к нормоконтролю при выполнении выпускной квалификационной работы
Методические указания для студентов направления 150900 и специальностей 151001 и 150206
Подписано в печать 22.01.2007. Формат 60х84 1/16.
Бумага офсетная. Печать плоская. Гарнитура Times New Roman.
Усл. печ. л. 2,2. Усл. кр. – отт. 2,2. Уч.-изд. л. 2,1.
Тираж 250 экз. Заказ №
ГОУ ВПО Уфимский государственный авиационный технический университет
Центр оперативной полиграфии УГАТУ
 450000, Уфа-центр, ул. К. Макса, 12
450000, Уфа-центр, ул. К. Макса, 12
|
|
|
|
|
Дата добавления: 2014-11-25; Просмотров: 464; Нарушение авторских прав?; Мы поможем в написании вашей работы!