КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология развертывания и конструкция разверток
|
|
|
|
Развертывание - процесс окончательной обработки отверстия разверткой для получения более точных, по сравнению с зенкерованием, размеров
(6...8 квалитет) и меньшей шероховатости обработанной поверхности (Ra=1,25…0,8 мкм). Припуск под развертывание принимается наибольший - 0,15… 0,5 мм на сторону для черновых разверток и 0,05...0,25 мм - для чистовых.
Различают машинные и ручные развёртки. По конструкции хвостовика они могут быть с цилиндрическим и коническим хвостовиками, по форме обрабатываемого отверстия - цилиндрическими и коническими, по способу крепления - хвостовыми и насадными
Развёртки изготавливают из углеродистой, легированной и быстрорежущей сталей, или оснащают пластинками из твёрдых сплавов Т15К6 и ВК8. Число зубьев 6...16. Их распределение по окружности неравномерное, что обеспечивает минимально возможную шероховатость обработанной поверхности отверстия и отсутствие огранки при обработке отверстий в пластичных материалах.
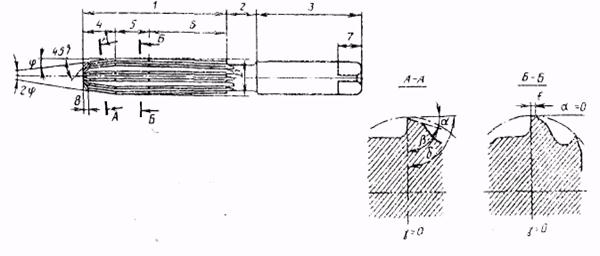
Рис 17. Конструктивные элементы развёртки:
1 – рабочая часть, состоит соответственно из заборной (режущей) 4 и калибрующей 5 части, 2 шейка, 3-хвостовик, 6 и 8-обратный и направляющий конусы, 7-квадрат.
Калибрующая часть 5 служит для направления развёртки в процессе резания, калибрования отверстия и служит резервом для переточки развёртки. Обратный конус 6 уменьшает трение развёртки об обработанную поверхность и снижает величину погрешности формы отверстия. У ручных развёрток диаметр около шейки меньше калибрующего на 0,005...0,008 мм, у машинных - на 0.04,...0,08 мм. Хвостовик у ручных развёрток выполняют цилиндрическим с квадратным концом, у машинных - коническим или цилиндрическим. Зубья режущей (заборной) части затачивают до получения наибольшей остроты; зубья на калибрующей части имеют цилиндрическую фаску шириной f=0,08-0,5 мм (в зависимости от диаметра развёртки).
Литература:
1. Горбунов Б.И. Обработка металлов резанием. – М.: Машиностроение, 1981. 287 с., ил. с.126…139.
6. Технология конструкционных материалов / А. М. Дальский, И. А. Арутюнова, Т. М. Барсукова и др. Под общ. ред. А. М. Дальского. М.: Машиностроение, 1985.—448 с., ил. с.480…502
Контрольные вопросы:
1. Как определяется глубина резания при зенкеровании, равертывании?
2.Что такое зенкер, его назначение и устройство?
3.Что такое развертка, её конструкция и назначение?
4.Сколько режущих кромок у зенкера, почему?
5.Каково максимальное число лезвий у сверла, зенкера, развертки?
6.Для чего нужна обратная конусность рабочей части развертки?
7.Что такое насадная развертка?
8.Почему распределение зубьев у разверток по окружности неравномерное?
Тема 12: Фрезерование
Цель: Изучить технологию оборудование и инструмент для фрезерования.
План:
1. Основные понятия процесса фрезерования.
2. Конструкция и геометрия фрез.
3. Износ фрез.
|
|
|
|
|
Дата добавления: 2014-11-16; Просмотров: 1277; Нарушение авторских прав?; Мы поможем в написании вашей работы!