КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обозначение шероховатости поверхностей
|
|
|
|
Шероховатость поверхности – это совокупность микронеровностей обработанной поверхности детали.
Для определения шероховатости поверхности ГОСТ 2789-73 предусматривает три высотных параметра.
Rа – среднее арифметическое отклонение профиля.
Rz – высота неровностей профиля по десяти точкам.
Rmax – наибольшая высота профиля.
Шероховатость обрабатываемых поверхностей является одним из показателей качества детали, характеризующим её надёжность в работе.
В зависимости от способа изготовления её поверхности могут иметь различную шероховатость (таблицы 18.1 и 18.2).
Таблица18.1–Размеры шероховатости поверхности (ГОСТ 2789-73)
| Ra, мкм | |||||||||
| 10,0 | 1,00 | 0,100 | 0,010 | ||||||
| 8,0 | 0,80 | 0,080 | 0,008 | ||||||
| 6,3 | 0,63 | 0,063 | - | ||||||
| 50 | 5,0 | 0,50 | 0,050 | - | |||||
| 4,0 | 0,40 | 0,010 | - | ||||||
| 3,2 | 0,32 | 0,032 | - | ||||||
| 25 | 2,5 | 0,25 | 0,025 | - | |||||
| 2,0 | 0,20 | 0,020 | - | ||||||
| 16,0 | 1,60 | 0,160 | 0,016 | - | |||||
| 12,5 | 1,25 | 0,125 | 0,012 | - | |||||
| Rz, мкм | |||||||||
| - | 100 | 10,0 | 1,00 | 0,100 | |||||
| - | 8,0 | 0,80 | 0,080 | ||||||
| - | 6,3 | 0,63 | 0,063 | ||||||
| - | 50 | 5,0 | 0,50 | 0,050 | |||||
| - | 400 | 4,0 | 0,40 | 0,010 | |||||
| - | 3,2 | 0,32 | 0,032 | ||||||
| - | 25.0 | 2,5 | 0,25 | 0,025 | |||||
| - | 200 | 20,0 | 2,0 | 0,20 | - | ||||
| 16,0 | 1,60 | 0,160 | - | ||||||
| 12,5 | 1,25 | 0,125 | - | ||||||
Примечания: 1.Предпочтительные значения параметров подчеркнуты
Таблица 18.2–Шероховатость поверхностей [41]
| Ra | Rz | Внешний вид по-верхности | Примерный способ получения такой поверхности | Примеры поверхностей |
| Черновая: образованная без удаления слоя материала | Отливка, ковка, штамповка, прокатка | Поверхности деталей машин, аппаратов и сооружений, не соприкасающиеся с другими поверхностями. Поверхности затворов арматуры, каналов, несущих жидкости; кованых и штампованных деталей | ||
| 12,5 | 200 100 | Грубая: обдирочная, но ровная без перекосов, с грубыми следами обработки | Обдирочное точение, строгание, фрезерование. Обработка драчевым напильником, абразивным обдирочным кругом. Сверление, прокат, ковка, горячая штамповка и т. п. | Отверстия из-под сверла на проход и под нарезку. Соприкасающиеся поверх-ности (привалочные) кронштейнов, крышек и фланцев арматуры котлов, резервуаров и т. п. |
| 6,3 3,2 1,6 | 25,0 12,5 6,3 | Получистая: с малозаметными следами обработки | Чистовое точение, строгание, растачивание, фрезерование, зенкерование. Отпиливание личным напильником, шабрение, сверление. Прокат, литье в кокиль и по восковым моделям, штамповка и т. п. | Наружные поверхности шкивов; расточки из-под резца шкивов, втулок подшипников качения и скольжения; подготовка плоскости под шабрение и т. п. |
Окончание таблицы 18.2
| 0,8 0,4 0,2 | 3,2 1,60 0,80 | Чистая: без видимых глазом следов обработки | Отделочное (тонкое и алмазное) точение и растачивание. Чистовое и тонкое развертывание. Шлифование чистовое. Чистовое и отделочное протягивание. Опиловка напильником, шабрение, полирование обычное, раскатывание. Волочение, холодное выдавливание, дорнование и т. д. | Поверхности цилиндров машин двигателей, опорные поверх-ности клапанов и их седел, шейки и цапфы валов и шпинделей, шейки и цапфы под подшипники качения и т. п. |
| 0,100 0,025 0,012 | 0,40 0,20 0,100 0,050 0,025 | Весьма чистая, высшая степень чистоты обработки | Тонкое шлифование и полирование. Ручные и доводочные процессы (чистовой, тонкий и двукратный суперфиниш, тонкое хонингование). Притирка тонкая и т. п. | Вращающиеся и скользящие поверхности машин двигателей, рабочие поверхности калибров (особо ответственных измерительных инструментов) |
Примечание. Параметр Rа является предпочтительным.
Шероховатость должна быть обозначена на чертеже для всех выполняемых по данному чертежу поверхностей изделия, кроме тех из них, для которых нормирование требований к шероховатости не обусловлено требованиями конструкции.
В обозначении шероховатости следует применять один из знаков, изображенных на рисунке 18.1. Выполняют знаки сплошной тонкой линией, толщина которой приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже. Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н равна (1,5... 3) h.
Рисунок 18.1
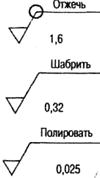
Шероховатость поверхности, вид обработки которой конструктором не устанавливается, обозначают знаком, изображенным на рисунке 18.1а. В обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, например, точением, фрезерованием, шлифованием, травлением и т.п., применяют знак, приведённый на рисунке 18.1б, с указанием на полке вида обработки. Шероховатость поверхности, полученной без удаления материала, например, литьем, ковкой, объёмной штамповкой, прокатом, волочением и т.п., обозначают знаком, изображённым на рисунке 18.1в.
В обозначении шероховатости по ГОСТ 2789-73 указывают значение параметра Ra без символа, например:  , а для остальных параметров после соответствующего символа, например:
, а для остальных параметров после соответствующего символа, например:  ;
;  .
.
ГОСТ 2789-73 устанавливает следующие пределы значений параметров шероховатости: Rа = 0,008... 100 мкм; Rz = Rmax = 0,025... 1600 мкм;
Шероховатость посадочных поверхностей отверстий и валов зависит от их диаметров (таблица 18.3).
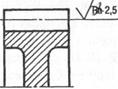
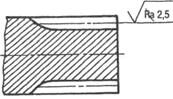
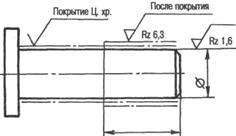
Знаки шероховатости поверхности должны касаться контурных, выносных, или штрихпунктирных линий (рисунки 18.2, 18.3). При изображении детали с разрывом (рисунок 18.4) обозначение шероховатости наносят только на одной части детали, по возможности, ближе к месту указания размеров.
Таблица 18.3–Шероховатость посадочных поверхностей
отверстий и валов
| Интервал размера, мм | Отверстие | Вал | ||||
| Квалитет | ||||||
| 6,7 | 6,7 | |||||
| Rа, мкм | ||||||
| Св.18 до | 0,8 | 1,6 | 3,2 | 0,8 | 0,8 | 1,6 |
| Св. 50 до 120 | 1,6 | 1,6 | 3,2 | 0,8 | 1,6 | 1,6 |
| Св. 120 до 500 | 1,6 | 3,2 | 3,2 | 1,6 | 3,2 | 3,2 |
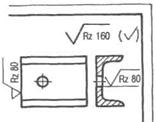
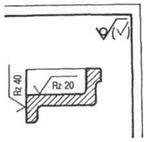
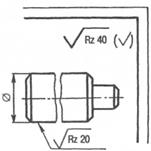
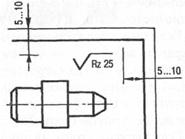
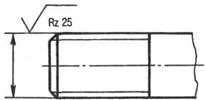
Если шероховатость всех поверхностей детали должна быть одинаковой, то в правом верхнем, углу чертежа наносят общее обозначение шероховатости (рисунок 18.5; Rz 25).
Если шероховатость поверхности детали должна быть разной, то в правом верхнем углу чертежа наносят обозначение преобладающей по числу поверхностей шероховатости и знак V в скобках, который означает, что все остальные поверхности детали, кроме обозначенных на изображении, должны иметь шероховатость, указанную перед скобкой (рисунки 18.2, 18.3, 18.4).
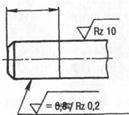
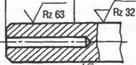
Если шероховатость на одной и той же поверхности должна быть различной-то эти участки разделяются тонкой сплошной линией (рисунки 18.6, 18.7).
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес и эвольвентных шлиц условно наносят на линии делительной поверхности (рисунки 18.8, 18.9).
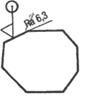
Если шероховатость контура должна быть одинаковой, то обоз-начение наносится один раз со знаком окружности (рисунки 18.10, 18.11). Диаметр знака равен 4...5 мм.
При необходимости указать способ обработки надпись наносится на полке знака (рисунки 18.11, 18.12). Нанесение знака шероховатости на поверхностях с различным расположением показано на рисунке 18.13.
| 
| 
|
| Рисунок 18.2 | Рисунок 18.3 | Рисунок 18.4 |
|
|
|
| Рисунок 18.5 | Рисунок 18.6 | Рисунок 18.7 |
| 
| 
|
| Рисунок 18.8 | Рисунок 18.9 | Рисунок 18.10 |
| 
|

|
| Рисунок 18.11 | Рисунок 18.12 | Рисунок 18.13 |
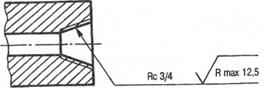
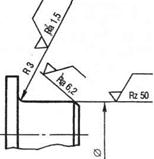
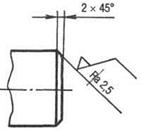
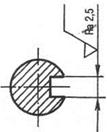
Обозначение шероховатости резьбы наносится, как показано на рисунках 18.14, 18.15, радиусов, фасок (рисунках 18.16, 18.17), шпоночных и других видов пазов – на рисунке 18.18.
| 
| ||||
| Рисунок 18.14 | Рисунок 18.15 | ||||
| 
| 
| |||
| Рисунок 18.16 | Рисунок 18.17 | Рисунок 18.18 | |||
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз с использованием вспомогательного знака – окружности (рисунок 18.19 а, б). Диаметр вспомогательного знака равен 4…5 мм.
а) б)
Рисунок 18.19
|
|
|
|
|
Дата добавления: 2014-11-16; Просмотров: 1404; Нарушение авторских прав?; Мы поможем в написании вашей работы!