КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Организация автоматизированного производства
|
|
|
|
Главным недостатком поточных линий является противоречие между узкой специализацией рабочих мест и необходимостью придать производству гибкость, способность быстро переналаживаться при запуске в производство новых изделий, а также жеская регламентация трудовой деятельности, монотонность труда рабочих на конвейере.
Чтобы устранить указанные недостатки проектируются поточные линии, оснащенные гибкими автоматизированными комплексами, проектируется рациональное содержание трудовых операций, предполагающее разнообразие нагрузок на различные органы тела, чтобы снизить монотонность труда. Предусматривается отказ от жесткого закрепления рабочего за одной операцией, разрабатываются рациональные режимы труда и отдыха рабочихс учетом требований психофизиологии и эргономики.
Автоматизированное производство — производственный процесс, при котором все или подавляющее большинство операций, требующих физических усилий, выполняют машины без непосредственного участия человека. Рабочие при этом выполняют лишь функции наладки и контроля.
Автоматизация производственного процесса достигается путем использования систем машин-автоматов, представляющих собой комбинацию разнообразного оборудования и других технических устройств, расположенных в технологической последовательности и объединенных средствами транспортировки, контроля и управления для выполнения частичных процессов производства изделий.
Различают четыре основных направления автоматизации.
Первое направление — внедрение полуавтоматических и автоматических станков. Наивысшим достижением этого направления являются станки с числовым программным управлением (ЧПУ). Они работают по заданной программе без непосредственного участия человека и изготовляют различные детали или выполняют определенные производственные операции. Использование станков с ЧПУ позволяет повысить производительность труда на каждом рабочем месте в 3-Л раза.
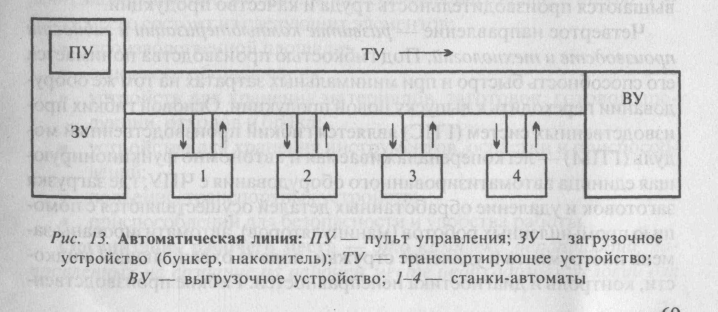
Второе направление — создание комплексных станков с автоматизацией всех звеньев производственного процесса. Типичным примером таких систем машин являются автоматические линии (АЛ). Они представляют собой объединение в производственное целое системы машин-автоматов с автоматическими механизмами и устройствами для транспортировки, контроля, накопления заделов, удаления отходов, а также управления (рис.).
Значительно эффективнее автоматические роторные линии (АРЛ), которые представляют собой разновидность автоматических линий, оснащенных специальным оборудованием на основе роторных машин и специальных транспортирующих устройств.
Эффективность применения АЛ значительно повышается в результате создания их на основе многоцелевых станков, т. е. создания так называемых гибких автоматических линий. Такие линии с программируемым устройством оснащаются ЧПУ, что делает их экономически эффективными не только в массовом и крупносерийном производствах, но и в мелкосерийном.
Третье направление — конструирование и производство промышленных роботов. В производственном процессе они выполняют функции, подобные человеческой руке, и благодаря этому заменяют движения человека. Внедрение в производство роботов позволяет создавать многоцелевые технологические системы, способные выполнять за человека универсальные ручные операции во всем их многообразии. Такие системы принято называть робототехническими комплексами (РТК). В процессе выполнения операций роботы способны решать сложные логические задачи, остававшиеся до недавнего времени монополией человеческого ума.
Показателем эффективности функционирования РТК является наиболее полная загрузка включенного в его состав оборудования. С введением в производственную деятельность роботов коренным образом меняется вся организация технологического процесса, устраняются многие отрицательные факторы, вызываемые утомлением человека, притуплением его внимания, нарушением координации движений. В результате ликвидируются ручные операции, резко повышаются производительность труда и качество продукции.
Четвертое направление — развитие компьютеризации и гибкости производств и технологий. Под гибкостью производства понимается его способность быстро и при минимальных затратах на том же оборудовании переходить к выпуску новой продукции. Основой гибких производственных систем (ГПС) является гибкий производственный модуль (ГПМ) — легко переналаживаемая и автономно функционирующая единица автоматизированного оборудования с ЧПУ, где загрузка заготовок и удаление обработанных деталей осуществляются с помощью промышленных роботов (манипуляторов), автоматизированы замена инструмента и удаление стружки, подача охлаждающей жидкости, контроль и диагностика неисправностей. Гибкие производственные модули не только быстро переналаживаются на изготовление и сборку новых деталей или узлов, но и легко встраиваются в гибкие производственные комплексы, линии и даже участки.
Гибкие производственные системы экономически высокоэффективны. Так, в случае применения ГПС механической обработки корпусных деталей на станках типа "обрабатывающий центр" производительность труда повышается в 2-2,5 раза, на 15-20 % увеличивается фондоотдача. Благодаря почти двукратному сокращению продолжительности изготовления деталей экономится до 25-30 % оборотных средств. При этом улучшается культура производства, создаются условия для ритмичной работы производственных подразделений, повышается качество выпускаемой продукции.
Гибкая производственная система, являясь высшей формой автоматизации, включает в себя в различных сочетаниях оборудование с ЧПУ, РТК, ГПМ и различные системы обеспечения их функционирования. Как показывает отечественная практика, применение ГПС целесообразно тогда, когда годовой объем выпуска каждого из 5-10 типоразмеров (наименований) /деталей составляет 50-2000 шт. Гибкие модули эффективны при годовом объеме выпуска любого из 30-80 типоразмеров деталей, равном 20-500 шт.
|
|
|
|
|
Дата добавления: 2014-11-08; Просмотров: 490; Нарушение авторских прав?; Мы поможем в написании вашей работы!