КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способы сращивания ОВ
|
|
|
|
В настоящее время для соединения ОВ кабелей связи применяется способ - сварка ОВ и соединение с помощью механических сростков.
Сварка ОВ. Сварку проводят с помощью электрической дуги. Методы сварки электрической дугой многомодовых ОВ основаны на явлении возникновения сил поверхностного натяжения расплавленного кварца, которые уменьшают имеющееся смещения осей свариваемых волокон. Действие этих сил может регулироваться выбором оптимальных значений и тщательным контролем расстояния между электродами, величины тока электрической дуги, длительности предварительного оплавления торцов ОВ, длины хода сжатия (усилия сдавливания ОВ), времени нагрева при сварке и температуры нагрева ОВ. Возникающих центрирующих усилий вполне хватает, чтобы вносимые в месте сварки многомодовых ОВ потери были незначительны. Для сварки многомодовых ОВ можно применить отечественный комплект для сварки световодов КСС-111. При использовании данного комплекта юстировка сращиваемых волокон осуществляется вручную с визуальным контролем качества юстировки с помощью микроскопа в двух взаимно перпендикулярных плоскостях. Сварка ОВ может быть осуществлена как в автоматическом режиме, так и при ручном управлении. При этом электронная схема блока сварки позволяет регулировать следующие параметры: ток оплавления и сварки, время горения дуги в режиме оплавления и сварки, скорость сдвига волокон при сварке.
При сварке одномодовых волокон необходимо обеспечить весьма малые значения осевого и углового смещений. Например, осевое смещение свариваемых одномодовых ОВ не должно превышать 0,1 мкм. Жесткий допуск по смещению продольных осей соединяемых одномодовых ОВ обусловлен тем, что силы поверхностного натяжения не могут обеспечить для данного типа волокна с диаметром сердцевины 6…10 мкм точную юстировку. Такие допуски при юстировке одномодовых ОВ не могут быть достигнуты вручную.
В комплектах для сварки одномодовых ОВ используются системы автоматической юстировки со специальными микроподвижками, системой контроля качества юстировки и электронным блоком управления. Известно два основных способа контроля качества автоматической юстировки ОВ.
При первом способе качество юстировки оценивают по уровню мощности оптического сигнала, проходящего через стык ОВ, а ввод и вывод оптического излучения в ОВ, осуществляют через участки изгиба волокна в специальных устройствах (рис. 10.7). Этот способ достаточно прост и эффективен. Он позволяет осуществлять пороговую оценку затухания в месте сварки.
При втором способе принцип работы системы контроля заключается в следующем. Если пучок света падает перпендикулярно на торец ОВ, то возникает отраженный поток света, анализ распределения мощности которого позволяет определять профиль показателя преломления и выявлять максимум оптической мощности, то есть оптическую ось. Технически этот способ регулируется следующим образом. Параллельный пучок света от боковой лампы падает перпендикулярно на торцы соединяемых волокон. Рассеянное отраженное излучение попадает в объектив телекамеры, следящей за определенной точкой торца ОВ. Телекамера продвигается вокруг волокна для получения изображения с трех точек. Объектив телекамеры автоматически фиксируется на определенной точке торца ОВ. Поэтому оси свариваемых волокон автоматически центрируются относительно друг друга. Разработанная система получила название PAS. Этот способ применим для сварки ОВ с любым профилем показателя преломления.
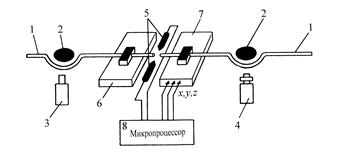
Рис. 10.7. Схема контроля качества юстировки по результатам измерения мощности оптического сигнала: 1 - концы свариваемых ОВ; 2 - устройство ввода (вывода) излучения в ОВ на изогнутом участке; 3 - источник оптического излучения; 4 - приемник оптического излучения; 5 - электроды сварочные; 6 - неподвижное устройство фиксации ОВ; 7 - подвижное устройство фиксации ОВ, перемещающееся в плоскостях x, y, z; 8 - блок управления с устройством вывода информации.
В настоящее время на российском рынке широко представляются автоматические сварочные аппараты для сварки ОВ различных фирм-производителей. Наиболее широко применяются при строительстве новых и эксплуатации действующих ВОЛП в России сварочные аппараты различных модификаций японской фирмы «Fujikura» и американской корпорации «Wavitek». Известны также сварочные аппараты японской фирмы «Sumitoma», германской фирмы «Siemens», шведской фирмы «Ericsson» и другие.
В табл. 10.1 приведены основные технические характеристики наиболее часто применяемых сварочных аппаратов.
Охарактеризованные сварочные аппараты осуществляют автоматическую юстировку пары ОВ и автоматическую их сварку в течение 25…30 с, обеспечивают хранение в памяти по 100 и более данных по сварке и проверку места сварки ОВ на разрыв. Отображается процесс сварки на мониторе сварочного аппарата, имеется возможность вывода данных по сварке на персональный компьютер или принтер.
Таблица 10.1. Основные характеристики сварочных аппаратов
| Марка сва-рочного аппарата (фирма, страна) | Тип свариваемых ОВ | Величина средних потерь в месте сварки, дБ | Масса, кг | Размеры, мм |
| FSM-40S (Fujikura, Япония) | одно и многомодовые, со смещенной и ненулевой смещенной дисперсией, легированные Эрбием | 0,01…0,04 (в зависимости от типа ОВ) | 4,4 | 172х186х180 |
| FSM-30S (Fujikura, Япония) | одно и многомодовые, со смещенной и ненулевой смещенной дисперсией, легированные Эрбием | 0,01…0,05 (в зависимости от типа ОВ) | 210´187´173 | |
| FSM-15S (Fujikura, Япония) | одно и многомодовые, со смещенной дисперсией | 0,03 -одномодовые; 0,05-многомодовые; 0,08 - со смещенной дисперсией | 5,1 | 180´186´110 |
| FSM-05SVHII (Fujikura, Япония) | Кварцевые одно и многомодовые | 0,12 – одномодовые; 0,05- многомодовые | 1,9 | 205´165´165 |
| S174H (корпорация «Wavitek», «Furukawa», Япония) | одно и многомодовые | 0,02 – одномодовые; 0,01- многомодовые | 7,5 | 200´190´180 |
| S148 (корпорация «Wavitek», «Furukawa», Япония) | одно и многомодовые | 0,04 – одномодовые; 0,03 –многомодовые | 3,6 | 220´190´150 |
| S175 (корпорация «Wavitek», «Furukawa», Япония | одно и многомодовые | 0.01...0.05 - в зависимости от типа ОВ | 6,3 | 181´285´181 |
| TYPE 36 (Sumitomo, Япония) | одно и многомодовые ОВ, со смещенной и ненулевой смещенной дисперсией | 0,02 – одномодовые; 0,01- многомодовые; 0,05 - со смещенной дисперсией | 6,5 | 190´190´175 |
| A60 (Siemens, Германия) | одно и многомодовые | 0.01...0.05 - в зависимости от типа ОВ | 14,5 | 420х320х180 |
| Х-77 (Siemens, Германия) | одно и многомодовые | 0.01...0.05 - в зависимости от типа ОВ | 1,7 | 173х185х90 |
| Сова-2П (Россия) | одно и многомодовые | 0.8- одномодовые; 0.03 – многомодовые | 280х205х160 |
Соединение ОВ с помощью механических сростков. Проблемы сварки одномодовых ОВ активизировали поиск альтернативных способов соединения волокон. Наиболее успешно со сваркой конкурирует способ с помощью специальных соединителей - механических сростков. Это простые и эффективные механические устройства для выполнения неразъемных соединений в полевых условиях. Подготовка ОВ в данном случае проводится так же, как и для сварки. Для механического сростка концы подготовленных волокон поочередно укладывают в каналы, образованные выравнивающими элементами устройства, после чего обе половины устройства соединяют, фиксируя ОВ. Под действием давления выравнивающих элементов соединяемые волокна юстируются. Наиболее известные механические сростки типа "Fibrlok" фирмы "3М" и "Corelink" фирмы "AMP" (США), которые обеспечивают потери в месте соединения не более 0,1 дБ. На рис. 10.8 показан механический соединитель типа "Fibrlok". Эти соединители значительно экономят время при работе на линии и обеспечивают качественное соединение одномодовых и многомодовых волокон. Они просты по конструкции и надежны в эксплуатации.
Механические соединители могут использоваться для соединения как многомодовых, так и одномодовых ОВ. Три соединителя, имеющие разную цветовую маркировку могут использоваться для сращивания волокон с покрытием 250 и 900 микрон: соединитель "Fibrlok" 2525 используется для сращивания волокон с покрытием с одинаковым диаметром 250 микрон; соединитель "Fibrlok" 2590 используется для сращивания волокон с покрытием с разными диаметрами - 250 микрон и 900 микрон; соединитель "Fibrlok" 2595 используется для сращивания волокон с покрытием с одинаковым диаметром 900 микрон.

Рис. 10.8. Механический соединитель типа Fibrlok:
а - соединитель при укладке ОВ; б, в - соединитель в собранном виде; 1 - волокно; 2 - пластмассовая крышка; 3 - металлический выравнивающий элемент; 4 - пластмассовое основание.
|
|
|
|
|
Дата добавления: 2014-11-08; Просмотров: 1353; Нарушение авторских прав?; Мы поможем в написании вашей работы!