КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пакеттеуіш рольгангтер 1 страница
|
|
|
|
Пакеттеуші рольгангтерді қайшының алдына (пішіндерді бумасымен кесуге беріп тұру үшін) немесе қайшыдан кейін (пішін бумасын тоңазытқышқа беріп тұру үшін). Рольганг роликтері бұрыш жасай орналасады (металға қатысты), сондықтан рольгангтегі металл бір мезгілде ұзына бойы және көлденең қозғалады. Қайшыдан кейін орналасқан үздіксіз дайындамалық 700/500 орнағының пакеттеуші рольгангінің сұлбасын қарастырамыз.
Рольганг алты-он роликтен тұрады, олар рольганг осьіне 750 жасай орналасқан және жетегі цилиндрлі редуктор арқылы электрқозғалтқышпен жұмыс істейді: роликтердің жылдамдығы 2,5 м/с.
Сурет 12.3 - Дайындамаларға арналған пакеттеуіш рольганг
Қайшыдан шығып жылжитын (солдан оңға қарай) дайындамалар (ұзындығы 6м дейін) қиғаш орналасқан айналмалы роликтермен оң жақтағы ернеулік бағыттауыштарға қарай жылжи отырып алдыңғы ұштарымен рольгангтан шығып тұратын таяныш-тақтаға тіреледі.
Дайындамалар будасы (8-10 дана) жинақталған соң таяныш тақта роликтер деңгейінен төмен түсіріліп, дайындамалар будасы келесі тоңазытұыш рольгангіне беріледі.
Әдебиеттер: нег. 1 [125-134], 2 [131-145], 3 [118-129]; қос. 5 [95-113].
Бақылау сұрақтары:
1. Рольгангтердің атқаратын міндеті қандай?
2. Рольгангтердің қандай түрлері болады?
3. Тасымалдаушы рольгангтердің қабылдаушы рольгангтерден айырмашылығы неде?
4. Пакеттеуші рольганг не үшін қолданылады?
5. Рольганг жетектерінің қандай түрлері болады?
6. Роьланг қандай бөліктерден тұрады?
13-дәріс. Құймакесек тасығыштар
Илемдеу температурасына дейін қыздырылған құймакесектер қыздырғыш құдықтардан қысқыш кран арқылы құймакесек тасығыштарға беріледі, олар құймакесектерді блюминг немесе слябингтердің қабылдаушы рольгангтарына жеткізіліп, олардың роликтеріне жатқызылады. Содан соң құймакесектер рольгангпен орнақтың жұмыс қапасына беріледі.
Қазіргі кезде құймакесекті берудің екі түрі кеңінен тараған-қайықшалы және айнымалы.
1. Қайықшалы құймакесекті беру көбінесе құдықтар екі паралелль пролеттарда орналасқанда қолданылады. құдықтың әр қатарының бойымен құймакесек тасығыш жүріп отыратын болады.
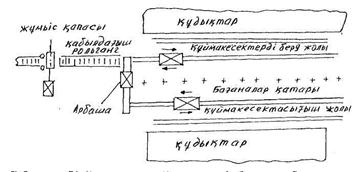
Сурет 13.1 - Қайықшалы құймакесекті беру сұлбасы
Құймакесек төрт жүріс дөңгелегіне (диаметрі 1050 мм) орнатылған салмақты қана болып жасалған. Ілінісуді жақсарту үшін барлық төрт дөңгелегі де жетекті (сурет 7.6.).
Дөңгелектер жетегі арбашаның екі жанынан екі артқы осьтің ар жағында орналасқан. Жетек екі электрқозғалтқыш (N=100кВт, n= 475/950 айн/мин), тісті муфта және червякты редуктор арқылы жүзеге асырылады. Қозғалтқыштар арнайы желдеткіштермен суытылады. Домалау мойынтіректері құймакесек тасығыштың өзінде орналасқан дербес станциядан қою маймен майланады (3-4 сағ. кейін).
Арбаша қаңқасының алдыңғы бөлігінде, екі цапфаға массасы 15 т салмақты құйма бесікше орнатылған. Бесікшенің бұрылуы және құймакесектің аударылуы бұлғақты-қосиінді беріліс арқылы жүзеге асырылады. Оның жетегі жеке электрқозғалтқышпен жұмыс істейді (N=60 кВт, n=540 айн/мин). Сонымен қатар бесікшенің аударылуы гидроцилиндр көмегімен де жүргізілуі мүмкін.
Бесікше цапфасының диаметрі 320 мм. Бесікшенің алдында қаңқаға диаметрлері 475 мм рольгангтың екі ролигі орналасқан. Олар цилиндрлі шестернялар (i=10,3) арқылы электрқозғалтқыш (N=34кВт, n= 620 айн/мин) көмегімен жетектеледі. Роликтердің шеңберлі жылдамдығы 1,5 м/с. қозғалтқыштардың қоректенуі арбаша жолының бойында орнатылған троллейлі жетекпен жүзеге асырылады.
1-құймакесек тасығыш; 2-электрқозғалтқыш; 3-бесікше, 4-бұлғақ; 5-қосиін; 6-рельсті жол; 7-құймакесек дөңгелегі; 8-таяныш; 9-қабылдауыш рольганг роликтері; 10-құймакесек тасығыш роликтері; 11-құймакесек.
Сурет 13.2 - Қайықшалы құймакесек беру кезіндегі құймакесек тасығыш сұлбасы
Массасы 35т құймакесек қыздырғыш құдық камерасынан қысқыш кран көмегімен суырылып алынып, жантайтылған күйінде құймакесек тасығыш бесікшесіне орналастырылады. Содан кейін құймакесек тасығыш орнақтың қабылдаушы рольгангіне қарай жылжиды.
Рольгангке жақындағанда құймакесек тасығыш жылдамдығы автоматты түрде төмендейді; таянышқа тірелгенде шеткі ажыратқыш іске қосылып құймакесек тасығыш тоқтайды. Осы сәтте бесікшені бұру механизмінің, алдыңғы роликтердің және қабылдаушы рольганг жетектерінің қозғалтқыштары іске қосылады. Құймакесек роликтерге ақырын түсіріліп, сонан соң қабылдаушы рольганг арқылы ары қарай тасымалданады.
Көрші пролеттағы құймакесекті беру рельс бойымен қозғалатын арбаша көмегімен жүзеге асырылады.
II. Қазіргі заманғы жаншығыш орнақтарда УЗТМ ұсынған құймакесекті айналмалы беру әдісі қолданылады, мұнда айналмалы тұйық жолмен төрт құймакесек тасығыш үздіксіз қозғалыста болады (Сурет 13.3). Қыздырылған құймакесек қысқыш кран көмегімен құймакесек тасығыш қаңқасына горизонталь қалпында орналастыралады. Құймакесекті осы қалпында, рельсті жолдың бұрылған жерінде арнайы итергіштер көмегімен құймакесек тасығыш қаңқасынан итеріліп, қабылдаушы рольганг роликтеріне беріледі.
Құймакесек тасығыш серіппелі амортизаторлары бар массасы 30 т дейінгі құймакесектерге арналған горизонталь платформа орналасқан массасы 43 т өздігінен жүретін арбаша болып жасалған. Мұндай құймакесек тасығыштың құймакесекті аударуға арналған тік бесікшесі болмайды, құймакесек қысқыш кран арқылы платформаның көлденең шығырларына (брус) арбаша қаңқасын бойлай горизонталь орналастыралады.
1-құдықтар; 2-құймакесек тасығыш; 3-айналмалы жол; 4-көпірлі кран; 5-құймакесекті итергіш; 6-қабылдаушы рольганг; 7-жұмыс қапасы; 8-қосымша рельс жолы.
Сурет 13.3 - Айналмалы құймакесек беру сұлбасы
1-пісіріліп жасалған платформа; 2-тақтай; 3,6-амортизаторлар; 4,5-роликті мойынтіректер; 7-редуктор; 8-ток қабылдағыш; 9-жүрісті арбаша; 10-дөңгелек; 11-бос жүрісті жүгіршік; 12-қосымша рельс; 13-бағыттауыш роликтер; 14-электрқозғалтқыш.
Сурет 13.4 - Айналмалы құймакесек беруде қолданылатын құймакесек тасымалдағыштар
Құймакесек тасығыш платформасы роликті мойынтіректер арқылы тақтайшаға және екі жүріс арбашасына топсалы тіреледі. Арбашалардың төрт дөңгелегі (диаметрлері 950 мм) арнайы пішінді (ені 1600 мм) рельстермен жанасады. Әрбір жүріс арбашасы платформа астында орналасқан тұрақты токты электрқозғалтқышынан (N=46 кВт, n=625 айн/мин), цилиндрлі редуктордан тұратын жетекпен жабдықталған. Арбаша осьтерінің базалық арақашықтығы 2200 мм, түзу жолдағы құймакесектің максимал жылдамдығы 5,5 м/с дейін.
Қабылдаушы рольганг тұсына келгенде құймакесек тасығыш тоқтап, итергіш көмегімен платформадағы құймакесек рольганг роликтеріне түсіріледі және ары қарай жұмыс қапастарына тасымалданады.
Құймакесексіз тасығыш содан кейін дөңгелектенген жолмен кері қарай бұрылып жүре отырып, қыздырғыш құдықтарға келесі құймакесектерді қабылдауға жеткізеді. Құймакесек тасығыштың дөңгелектенген рельс жолымен өздігінен қозғалуы үшін жүріс дөңгелектерінің осінде сырт жағынан бос жүрісті жүгіршіктер (диаметрі 630 мм) орнатылған. Олар негізгі рельс жолынан жоғары орналасқан қосымша үшінші рельске тіреледі. Дөңгелектенген жол бөлігіне жақындағанда жүгіршіктер біртіндеп жоғарыланатын үшінші рельске тіреле бастайды, мұнда оң шеткі дөңгелектер аздап көтеріледі де өзінің рельсіне жанаспай өтеді. Сонымен, дөңгелектенген жол бөлігінің бойымен төмен жылдамдықпен (1-1,5 м/с) қозғалғанда, құймакесекте төрт тіреу болады: екі сол жақ жүріс дөңгелегі және екі жүгіршік. Олар жетекті дөңгелектердің рельс бойында тайғанақтауын болдырмайды. Құймакесек тасығышты дөңгелектетіп рельс жолымен қозғалуын бағыттау төрт жұп бағыттауыш роликтермен қамтамасыз етіледі.
Электрқозғалтқыштардың қоректенуі құймакесек жолының бойында орналасқан троллей сымдарынан ток алғыштар көмегімен жүзеге асырылады. Ауыр құймакесектерді (40 т дейін) илемдеуге арналған слябингтерде құдықтардан тік қалыпта суырылып алынатын құймакесектерді горизонталь арбашаларға орналастыру қиын. Сондықтан мұнда вертикаль бесікшесі бар күнделі құймакесек тасығыштар қолданылады, оларда құймакесекті аудару гидроцилиндр көмегімен (Р=20 МПа, d=140 мм, жүрісі=325 мм) жүзеге асырылады. Бесікшені бастапқы қалпына келтіру гидроцилиндр көмегімен (d=380 мм, жүріс 980 мм, Р=12,5 МПа, қайтарылу уақыты 90с) іске асырылады.
Құймакесектің жалпы массасы 110т, оның ішінде қаңқасы 44т, екі арбаша-38т, бесікше - 17,6т. Құймакесек тасығыштар қажетті жылдамдықпен жылжу үшін олар белгілі бір екпінмен қозғалуы керек. Құймакесегі бар құймакесек тасығыш екпін алғанда инерция күші туындайды.
 (13.1)
(13.1)
мұндағы m-құймакесегі бар құймакесек тасығыш массасы;
G-құймакесегі бар құймакесек тасығыш салмағы;
J-үдеу;
Т=Qμ - жанасу күші.
Құймакесек тасығыштың қозғалуы үшін Т>I немесе Qμ>I болуы қажет.
мұндағы Q-құймакесегі бар құймакесек тасығыш салмағының жүктемесі;
G-құймакесек тасығыш салмағы;
μ-үйкеліс коэффициенті.
 (13.2)
(13.2)

 (13.3)
(13.3)
 болғанда j =2м/с 2; өйткені μ =0,2, g=9,8м/с 2 J ≤ 2м/с 2.
болғанда j =2м/с 2; өйткені μ =0,2, g=9,8м/с 2 J ≤ 2м/с 2.
Әдебиеттер: нег. 1 [135-139], 2 [146-154], 3 [130-139]; қос. 2 [139-152].
Бақылау сұрақтары:
1. Құймакесек тасығыштардың атқаратын міндеті мен қысқаша сипаттамасы.
2. Қайықшалы құймакесек тасығыштың құрылымы мен жұмыс принципін түсіндір.
3. Құймакесекті айналмалы беру әдісі қалай жүргізіледі?
4. Айналмалы құймакесек беруде қолданылатын құймакесек тасымалдағыштардың жұмыс принципі қалай?
5. Қайықшалы құймакесекті беру қандай жағдайда қолданылады?
14-дәріс. МАНИПУЛЯТОРЛАР, АУДАРҒЫШТАР, ОРАҒЫШТАР, ТАРҚАТҚЫШТАР ЖӘНЕ ТОҢАЗЫТҚЫШТАР.
Манипуляторлар мен аударғыштар
Манипулятор металды рольганг роликтерінің бойымен олардың бөшкесіне параллель бағытта жылжыту үшін, металдың одан кейінгі пішінбіліктерге (немесе олардың молшерлегініне) дұрыс бағытталу мақсатында қолданылады.
Сонымен қатар манипулятор сызғыштары илемделетін тілкемді (блюм, сляб, дайындама) егер олар илемдеу кезінде қисайып кетсе түзетіп отырады. Манипуляторларды тек құйшакесектерді және қалың дайындамалар мен тілкемдерді илемдегенде, яғни блюмингтерде, слюбигтерде, рельсбалкалы және ірісортты орнақтарда және қалынтабақты орнақтарда қолданады.
Илемдеу желісіндегі аударғыштар илемделетін тілкемді (құймакесек, блюм, дайындама, пішін) пішінбіліктің келесі мөлшеріне (калибріне) берер алдында оны бойлық осіне 90о бұру үшін қызмет етеді. Мұндай аударғыштарды блюмингтерде, слябингтерге, рельсбалкалы және сортты орнақтарда қолданады.
Илемді таза өндеу желісінде әртүрлі типті аударғыштар мен манипуляторлар тағайындалған міндеттеріне (қалың табақты, орамдықты, рельсті және т.б.) байланысты пайдаланады.
Блюмингтің (слябингтің) манипуляторлары мен аударғыштары. Манипуляторлар жұмыс қапасының алдынғы және артқы жағында орналастырылады. Әрбір манипулятор салмақты екі болат құйма сызғыштармен (массасы 15-40 т) жабдықталған олар жұмыс рольгангтерінің екі жанына қондырылған және олар тісті рейкалы ұзын қарнақ (штанга) көмегімен қозғалтылады.
Алдыңғы және артқы сызғыштар пішінбілік жетегі немесе жұмыс рольгангінің роликтер жетегі жағынан болсын рейкамен іліністе болатын тісті шестерня көмегімен ортақ электрқозғалтқыштан айналыс алады. Сонымен сол жақ және оң жақ сызғыш бір мезілде қозғалыста болады. Сонымен қатар оң және сол жақ сызғыштар бір-біріне қарсы қозғалып металды қыса алады және бір-бірінен алшақтай қозғала алады. Алдыңғы сызғыштар жұбымен бағытталған металл қапастың келесі жағынан артқы сызғыштар жұбымен қабылданып алынады.
Блюмингтер мен слябингтерге ілгекшелі типті аударғыштар қолданылады, олардың жұмыс принципі мынада (Сурет 14.1, а): манипулятор сызғышында (жетек жағынан) бағыттауыш ойықтар салу (әдетте төрт немесе бес) қарастырылады, онда аударушы ілгектер 1 тік бағытта қорғала алады; көтерілуі мен түсуі біліктің 2 бұралуы арқылы іске асырылады; оған ілгекпен топсалы жалғасқан рычагтар 3 бекітілген.
Білік 2 өзінің мойынтіректерімен бірге манипулятор 4 сызғышына жинақталған және қарнақтың 5 жүрісі кезінде бұралады. Бастапқы жағдайда тарақ рольганг роликтерінің аралығында болады. Аудару кезінде ілгектер 1 көтереліп құмакесектің (блюмнің) төменгі бөлігін қармап алады және оны жақ төменгі қабырғасына А қатысты бұрады (төңкереді, аударады), рольганг роликтеріне динамикалық соғылуды азайту мақсатында құймакесекті сол жақ сызғышқа аударады. Бағыттауыштың 7 жоғарғы бөлігінде еңіс қиякесік жасалған.
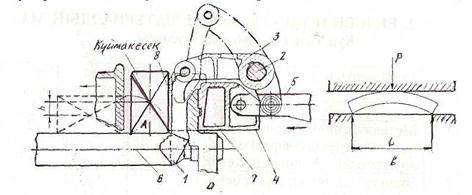
Сурет 14.1 - Блюминг 1300 ілгекті аударғышының сұлбасы (а) және манипулятор сызғышымен сұлбасы (а) және манипулятор сызғышымен блюмді (слябті) түзету сұлбасы
Жоғарғы қалыпта (аударғаннан кейін) ілгек тарақтары сызғыштың 8 жұмыс беттеріндегі ойыққа кіріп тұрады, осының арқасында ілгектердің бастапқы қалпына оралуын күтпей ақ құймакесекті сызғышпен қозғалтуға мүмкіндіктуады.
Ілгектер жоғарғы қалпында метал пішінбіліктер арқылы өтіп біткенше тұрады. Ілгектер төменгі қалпына металды өткізу аралығындағы үзіліс және қозғалтқыштың реверстілігі кезінде түсіріледі.
Қалың табақтардың аударғышы. Массасы 8т, ұзындығы 10-20 м болатын қалың ыстықтай илемделген табақтардың беттерінің сапасын сырттай қарап тексеру үшін әрбір табақты 1800 дейін аударып, оның сатыңғы бетін көруге тура келеді. УЗТМ конструкциясының 2800 – орнағында (Сурет 14.2) қалың табақтарды аудару, табақтарды бір рольнгтен екіншісіне ауыстырып қою кезінде екі рычагтар жүйесімен жүзеге асырылады.
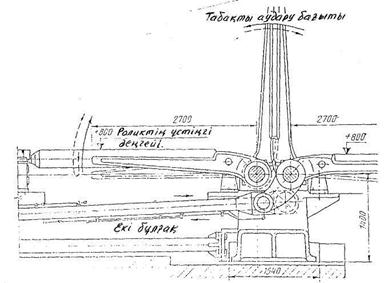
Сурет 14.2 - Инспекциялық рольгангтардағы қалың табақты аударғыш
Бастапқы қалыпта рычагтар әртүрлі жазықтықта рольгангтардың сол және оң жақ аралығында болады. Рычагтардың бұрылуы редуктор білгінің ұшындығы екі қосиінмен жалғасқан екі бұлғақ көмегімен жүзеге асырылады және де бастапқы жағдайда қосиіндер диаметрлері бойынша қарама-қарсы қалыпта болады.
Табақты 1800 бұрышқа үшін бір айналым жасайды және оған 10с уақыт кетеді. Аудару кезінде сол қатардың рычагі мен оң қатардың рычагтары вертикальға 50 бұрыш жасай кездеседі (бұл кезде оң жақ қатардың рычагтары шеткі қалпында болады) және одан ары 100 доға бойымен бірге бұрыла отырып тік (вертикаль) қалыпқа түседі (бір-бірімен қайшы жасай қиылыспайды); бұл мезетте табақты металл сол жақ қатардың рычагтарынан оң жақ қатар рычагтарына ауыстырылып салынады. Қосиіндердің одан ары қарай айналуы барысында және бұлғақтардың бір-біріне қарама-қарсы қозғалысында рычагтар бір-бірінен алыстайды да электрқозғалтқышты қосқан кезде командоаппарат көмегімен бастапқы қалпына келеді.
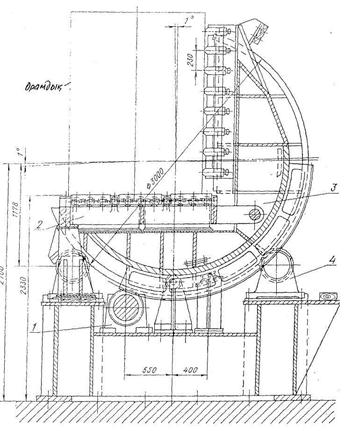
Орағыштардағы ыстық тілкем орамының аударғышы. Үздіксіз кеңтілкемді орнақтардың орағышынан ыстық тілкемдерді (6500 С дейінгі температурада) қоймаға немесе суықтай илемдеу цехына тік қалпында (диаметрі бойынша деформацияланбауы үшін) тасымалдайды. Орамдарды орауыш атанағынан горизонталь қалпында итеріп шығарып, оны одан ары аудару үшін әртүрлі типтегі аударғыштар қолданылады.
14.3 - суретте үздіксіз кеңтілкемді орнақ орағышына қарама-қарсы орналасқан рычагты типті аударғыш конструкциясы (НКМЗ) көрсетілген. Массасы 15т дейінгі ыстық орам орағыштан жеке тіреулері бар білікке бекітілген консоль рычагқа итеріліп беріледі. Біліктің бір тіреуі жағынан бұлғақ көмегімен 1250 бұрышқа бұрылатын қосиін қарастырылған. Өз кезегінде бұлғақ иінді білікпен жалғасқан, ол электрқозғалтқыш (қуаты 41 квт, 625 айн/мин) және редуктор (І-251) арқылы айналысқа түседі.
Иінді білік тіреулері, редуктор және электрқозғалтқыш іргетасқа орнатылған. Жетекші білік тіреулері мен аударушы рычаг аралығында пневмоцилиндр соташығы (шток) арқылы рельс бойымен қозғалатын арбаша болады. Арбаша қаңқасы С – тәрізді пішінде болады, оның ашық бөлігі перпендикуляр бағытта өтетін табақшалы шынтырлы тасымалдағыш (орамға арналған) жаққа қараған.

Сурет 14.3 - Кеңтілкемді үздіксіз орнақ орағышының ыстық орамдықтарды аударғыш
Қосиіннді – бұлғақты жетек көмегімен білік пен рычаг оңға қарай бұрылады, орам горзонталь қалпынан вертикаль қалыпқа аударылып С – тәрізді арбаша қаңқасының жоғарғы бөлігіне қойылады. Содаң соң пневмоцилиндр соташығы арқылы арбаша мен орам оңға қарай жылжиды. Осы кезде қаңқаның төменгі ұзартылған болігі тасымалдағыштың жоғарғы және төменгі шынжырлары аралығымен өтеді, ал қаңқаның жоғарғы бөлігі тасымалдағыштың жоғарғы шынжырынан биіктеу өтеді. Тасымалдағыш шынжырларының аралығында орнатылған гидравликалық көтергіш орамды көтереді,сол кезде арбаша бастапқы қалпына (ортағышқа), ал орам көтергіш көмегімен тасымалдағыштың жоғарғы қабатына түсіріледі. Орамды аударуға 15с, ал арбашаны алдыға қарай қозғалтуға 7с уақыт кетеді. Толық аудару циклы және орамды тасымалдағышқа орнықтыруға шамашен 40 с уақыт кетеді екен.
Суық тілкем оралымының аударғышы. Кейбір жағдайда орамдық тік қалпында қоймада немесе улау және кесу агрегаттарының жанында сақталады. Осы қалпында көпірлі крандардың электрмагнитімен оларды тасымалдайды. Бірақ тілкемді үздіксіз улау желісіне немесе түзету мен кесу агрегаттарына беру үшін олар горизонталь қалыпқа келтіріліп берілген ыңғайлы.
Орамды вертикаль қалыптан горизонталь қалыпқа (немесе керісінше) аудару үшін секторлы Г – тәрізді аударғыш қолданылады (Сур.14.4). Толық емес шеңбер пішінді аударғыш қаңқасы 3 бүйір жақ бос жүріс роликтеріне 4 тіреледі, астыңғы жақтан қаңқаға доғалы тісті рейка бекітілген, ол электрқозғалтқышпен червякты редуктор арқылы жетектелетін тістегерішпен іліністе болады.
Тілкем орамдығы көпірлі кранның электрмагниті арқылы қаңқаның горизонталь үстеліне 2 тік қалпында орналастырылады.
Қаңқаның оңға бұрыла бастаған кезінде орам өзінің жасаушыларымен қаңқаның қаңқаның вертикаль секторындағы еңкіш роликтердің екі қатарына сүйенеді, қаңқаның 900 бұрышқа бұрылған кезінде орам аударылып, горизонталь қалыпқа түседі.
Каңқаның одан ары 3-50 бұрылуы кезінде орам еңкіш бос жүріс роликтерімен сырғып тарқатқыш бағыты бойынша рольгангке қарай түсіріледі.
Сурет 14.4 - Суық орамдарға арналған аударғыш
Әдебиеттер: нег. 1 [197-203], 2 [155-174], 3 [140-149]; қос. 2 [156-172].
Бақылау сұрақтары:
1. Манипуляторлар қандай илемдеу орнақтарында қолданылады?
2. Аударғыштар не үшін керек?
3. Қалың табақты аударғыштың құрылымы мен жұмыс принципін түсіндір
4. Суық тілкем оралымының аударғышына сипаттама бер.
5. Орағыштардағы ыстық тілкем орамының аударғышы қалай жұмыс істейді.
15-дәріс. Орағыштар
Орағыштарды илемделген металды орамдық (тілкем, таспа, штрипс) және дода (катанка, майда сортты пішіндер) жасап орау үшін қолданады.
Тағайындалған міндеті бойынша орағыштарды үш топқа бөлуге болады:
1) ыстық тілкем үшін;
2) суық тілкем үшін;
3) ыстық майда сортты пішіндері (дөңгелек, квадрат, обручка) және сымды (катанка) орауға арналған орағыштар.
Тарқатқыштар (майыстырғыштармен) орамдықтарды қабылдау мен центрлеу үшін, илемдеу орнағына (немесе кесу, күйдіру, қаптау және т.с.с.) тілкемді бағыттау мақсатында орамның алдынғы ұшын майыстыру үшін және орамдықты тарқатқанда тілкемде керіліс тудыру үшін қолданады.
Ыстық тілкемге арналған роликті атанақты орағыштар. Орағыштар үздіксіз кеңтілкемді орнақтың аса жауапты машиналарының бірі болып саналады. Олардың жұмысына орнақты жалпы дурыс пайдалану мен дайын тілкем сапасы тәуелді болып келеді.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 901; Нарушение авторских прав?; Мы поможем в написании вашей работы!