КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разработка математической модели интегрированного промышленного комплекса
|
|
|
|
Данная модель обеспечивает возможность наиболее полно наделять составляющие ее систем конкретными математическими структурами и предельно обобщенно подойти к проблеме описания сложных систем, к которым относятся ИПК - управления производством [102,103,104].
Представим иерархическую структуру (рис. 2.1) интегрированного сквозного автоматизированного проектирования штампового инструмента и управления изготовлением деталей штампов ХЛШ в виде системы векторов:
S=(X, F,Ω,φ,ψ,Z, Κ), (2.1)
Взаимодействие элементов иерархической структуры происходит следующим образом: от вышестоящего элемента к нижестоящему направляется управляющее воздействие, а нижестоящий элемент отправляет информацию (данные) в соответствии с поступившим сверху управлением, причем эта информация проходит специальную обработку и ее объем доводится до приемлемого с сохранением существенных для управления сведений о системе.
В системе (2.1) представлены элементы уровней и функциональные взаимодействия между ними.
 – элемент нулевого уровня иерархии, соответствующий входящему ТЗ, причем разновидность ТЗ – изготовление новой детали или ремонт изготовленной ранее, зависит от входящего значения
– элемент нулевого уровня иерархии, соответствующий входящему ТЗ, причем разновидность ТЗ – изготовление новой детали или ремонт изготовленной ранее, зависит от входящего значения  , т.е.
, т.е.
 . (2.2)
. (2.2)
 – множество элементов 1-го уровня иерархической структуры, которое соответствует экономическому анализу технического задания: f1- менеджер по производству, принимающий решение о целесообразности принятия заказа к производству, f2 – эксперты по финансированию заказа,…, f6 – экономическое подразделение, выдающее заключение о выгодности взятия кредита, причем функции управления этих экономических подразделений
– множество элементов 1-го уровня иерархической структуры, которое соответствует экономическому анализу технического задания: f1- менеджер по производству, принимающий решение о целесообразности принятия заказа к производству, f2 – эксперты по финансированию заказа,…, f6 – экономическое подразделение, выдающее заключение о выгодности взятия кредита, причем функции управления этих экономических подразделений  принимают значения 0 (реализация ТЗ является нецелесообразной) или 1 (реализация ТЗ является целесообразной), т.е.
принимают значения 0 (реализация ТЗ является нецелесообразной) или 1 (реализация ТЗ является целесообразной), т.е.  . Тогда совокупное решение всех экономических отделов представляется в виде:
. Тогда совокупное решение всех экономических отделов представляется в виде:
 , (2.3)
, (2.3)
 ,
,  (2.4)
(2.4)
 ,
,  (2.5)
(2.5)
 ‑ множество выходных воздействий блока АСУП, находящегося на втором уровне иерархии и осуществляющего управляющее воздействие на элементы третьего уровня Ω=(Ω1, Ω2, …, Ω7), причем допустимые значения управляющих воздействий
‑ множество выходных воздействий блока АСУП, находящегося на втором уровне иерархии и осуществляющего управляющее воздействие на элементы третьего уровня Ω=(Ω1, Ω2, …, Ω7), причем допустимые значения управляющих воздействий  и, следовательно, управление АСУП выбирает из множества
и, следовательно, управление АСУП выбирает из множества  , представляющего собой декартово произведение множеств
, представляющего собой декартово произведение множеств  допустимых управлений для каждого блока третьего уровня.
допустимых управлений для каждого блока третьего уровня.
Следует заметить, что управляющее воздействие АСУП на АСНИ Ω1 зависит от значения Z  , а управляющее воздействие АСУП на САПР Ω2 зависит от информации
, а управляющее воздействие АСУП на САПР Ω2 зависит от информации  , поступившей в АСУП от АСНИ
, поступившей в АСУП от АСНИ  , Ω3 ‑ управляющее воздействие АСУП на АСПТП зависит от информации
, Ω3 ‑ управляющее воздействие АСУП на АСПТП зависит от информации  , поступившей в АСУП от САПР
, поступившей в АСУП от САПР  и т.д.
и т.д.
Элементы третьего уровня – АСНИ, САПР, …, АССС находятся в последовательной взаимосвязи  и в то же время взаимодействуют с элементами четвертого уровня иерархической системы: передают управляющее воздействие
и в то же время взаимодействуют с элементами четвертого уровня иерархической системы: передают управляющее воздействие  и получают данные
и получают данные  соответственно. В свою очередь, информация, поступающая от элементов четвертого уровня, зависит от К ‑ управления СУБД, т.е.
соответственно. В свою очередь, информация, поступающая от элементов четвертого уровня, зависит от К ‑ управления СУБД, т.е.  .
.
Теперь, когда иерархическая структура формализована, определим цель работы всей структуры: получить при помощи интегрированного сквозного автоматизированного проектирования и изготовления штампового инструмента за минимальное время.
Суммарное время прохождения системы интегрированного сквозного автоматизированного проектирования и изготовления  имеет вид:
имеет вид:

 (2.6)
(2.6)
Здесь
 – время обработки ТЗ в j-том отделе экономического блока,
– время обработки ТЗ в j-том отделе экономического блока,
 ‑ время обработки управляющей информации от АСУП
‑ время обработки управляющей информации от АСУП  в блоке АСНИ,
в блоке АСНИ,
 ‑ время выполнения управляющего воздействия (указания)
‑ время выполнения управляющего воздействия (указания)  от АСНИ в СУБД
от АСНИ в СУБД
 – время реакции АСУП на обработку поступивших от АСНИ данных
– время реакции АСУП на обработку поступивших от АСНИ данных
 ‑ время обработки управляющей информации от АСУП
‑ время обработки управляющей информации от АСУП  в блоке третьего уровня номер j (j =2,3,…,7), зависит от данных
в блоке третьего уровня номер j (j =2,3,…,7), зависит от данных  , переданных предыдущим блоком третьего уровня и от характера взаимодействия текущего блока с предыдущим блоком того же уровня
, переданных предыдущим блоком третьего уровня и от характера взаимодействия текущего блока с предыдущим блоком того же уровня
 ‑ время выполнения управляющего воздействия (указания)
‑ время выполнения управляющего воздействия (указания)  от блока третього уровня номер j (j =2,3,…,7) в СУБД
от блока третього уровня номер j (j =2,3,…,7) в СУБД
 ‑ время реакции АСУП на поступившую информацию
‑ время реакции АСУП на поступившую информацию  от блока j.
от блока j.
Сформулируем постановку задачи математической модели:

где целевая функция определена в (2.4), а управляющие функции  выбираются из допустимых множеств
выбираются из допустимых множеств  , таким образом, множество всех допустимых управлений системы интегрированного сквозного автоматизированного проектирования и изготовления штампового инструмента выбирается из множества
, таким образом, множество всех допустимых управлений системы интегрированного сквозного автоматизированного проектирования и изготовления штампового инструмента выбирается из множества  .
.
3Конструкторско -технологическое производство штампов на базе штамп – полуфабрикатов
В единичном и мелкосерийном производстве проектирование и изготовление осуществляется индивидуально то есть каждый штамп «курирует» мастер цеха и штампы изготовляются индивидуально. Используя штамп – полуфабрикаты предприятие изготователь формирует «Портфель» заказов штампов по типоразмерам увеличивая, таким образом, партии однотипных деталей в 10, 20, …, 100 раз, что позволяет рабочему не перестраиваться в течении смены, двух смен и т.д.,экономя время на переналадки. Кроме сказанного раздельное изготовление блоков и пакетов, входящих в штамп - полуфабрикат, по УП на станках с ЧПУ без привязки к конкретной детали заказчика, позволяет сводить подготовительно – заключительное время до минимума для каждой детали партии блоков и пакетов, которое может быть для одной детали больше основного времени. На рис. 2.3 представлена модель: штамп – полуфабриката, блока и пакета, входящих в штамп – полуфабрикат и штамп для детали заказчика. Отдельная доработка деталей пакета по УП на станках ЧПУ для детали заказчика, значительно сокращает время и трудозатраты для всего штампа. В то же время в базе данных и знаний сохраняются все данные о спроектированном и изготовленном штампе для дальнейшего ремонта деталей, подлежащих ремонту.
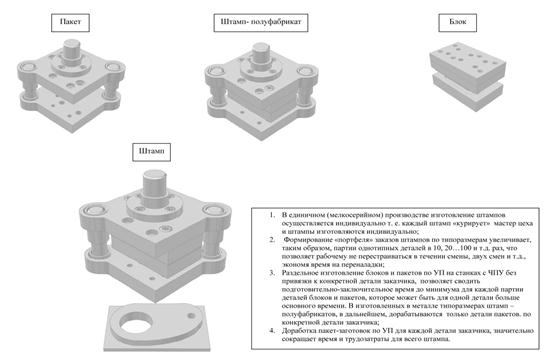
Рис. 2.3 Модель компазиции штампа для детали заказчика на базе штамп – полуфабриката.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 284; Нарушение авторских прав?; Мы поможем в написании вашей работы!