КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Применение серых чугунов
|
|
|
|
Наличие графитных включений ослабляет металлическую основу серых чугунов и снижает их прочность, как из-за уменьшения работающего сечения металлической основы, так и из-за того, что края графитных включений являются концентраторами напряжений, способствуя разрушению чугуна. Сопротивление при растяжении, изгибе и кручении в основном определяется формой, размером и количеством графитных включений.
При сжатии серых чугунов форма, количество и размеры графитных включений практически не оказывает влияния на предел прочности, который оказывается близким к пределу прочности стали и зависит главным образом от типа металлической основы. Прочность серых чугунов при сжатии в 3-5 раз больше, чем при растяжении. Поэтому серые чугуны рекомендуется использовать для изделий, работающих в основном на сжатие.
Графитные включения, нарушающие сплошность металлической основы, делают чугуны малочувствительными к различным внешним концентраторам напряжений (дефекты поверхности, надрезы, выточки и т.д.), то есть делают детали из серых чугунов не-подтверженными усталостным разрушениям.
Графитные включения улучшают обрабатываемость чугунов резанием.
При работе чугуна в парах трения чугун, изнашиваясь, создает полости, заполняемые смазочным маслом, что повышает антифрикционные свойства чугуна.
Графитные включения в серых чугунах увеличивают демпфирующую способность изделий из них, то есть их внутреннее трение, или, иначе говоря, способность чугунов рассеивать подводимую к нему энергию механических колебаний, что снижает шумы при работе машины с такими деталями.
Высокопрочный чугун широко используют в автостроении и дизелестроении для коленчатых валов, крышек цилиндров и других деталей, в тяжелом машиностроении - для деталей прокатных станов, в кузнечно-прессовом оборудовании, в химической и нефтяной промышленности. Ковкий чугун применяется для изготовления деталей, работающих при ударных и вибрационных нагрузках.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Чем отличается чугун от стали?
2.Чем отличаются белые и серые чугуны и как они получаются?
3.Как классифицируются белые чугуны?
4.Что такое ледебурит и как изменяются его структурные составляющие в зависимости от температуры?
5. Назовите структуры доэвтектического, эвтектического и заэвтектического белого чугуна.
6. ЗАКАЛКА
6.1. КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ.
Закалка стали - это термическая обработка стали, которая применяется для получения максимально возможной твердости и прочности стали.
В зависимости от температуры нагрева закалку называют полной и неполной. При полной закалке происходит полное фазовое превращение т.е. сталь при нагреве переводят в однофазное аустенитное состояние.
Полной закалкой подвергают доэвтектоидные стали, нагревая их выше критической температуры GS (Ас3) на 30-50°С (рис.6.1.)
При неполной закалке происходит неполная фазовая перекристаллизация, т.е. сталь нагревают до межкритических температур - между РSК (Ас1) и GS (Ас3) или между РSК (Ас1) и SЕ (Асm). Заэвтектоидные стали подвергают неполной закалке, нагревая их выше линии РSК (Ас1) на 30-50°С (рис.6.1.).

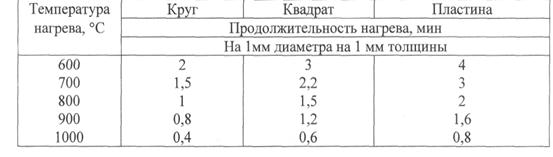
Время нагрева и выдержки детали в печи при закалке зависит от температуры нагрева, формы и размеров детали. (табл.6.1).
Таблица 6.1
Охлаждение стали при закалке производят с большой скоростью (несколько сотен градусов в секунду). При такой высокой скорости охлаждения диффузия углерода в кристаллической решетке железа произойти не успеет, а кристаллическая решетка g- железа, путем сдвига атомов железа друг относительно друга на расстоянии меньше межатомных, перестраивается в a-железо. Так как диффузия атомов углерода и железа отсутствует, т.е. процесса является бездиффузионным, то содержание углерода в решетке a-железа будет равно содержанию углерода в решетке g- железа аустенита в результате чего решетка a-железа оказывается пересыщенной углеродом, деформируется и становится тетрагональной (рис.6.2).
 Эта новая фаза с тетрагональной кристаллической решеткой железа называется мартенситом.
Эта новая фаза с тетрагональной кристаллической решеткой железа называется мартенситом.
Мартенсит - это пересыщенный твердый раствор внедрения углерода в a-железо. Мартенсит имеет высокую твердость, в основном, из-за пересыщения решетки a-железа углеродом и его твердость возрастает с увеличением содержания углерода. Так как целью закалки является получение максимально возможной твердости и прочности стали, то охлаждение стали при закалке необходимо проводить с такой скоростью, чтобы получить мартенситную структуру.
 Скорость охлаждения зависит, в основном, от содержания в стали легирующих элементов и определяется диаграммой изотермического превращения аустенита (рис.6.3).
Скорость охлаждения зависит, в основном, от содержания в стали легирующих элементов и определяется диаграммой изотермического превращения аустенита (рис.6.3).
Диаграмма изотермического превращения стали У8 состоит из следующих областей.
I - область устойчивого аустенита.
II - область неустойчивого переохлажденного аустенита.
III - область распада аустенита на феррито-цементитную смесь.
IV - область продуктов распада аустенита на феррито-цементитную смесь.
V - область бездиффузионного превращения аустенита в мартенсит.
Две С-образные кривые 1 и 2 на диаграмме указывают, соответственно, время начала и конца распада аустенита на феррито-цементитную смесь.
Две горизонтальные линии Мн и Мк на диаграмме указывают, соответственно, температуру начала и конца бездиффузионного превращения аустенита в мартенсит.
Наименьшей устойчивостью переохлаждаемый аустенит обладает при ~ 550°С. Превращения в интервале температур Аr1 - 550°C называют перлитным, а в интервале 550°С - Мн промежуточным или бейнитным.
В области перлитного превращения аустенит, в зависимости от степени переохлаждения превращается в феррито-цементитную смесь пластинчатого строения различной степени дисперсности, под которой понимается суммарная толщина расположенных рядом пластин феррита и цементита.
Перлит - крупнодисперсная смесь пластинок феррита и цементита с суммарной толщиной пластинок 8-10 микрон.
Сорбит - среднедисперсная смесь пластинок феррита и цементита с суммарной толщиной пластинок 6-8 микрон.
Тростит - мелкодисперсная смесь пластинок феррита и цементита (смесь высокой степени дисперсности) с суммарной толщиной пластинок 2-4 микрона.
С увеличением скорости охлаждения возрастает дисперсность феррито-цементитной смеси, что приводит к увеличению прочности и твердости стали и уменьшению ее пластичности.
При скоростях охлаждения больше критической скорости охлаждении Vкр, аустенит переохлаждается до температуры начала мартенситного превращения Мн и начинается мартенситное превращение.
Критическая скорость охлаждения или критическая скорость закалки Vкр - это минимальная скорость охлаждения при которой происходит бездиффузионное превращение аустенита в мартенсит.
Мартенсит зарождается на границе зерна аустенита и в виде линзообразной пластины прорастает через все зерно аустенита. Затем образуются следующие пластины мартенсита, которые расположены под определенным углом к ранее образовавшимся пластинам мартенсита, т.е. образование мартенсита происходит не за счет роста ранее образовавшихся пластин мартенсита, а за счет образования новых пластин мартенсита. Пластины мартенсита выглядят под микроскопом в виде иголок (рис.6.4а) и поэтому говорят, что мартенсит имеет игольчатую структуру, причем размер игл мартенсита тем больше, чем больше исходное зерно аустенита.
При перегреве стали вырастает зерно аустенита и при закалке получится крупноигольчатый мартенсит (рис.6.4в).
Образование мартенсита происходит с увеличением объема и поэтому аустенит остаточный будет находится в напряженном состоянии.
Если охлаждение стали в области V мартенситного превращения прекратить и дать выдержку, то структура стабилизируется и при дальнейшем охлаждением мартенситное превращение либо вообще не происходит, либо происходит с задержкой и не в полном объеме. Для того, чтобы мартенситное превращение прошло наиболее полно, сталь необходимо непрерывно охлаждать до линии конца мартенситного превращения (закалка холодом).
Микроструктура закаленной стали зависит от температуры нагрева и скорости охлаждения. Нагрев до рекомендуемых температур Ас3 + (30…50)°С доэвтектоидных сталей при полной и Ас1 + (30…50) °C заэвтектоидных сталей при неполной закалке позволяет получить структуру мелкоигольчатого мартенсита (рис.6.4а) и мартенсита и вторичного цементита (рис.6.4б).
Охлаждение при закалке со скоростью меньше критической вызывает образование наряду с мартенситом, тростита (рис.6.4д), что приводит к уменьшению твердости стали.
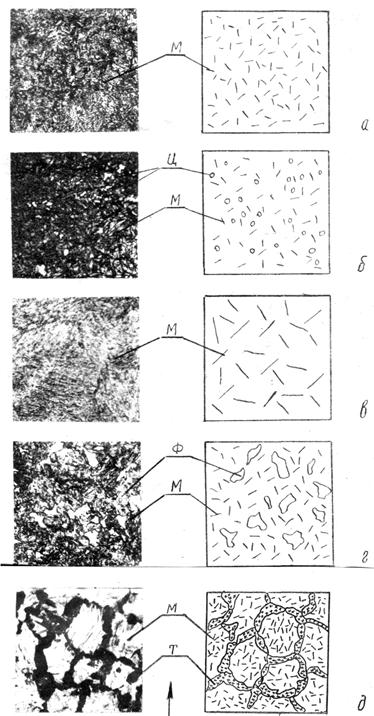
Рис.6.4 Микроструктура закаленной стали и ее условная зарисовка:
а) мартенсит мелкоигольчатый;
б) мартенсит + цементит;
в) мартенсит крупноигольчатый (перегрев стали);
г) мартенсит + феррит (недогрев стали);
д) мартенсит + тростит (замедленное охлаждение)
Углеродистые стали имеют высокую критическую скорость закалки Vкр и поэтому их закаливают в воде или водных растворах солей со скоростью охлаждения 600°С/сек. и выше.
Легирующие элементы в легированных сталях, за исключением кобальта, повышают устойчивость аустенита, что приводит к смещению вправо линии начала превращения аустенита в феррито-цементитную смесь на диаграмме изотермического превращения аустенита легированных сталей, что, в свою очередь, приводит к уменьшению критической скорости закалки легированных сталей. Поэтому легированные стали закаливают в масле со скоростью охлаждения ~ 150°С/сек.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется закалкой стали?
2. Какая скорость называется критической скоростью закалки?
3. Какую структуру имеет доэвтектоидная сталь после закалки при Vохл.>Vкр.?
4. Как определить температуру закалки доэвтектоидной, эвтектоидной и заэвтектоидной сталей?
5. Как влияет на твердость закаленной стали, увеличение количества углерода в стали?
6. Какое строение имеет мартенсит под микроскопом?
7. Сталь У12, температура нагрева Ас1 - (30…50)°С. Какая сформируется структура при закалке?
8. Что такое мартенсит?
9. Какие стали требуют полной, неполной закалки?
10. Сталь 50, температура нагрева Ас1 - Ас3, Vохл.> Vкр. Какая формируется структура?
11. Какую структуру имеет сталь У12 после неполной закалки при Vохл.³ Vкр.. Какая формируется структура?
12. В какой среде охлаждаются углеродистые и легированные стали на мартенсит?
13. Что называется сорбитом, троститом?
14. Что называется ферритом, аустенитом, цементитом, мартенситом?
15. Каков механизм эвтектоидного, мартенситного превращений?
16. Чем отличаются структуры перлита, сорбита и тростита?
17. Назовите особенности мартенситного превращения?
18. Какова природа высокой твердости мартенсита?
19. Зависит ли твердость мартенсита от скорости охлаждения?
20. Почему в закаленной стали присутствует аустенит остаточный?
21. Для чего проводится обработка холодом закаленной стали?
22. Влияет ли время изотермической выдержки на количество и твердость мартенсита?
7.ОТПУСК
7.1. ПРЕВРАЩЕНИЯ ПРИ ОТПУСКЕ СТАЛЕЙ
Сталь, закаленная на мартенсит, обладает сложным полем остаточных напряжений, имеет высокую твердость и склонность к хрупкому разрушению. Поэтому непосредственно после закалки стали не могут быть использованы для эксплуатации и подвергаются окончательной операции термической обработки - отпуску.
Процесс нагрева закаленной стали до температур ниже критической точки Ас1, выдержки при выбранных температурах и последующего охлаждения, как правило на воздухе, называется отпуском стали.
Структура закаленной стали состоит из двух неустойчивых фаз: мартенсита и остаточного аустенита. Поэтому при длительном вылеживании при.комнатной температуре и особенно нагреве неустойчивая структура закаленной стали стремится перейти в более устойчивое состояние, т.е. в структуру, состоящую из ферритоцементитной смеси.
При нагреве закаленной стали происходят процессы диффузии углерода из пересыщенной решетки мартенсита, что приводит к уменьшению степени ее тетрагональности, снижению остаточных внутренних напряжений в стали и образованию карбидных частиц.Скорость процесса распада_мартенсита и количество углерода в нем зависят от температуры нагрева. Чем выше температура нагрева мартенсита, тем больше скорость распада и тем меньше углерода будет оставаться в нем.
В зависимости от температуры нагрева существует три вида отпуска.
Низкий отпуск - нагрев закаленной стали до температур 170... 220°С. Низкий отпуск предназначается для частичного снятия внутренних напряжений и повышения вязкости и пластичности стали без заметного снижения ее твердости (рис.7.1).
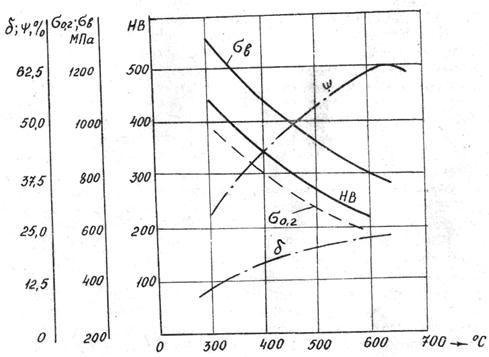
Рис 7.1. Влияние температуры отпуска на механические свойства стали
Этому виду отпуска подвергают мерительный и режущий инструмент, работающий в условиях безударной нагрузки: метчики, плашки, резцы чистовой-обработки и т.д.; детали, прошедшие химико-термическую обработку: цементацию, азотирование, цианирование и т.д. При низком отпуске углерод частично удаляется - диффундирует из пересыщенной решетки мартенсита с образованием включений промежуточных карбидов типа FеxС. При этом уменьшается степень тетрагональности решетки и, как следствие, снижаются остаточные напряжения. Мартенсит закалки переходит в мартенсит отпуска. Значительных изменений в микроструктуре не происходит. Мартенситные иглы теряют свои ранее резкие очертания.
Средний отпуск - нагрев закаленной стали до температур 270......350 (400)°С. Средний отпуск предназначается для почти полного снятия внутренних напряжений, повышения упругих и пластических свойств стали. Этому виду отпуска подвергаются инструмент, работающий в условиях ударной нагрузки: долбяки, строгальные резцы, резцы для черновой обработки дерева, слесарный инструмент и т.д. (максимальный нагрев до 3500С), детали машин, к которым предъявляются требования высоких упругих свойств: рессоры, пружины и др. (температура нагрева 400°С).
При среднем отпуске, особенно при максимальных температурах, избыточный углерод покидает кристаллическую решетку Fe-a, в результате почти полностью устраняются тетрагональность решетки и остаточные напряжения, мартенсит превращается в феррит, а выделившийся из мартенсита углерод образует устойчивый карбид железа Fe3C. Остаточный аустенит превращается в мартенсит отпуска, который затем распадается на ферритоцементитную смесь - тростит отпуска.
При среднем отпуске происходит качественное изменение структуры закаленной стали: из мартенсита закалки и остаточного аустенита образуется тростит отпуска - ферритоцементитная смесь с высокой степенью дисперсности.
Применимость среднего отпуска для упругих элементов конструкций объясняется достижением оптимального комплекса свойств: модуль упругости еще достаточно велик, а хрупкость, за счет распада мартенсита, устранена. При среднем отпуске значительное (до 30%)падение твердости и незначительное увеличение пластичности (рис.7.1) происходят в основном за счет устранения тетрагональности, дефектов кристаллической решетки и остаточных напряжений.
Высокий отпуск - нагрев закаленной стали до температур 500...700°С. Высокий отпуск предназначается для получения однородной мелкозернистой структуры стали и обеспечения наилучшего сочетания прочности, пластичности и ударной вязкости (до 600°С). Двойная термическая обработка, состоящая из закалки и последующего высокого отпуска (до 600°С), существенно улучшает общий комплекс механических свойств, является основным видом термической обработки конструкционных сталей и называется улучшением стали. Улучшению подвергаются такие детали, как шестерни, валы, траверсы, плунжеры, и т.д.
При высоком отпуске, наряду с процессами распада закалочных структур (мартенсита и остаточного аустенита) в ферритоцементитной смеси наблюдаются процессы коалесценции (укрупнения) и сфероидизации (округления) частиц цементитной фазы. Уменьшается количество цементитных включений в ферритной матрице и увеличиваются их размеры, т.е. снижается степень дисперсности структуры. Такая смесь феррита и цементита средней дисперсности зернистого строения называется сорбитом отпуска, в отличие от сорбита закалки, имеющего пластинчатое строение. При высоком отпуске происходит падение твердости (до 50%)закаленной стали при значительном увеличении пластичности и ударной вязкости (рис.7.1.), максимальные значения которых достигаются при температуре отпуска 700°С.
Перед обработкой резанием применяют высокий отпуск (до 700°С), резко снижающий твердость предварительно закаленной стали и износ режущего инструмента. Частицы карбидов оказываются укрупненными. Такая структура именуется перлитом отпуска в отличие от пластинчатого перлита, получающегося при непрерывном охлаждении стали из области аустенита.
Снижение прочности и увеличение пластичности происходит в основном за счет увеличения количества плоскостей скольжения в феррите, свободных от цементитных включений, т.е. устранения препятствий для перемещения дислокаций.
Таким образом, на свойства отпущенной стали влияют температура отпуска и время выдержки при той или иной температуре, способствующие протеканию диффузионных процессов. Bремя выдержки определяется из расчета 2...3 мин на 1 мм толщины обрабатываемого изделия или образца.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. После какой термической обработки проводится отпуск?
2. В чем заключается распад мартенсита и при каком виде отпуска он заканчивается?
3. От каких факторов зависят свойства отпущенной стали?
4. При какой температуре отпуска обеспечивается максимальная твердость?
5. Какова разница в строении тростита и сорбита после закалки и после отпуска?
6. При каком виде отпуска идет коалесценция и сфероидизация цементитных частиц?
7. Какая структура формируется при низком, среднем и высоком отпуске?
8. Что такое улучшение стали?
9. На какие фазы распадается мартенсит при отпуске?
10. Чем отличается тростит отпуска от сорбита отпуска?
11.Чем отличается мартенсит закалки от мартенсита отпуска?
12. Какому виду отпуска подвергаются инструментальные стали, работающие в условиях ударной и безударной нагрузок?
13. Какому виду отпуска подвергаются рессоры и пружины?
8. ОТЖИГ
8.1. ПРЕВРАЩЕНИЕ ПРИ ОТЖИГЕ
Цель любого процесса термической обработки состоит в том, чтобы нагревом до определенной температуры и последующим охлаждением вызвать требуемое изменение строения металла и получить заданные свойства. Если охлаждение ведется медленно, то превращение аустенита в смесь перлита и феррита пройдет достаточно полно вследствие развития диффузионных процессов, и фазовый состав будет соответствовать равновесному состоянию. Например, структура, состоящая из крупных зерен феррита и перлита, какая часто бывает после литья и ковки, в результате термической обработки будет состоять из мелких зерен феррита и перлита. Основой для изучения термической обработки стали является диаграмма железо-углерод (рис.8.1).
Общепринятые обозначения критических точек:
Ас1- соответствует линии РSК,
Ас3 - соответствует линии GS,
Асm- соответствует линии ES.
Отжиг заключается в нагреве стали до определенной температуры, выдержке и последующем медленном охлаждении с печью со скоростью 20-30 град/ч.
Вследствие медленного охлаждения сталь приобретает структуру, близкую к равновесию. Следовательно, после отжига углеродистой стали получаются структуры, указанные на диаграмме железо-углерод:
доэвтектоидная сталь - феррит + перлит,
эвтектоидная сталь - перлит,
заэвтектоидная сталь - перлит + цементит.
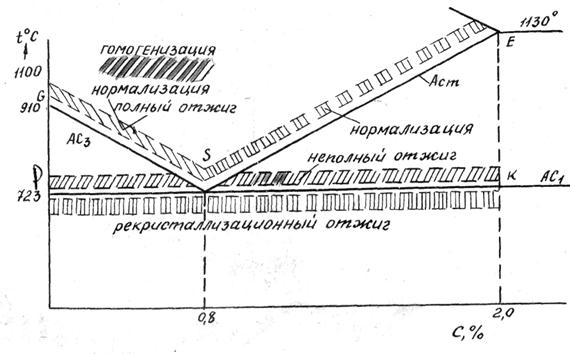
Рис. 8.1 Левая часть диаграммы железо-углерод. Указана температура нагрева при разных видах термической обработки
Различают следующие виды отжига:
Полный отжиг заключается в нагреве доэвтектоидной стали на 30...50°С выше линии (GS), выдержке при этой температуре для полного прогрева металла и завершения фазовых превращений и последующем медленном охлаждении. Сопровождается полной фазовой перекристаллизацией (Ф «А).
Скорость нагрева при термической обработке зависит от химического состава, формы и размеров изделий. Чем сложнее форма, больше размер изделия, выше содержание углерода и легирующих элементов, уменьшающих теплопроводность, тем медленнее следует нагревать сталь, чтобы избежать возникновения трещин за счет термических напряжений, образующихся вследствие разности температур внутренних и наружных слоев детали или заготовки.
Полный отжиг применяется для смягчения стали перед обработкой резанием, для снятия напряжений и устранения пороков структуры. Например, при литье и сварке образуется крупнозернистая структура с игольчатым ферритом и пониженными механическими свойствами, которая получила название видманштеттовой, при горячей пластической деформации наблюдается неоднородное распределение феррита вокруг зерен перлита, что резко снижает прочность стали; при большой степени холодной пластической деформации образуется строчечная структура, которая ведет к анизотропии, т.е. различию свойств металла вдоль и поперек волокон.
Неполный отжиг отличается от полного тем, что сталь нагревается до температуры выше Ас1, но ниже Ас3. Полной фазовой перекристаллизации не происходит, следовательно, устранить дефекты структуры, связанные с нежелательным размером и формой зерна, невозможно.
Неполный отжиг для доэвтектоидной стали применяется для снятия напряжений и улучшения обрабатываемости и позволяет экономить тепловую энергию.
Заэвтектоидная сталь не отжигается по режиму полного отжига с нагревом выше Асm, так как при медленном охлаждении выделяется грубая сетка вторичного цементита, которая ухудшает механические свойства стали. Для заэвтектоидной стали применяется неполный отжиг. При нагреве до Ас1 + (30...50)°С в аустените остается большое число нерастворившихся включений цементита перлита, которые способствуют образованию зернистого перлита при охлаждении. Инструментальная сталь со структурой зернистого перлита обладает наименьшей твердостью, наилучшей обрабатываемостью резанием и менее склонна к перегреву при закалке.
Изотермический отжиг заключается в нагреве стали до Ас3 +(30...50)°С и выдержке при этой температуре. Затем деталь быстро переносится в печь или ванну с жидкой разогретой солью или расплавленным свинцом с температурой 690...700°С (ниже Ас1) и выдерживается до полного распада аустенита. Последующее охлаждение производится на воздухе.
Так как аустенит распадается в печи или в ванне при постоянной температуре, то получается более однородная структура. Механические свойства при изотермическом отжиге получаются почти такими же, как и при полном отжиге. Преимущество изотермического отжига - в сокращении продолжительности отжига почти вдвое за счет этапа охлаждения и получении более однородной структуры и свойств по сечению изделия.
Изотермическое превращение аустенита доэвтектоидной стали описывается диаграммой (рис.8.2,в).
Линия I - начало превращения переохлажденного аустенита с образованием феррита.
Линии 2,3- начало и конец превращения переохдажденного аустенита с образованием ферритоцементитной смеси (перлита).
Линии Мн и Мк –начало и конец мартенситного превращения (А®М).
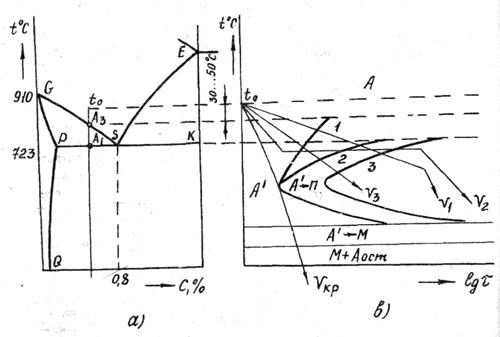
Рис. 8.2. Схема термообработки доэвтектоидной стали:
а) левая часть диаграммы железо-углерод;
в) диаграмма изотермического превращения аустенита;
V1- отжиг при непрерывном охлаждении;
V2-охлаждение при изотермическом отжиге;
V3-охлаждение при нормализации.
На диаграмме показаны скорости охлаждения V, соответствующие различным видам термической обработки. Критическая скорость закалки Vкр. является граничной скоростью охлаждения между диффузионным и бездиффузионным превращениями переохлажденного аустенита.
Рекристаллизационный отжиг применяется для снятия наклепа и восстановления пластичности металла после холодной деформации.
Нагрев производится до температуры, равной (0,4...0,45) Тпл, т.е. 450...650°С (ниже Ас1), затем следует выдержка и медленное охлаждение с печью. В результате рекристаллизационного отжита вместо деформированных образуются новые равноосные зерна, остаточные напряжения снимаются, твердость понижается, а пластичность увеличивается.
Гемогенизирущий (диффузионный) отжиг заключается в нагреве стали до 1100...1200°С, длительной выдержке при указанной температуре и последующем медленном охлаждении. Применяется для устранения дендритной и зональной неоднородностей по химическому составу (ликвации) в литых заготовках.
Применяется для устранения дендритной и зональной неоднородностей по химическому составу (ликвации) в литых заготовках.
При длительной выдержке в области высоких температур наблюдается интенсивный рост зерна, приводящий к снижению механических свойств. Для исправления структуры и улучшения свойств требуется дополнительная термическая обработка (обычно нормализация или полный отжиг).
Нормализация заключается в нагреве доэвтектоидной стали до Ас3 + (40...50)°С, заэвтектоидной - до Асr+(50...60)°С (рис.8.2). После выдержки охлаждение производится на воздухе.
|
|
|
|
|
Дата добавления: 2014-12-08; Просмотров: 683; Нарушение авторских прав?; Мы поможем в написании вашей работы!