КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Состав сталей для штампов холодного деформирования,
|
|
|
|
Ударного деформирования в холодном состоянии (ГОСТ 6950-73)
Состав, свойства и термическая обработка сталей для инструментов
| Сталь | Содержание элементов, % | Закалка | Отпуск | |||||
| С | Si | Cr | W | Температура. °С | Твердость HRC (не менее) | Температура, °С | Твердость HRC | |
| 4ХС 6ХС 4ХВ2С 5ХВ2С 6ХВ2С | 0,35–0,45 0,60–0,70 0,35–0,44 0,45–0,54 0,55–0,65 | 1,2–1,6 0,6–1,0 0,6–0,9 0,5–0,8 0,5–0,8 | 1,3–1,6 1,0–1,3 1,0–1,3 1,0–1,3 1,0–1,3 | – – 2,0–2,5 2,0–2,5 2,0–2,5 | 880–890 840–860 860–900 860–900 860-900 | 47 56 | 240–270 240–270 240–270 240–270 420–440 240–270 420–440 | 51–52 52–54 50–52 51–53 45–47 53–55 46–48 |
Примечания: 1. Во всех сталях 0,2 – 0,4% Мn; <0,3% Ni; >0,03% S и Р. 2. Твердость после закалки – гарантируемая; твердость после отпуска – в пределах обычных колебаний.
Широкое применение для холодных штампов и других инструментов, деформирующих металл в холодном или относительно невысоко нагретом состоянии (накатные плашки, ролики, фильеры для волочения и др.) получили высокохромистые стали (12% Сr при 1,0–1,5% С), обладающие высокой износоустойчивостью, повышенной теплопроводностью, малой деформируемостью при термической обработке и некоторыми другими особыми свойствами.
Состав 12%-ных хромистых инструментальных сталей приведен втабл. 3.6.
Все высокохромистые штамповые стали содержат в среднем 12% Сr (о стали Х6ВФ со средним содержанием 6% Сr будет сказано ниже) и высокий процент углерода. Это приводит к образованию большого количества хромистых карбидов (Сr7С3).
Таблица 3.6
% (ГОСТ 5950-73)
| Сталь | С | Сr | Мо | W | V |
| Х12 Х12М Х12Ф1 Х6ВФ | 2,0–2,3 1,45–1,7 1,2–1,45 1,05–1,14 | 11,5–13,0 11,0–12,5 11,0–12,5 5,5–7,0 | – 0,4–0,6 – – | – – – 1,1–1,5 | – 0,15–0,3 0,7–0,9 0,5–0,7 |
Примечание. Во всех сталях: <0,4% Si; <0,35% Mn; <0,35% Ni; <0,03% Р и S.
Именно большое количество избыточной карбидной фазы (при всех режимах термической обработки) и делает сталь очень износоустойчивой. Способность этих карбидов переходить в раствор и в тем большей степени, чем выше нагрев под закалку, позволяет, изменяя температуру закалки, изменять свойства стали и ее поведение при термической обработке.
По своей природе стали типа XI2 похожи на быстрорежущие, т. к. в них совершаются те же превращения, что и у быстрорежущих сталей.
На рис. 3.15 дана диаграмма, показывающая твердость (HRC) и количество аустенита (А, %)в стали Х12Ф1 в зависимости от температуры закалки.
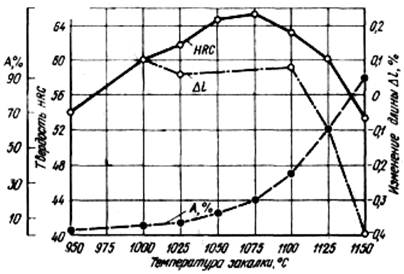
Рис. 3.15. Влияние температуры закалки на твердость стали Х12Ф1,
количество остаточного аустенита и изменение длины (Δ l)
Сначала с повышением температуры закалки твердость возрастает.
Наибольшая твердость в стали Х12Ф1 получается при закалке с 1075°С. Дальнейшее повышение температуры приводит к снижению твердости вследствие еще большего растворения хромистых карбидов и увеличения количества остаточного аустенита.
Необходимую высокую твердость стали типа Х12 можно получить, закаливая ее от высоких температур (1150°С) в масле и, следовательно, получая большое количество остаточного аустенита, а затем путем обработки холодом и отпуска добиваться разложения остаточного аустенита и получать высокую твердость (> 60 HRC). Но чаще сталь типа Х12 закаливают с температур, дающих наибольшую твердость после закалки (от 1050–1075°С) и последующего низкого отпуска (при 150–180СС). Твердость в обоих случаях одинаковая (61–63 HRC), но в первом случае сталь обладает более высокой красностойкостью, а во втором – большей прочностью.
Поскольку в стали типа Х12 количество остаточного аустенита изменяется в широких пределах (почти от 0 до 100%), то естественно, что и изменение объема, которое наблюдается при закалке, также сильно изменяется. При закалке на мартенсит сталь приобретает объем больший, чем исходный, а при закалке на аустенит – меньший (см. кривую Δ l на рис. 3.15). При некоторой температуре соотношение получающегося аустенита и мартенсита таково, что объем закаленной стали точно равен исходному. Как следует из графика, приведенного на рис. 3.15, это будет происходить при закалке с 1120°С, когда фиксируется около 40%остаточного аустенита при твердости 58 HRC (в этом случае Δ l = 0). Однако возможные колебания в температуре закалки, условиях охлаждения и других деталях термического режима, как правило, приводят к тому, что размеры штампа не окажутся точно равными исходным.
Если размеры штампа уменьшились (как говорят, штамп «сел»), то дается отпуск при 520°С. B результате этого остаточный аустенит превратится частично в мартенсит и размеры штампа увеличатся. Если размеры штампа при закалке увеличились (штамп «вырос»), то проводят отпуск при 350°С. Аустенит при этих температурах отпуска остается, а тетрагональный мартенсит превращается в отпущенный и размеры штампа уменьшаются.
Применяемые режимы термической обработки для сталей Х12Ф1-Х12М (обе эти стали практически равноценны), получаемые при этом свойства и некоторые данные о строении (количество аустенита) приведены в табл. 3.7.
Эта операция носит название термической доводки. В результате нее можно довести размеры штампов до требуемого значения с точностью ±0,1 мм.
Стали Х12Ф1, Х12М и им подобные мало деформируются при закалке, а при применении термической доводки деформацию можно свести практически к нулю. Поэтому эти стали следует рекомендовать для инструмента сложной формы, для которого деформация при закалке недопустима.
Таблица 3.7
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 436; Нарушение авторских прав?; Мы поможем в написании вашей работы!