КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Специализированные установки
|
|
|
|
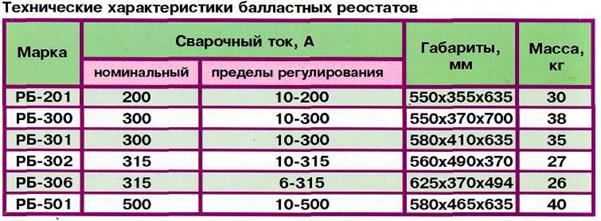
Балластные реостаты
служат для создания падающей характеристики на каждом посту и регулирования сварочного тока (рис.35). Реостатом производится ступенчатая регулировка сварочного тока в достаточно широких пределах (20 ступеней).
 |
|
 |
 Предназначены для ручной дуговой сварки неплавящимся электродом в среде защитных газов в непрерывном и импульсном режимах сталей, цветных металлов и их сплавов.
Предназначены для ручной дуговой сварки неплавящимся электродом в среде защитных газов в непрерывном и импульсном режимах сталей, цветных металлов и их сплавов.
|
регулирования сварочного тока. Время заварки кратера от 0 до 30 с, после чего ток автоматически отключается.
Установки сварочные УДГУ-251,351,501 AC/DC, (именуемые в дальнейшем "установка"), предназначены для ручной (ММА) и для аргонодуговой сварки (TIG) на постоянном (DC) и переменном токе (АС) всех видов металлов и сплавов. Установка аргонодуговой сварки обеспечивает бесконтактный поджиг в режиме TIG на переменном и на постоянном токе.
Изделие разработано и изготовлено в соответствии с требованиями ISO 9001. Установка TIG предназначена для работы в закрытых помещениях. Температура окружающего воздуха от -10 С до +40 С, среднегодовая относительная влажность воздуха не более 80 % при 15 С.
Не допускается использование установки аргонодуговой сварки для работы в среде, насыщенной пылью, во взрывоопасной среде, а также в среде, содержащей пары и газы в концентрациях, разрушающих металлы и изоляцию. Климатическое исполнение установки - У3.1 по ГОСТ 15150-69.
Установка аргонодуговой сварки обеспечивает:
возможность выбора одного из режимов:
- ручная сварка плавящимся электродом на постоянном токе (ММА-DC)
- ручная сварка плавящимся электродом на переменном токе (ММА-АС)
- аргонодуговая сварка неплавящимся электродом на постоянном токе (TIG-DC)
- аргонодуговая сварка неплавящимся электродом на переменном токе (TIG-АС)
Аргонодуговая сварка работает в режимах "длинные швы" или "короткие швы".
В режиме TIG установка обеспечивает:
- продувку газового тракта в течение от 0,2±0,1 с до 8,0±2,0 с последующим включением выходного напряжения
- регулирование времени плавного нарастания тока в начале сварки в пределах от 0,1 ± 0,1 с до 10 ± 3 с
- регулирование плавного снижения тока в конце сварки в пределах от 0,1±0,1 с до 30±3,0 с
- регулирование времени подачи газа в конце сварки в течение от 0,2±0,1 с до 30±5с
- бесконтактный поджиг дуги
- регулирование очищающей и проплавляющей способности дуги в режиме TIG-АС
- возможность подключения пульта дистанционного управления величиной сварочного тока
- индикацию сетевого напряжения при включении установки TIG и индикацию отключения установки при тепловой перегрузке
- регулирование величины начального тока сварки
|

|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 1905; Нарушение авторских прав?; Мы поможем в написании вашей работы!