КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производительности технологических процессов
|
|
|
|
Организационное направление повышения
Технологических процессов
Основные направления повышения производительности
Хронометраж и фотография рабочего времени
Определение вспомогательного времени.
Для определения вспомогательного времени можно использовать два метода: расчетно–аналитический и экспериментальный. Первый метод является наиболее предпочтительным, а при проектах работах и единственно возможным. Он основывается на нормативах, которые определяют длительность отдельных элементов вспомогательного времени. Поэтому нормативы могут быть использованы при нормировании различных операций, выполняемых над различными заготовками.
Для различных типов производства нормативы различны. В крупносерийном и массовом производствах они определяют длительность отдельных мелких переходов и даже элементов переходов (приемов), в единичном и мелкосерийном производствах – длительность более укрупненных переходов.
В нормативах учитываются все основные факторы, влияющие на затраты вспомогательного времени: масса заготовки, тип станка, а следовательно, и конструкцию его органов управления, тип приспособления, способ измерения и т.д. Нормативы времени разрабатываются на основании статистического анализа опытных данных, полученных в результате наблюдения за выполнением различных операций.
Различают две формы наблюдения за расходованием рабочего времени: хронометраж и фотография рабочего времени (ФРВ). Назначением хронометража является измерение и исследование затрат времени на выполнение отдельных приемов ручной и машиноручной работы. Назначением ФРВ является измерение и исследование затрат времени, расходуемого на обслуживание рабочего места.
Различают три основных направления повышения производительности технологических процессов:
1. Конструкторское направление, имеющее целью создание так называемых технологичных конструкций, выбор технологичных материалов и заготовок.
2.Организационное направление, имеющее целью сокращение потерь рабочего времени.
3. Технологическое направление, непосредственно связанное с рационализацией технологических процессов.
С точки зрения организации технологического процесса наиболее важным является вопрос о числе операций. Различают концентрацию операций, т.е. соединение нескольких простых операций в одну более сложную, и дифференциацию операций, т.е. расчленение одной сложной операции на несколько более простых.
Что касается концентрации обработки, то различают три ее вида:
1. Организационную концентрацию, т.е. простое объединение нескольких операций в одну без изменения способа их выполнения.
2. Механическую концентрацию, при которой несколько установов заменяются позициями или осуществляется автоматизированная смена инструментов.
3. Технологическую концентрацию, при которой осуществляется многоинструментная обработка.
Решение вопроса о числе операций в техпроцессе зависит от программы выпуска, конструкции изделия и конкретных производственных условий. При малой серийности, стремясь упростить планирование и подготовку производства, чаще всего концентрируют операции с использованием универсальных станков или станков с ЧПУ. С увеличением серийности и при сжатых сроках на организацию выпуска продукции сложные операции расчленяют на простые, так как при дифференцированном варианте обычно используются простые станки, и отладка процесса и подготовка кадров существенно облегчаются. В дальнейшем, по мере поступления необходимого оборудования, осуществляется концентрация операций, которая имеет следующие преимущества:
I. При обработке за один установ заготовки нескольких поверхностей обеспечивается более высокая точность их относительного расположения;
2. Обеспечивается снижение трудоемкости и себестоимости обработки, повышение производительности труда.
Например, при дифференцированном варианте ступени I и 2 вала (рис. 16.3) обрабатываются на разных операциях, для которых оперативное время
 ;
;  ;
;
т.е. суммарное время  .
.
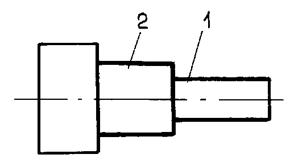
Рис. 16.3. Ступенчатый вал
Если объединить две операции в одну, то получим
 .
.
Если же осуществить технологическую концентрацию и выполнить обработку на многорезцовом станке, то при  оперативное время
оперативное время  .
.
При разработке новых технологических процессов для крупносерийного и массового производства концентрированные варианты обработки реализуют на базе агрегатных многопозиционных станков и автоматических линий.
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 1617; Нарушение авторских прав?; Мы поможем в написании вашей работы!