КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Управление запасами компании
|
|
|
|
Запасы — это находящаяся на разных стадиях производства и обращения продукция производственно-технического назначения, потребительские и другие товары, ожидающие вступления в процесс производственного или личного потребления. Запасы являются связующим звеном между производством и реализацией продукции.
Управление запасами представляет собой сложный процесс, основанный на использовании разнообразных инструментов финансового менеджмента. Под управлением понимается контроль за состоянием запасов и принятие решений, нацеленных на экономию времени и средств за счет минимизации затрат по содержанию запасов, необходимых для своевременного выполнения производственной программы компании.
Управление запасами целесообразно представить следующим алгоритмом:
• анализ запасов в предшествующем периоде;
• определение целей формирования запасов;
• оптимизация запасов;
• контроль за движением запасов.
Анализ запасов в предшествующем периоде позволяет определить уровень обеспеченности производства и реализации продукции соответствующими запасами в предшествующем периоде и оценить эффективность их использования.
При анализе запасов учитываются следующие факторы: политика поставщиков в отношении поставок материальных ценностей; допустимые пределы, в которых могут колебаться запасы; возможность и объем закупок сверх нормальных потребностей при повышении цен или дефиците материальных ценностей; степень устаревания и порчи материальных ценностей в период длительного хранения.
Анализ запасов проводится в разрезе основных их видов и включает четыре этапа. На первом этапе анализируются показатели общей суммы запасов — темпы их динамики, удельный вес в объеме оборотных активов и т.п. На втором — проводится оценка структуры запасов в разрезе их видов и основных групп, выявляются сезонные колебания их размеров. На третьем этапе оценивается эффективность использования различных видов и групп запасов и их объема в целом, которая характеризуется показателями их оборачиваемости. На четвертом этапе дается оценка объема и структуры текущих затрат по обслуживанию запасов в разрезе отдельных видов этих затрат.
Определение целей формирования запасов. Запасы, включаемые в состав оборотных активов, создаются в компаниях для различных целей. Основные из них представлены в табл. 6.4.
Оптимизация запасов. Оптимизация запасов осуществляется по разным видам запасов на основе применения различных моделей и систем управления запасами. К основным инструментам оптимизации управления запасами на товарных складах, к которым относятся запасы конечных продуктов, предназначенных для оптовой и розничной торговли, а также запасы сырья и материалов для использования в производственном процессе, относятся модели оптимального размера заказа и оптимальной партии продукции.
Таблица 6.4. Цели формирования производственных запасов и пути их достижения
| Цели | Пути достижения |
| Поддержание ликвидности и текущей платежеспособности компании; оптимизация структуры запасов | Сокращение средств, отвлеченных в запасы, улучшение финансового состояния компании за счет: — улучшения структуры запасов; — выявления избыточных запасов и неликвидов; — поддержания оборотных активов в наиболее ликвидном состоянии; — сокращения потребности в источниках финансирования; — снижения расходов, связанных с финансированием запасов |
| Поддержание конкурентоспособ-ности компании | Улучшение обслуживания покупателей и заказчиков, поддержание деловой репутации компании за счет: — рационального соотношения между имеющимися видами готовой продукции; — сокращения потерь, связанных с упущенной выгодой из-за отказа от срочного заказа или предложения |
| Оптимизация затрат, связанных с формированием и поддержанием запасов | Сокращение издержек производства за счет: — устранения потерь рабочего времени, вызванных нехваткой сырья и материалов; — сокращения простоев оборудования из-за нехватки запасных частей; — обеспечения более рационального процесса производства вследствие исключения частых изменений в календарных планах и дорогостоящих переналадок, вызываемых некомплектностью ресурсов; — поддержания наиболее экономичного соотношения между затратами на хранение и приобретение запасов; — уменьшения затрат на содержание филиальных складов и других складских помещений |
| Обеспечение необходимого контроля за запасами | Снижение потерь, связанных с неудовлетворительной системой контроля за количеством и качеством поступающих материальных ценностей, предотвращение возможных потерь, порчи и бесконтрольного использования запасов |
Оптимальный размер заказа — это математически рассчитанный размер заказа, который позволяет добиться оптимального соотношения между затратами на хранение запасов (в том числе величиной «замороженных» в них денег) и затратами на подготовку и выполнение заказа. Эта модель основана на определении точки перезаказа — минимального уровня складского запаса, по достижении которого формируется заказ на пополнение. При этом объем заказываемой партии рассчитывается на основе формулы оптимального объема заказа, или формулы Вильсона (wilson formula, которую часто называют формулой оптимального размера заказа или формулой экономичного размера заказа (economic order quantity — EOQ)). Она позволяет минимизировать суммарные затраты на размещение заказа и хранение материала на складе1:
 (6.21)
(6.21)
где Со — затраты на выполнение одного заказа, руб.; А — потребность в заказываемом продукте в течение данного периода, шт.; Сn — цена единицы продукции, хранимой на складе, руб.; i — доля от цены Сn приходящейся на затраты по хранению.
Пример:
Потребность в заказываемых изделиях в течение определенного периода составляет 500 шт. Стоимость единицы изделия, хранимой на складе, составляет 40 руб. За траты на выполнение одного заказа — 250 руб. Доля от годовой стоимости запаса на хранение составляет 0,1. Оптимальный размер заказа равен:
Допущения для формулы оптимального размера поставки EOQ следующие: затраты на выполнение заказа Со, цена поставляемой продукции Сn и затраты на хранение единицы продукции в течение всего рассматриваемого периода постоянны; период между заказами (поставками) постоянен; заказ EOQ выполняется полностью и мгновенно; интенсивность спроса постоянна; емкость склада не ограничена; рассматриваются только текущие (регулярные) запасы, транзитный и страховой запасы отсутствуют.
В формуле (6.21) предполагеся, топлата за хранение единицы продукции пропорциональна ее цене, а среднее количество находящейся на хранении продукции при постоянной интенсивности спроса на данный период составляет '/2 искомой величины заказа.
Практика аренды складских помещений, а также расчеты затрат на хранение на складах ряда компаний свидетельствуют о том, что как правило, учитывается не средний размер партии, а площадь (или объем) склада, которая требуется для всей поступившей партии.
1 См.: Лукинский, В. С. Модели и методы теории логистики: учеб. пособие СПб.: Питер, 2003. С. 61.
С учетом данного обстоятельства расчетная формула для оптимальной величины заказа будет выглядеть следующим образом1:
 (6.22)
(6.22)
где β — коэффициент, отражающий связь между долей от стоимости объема заказа и установленной арендной платой.
При коэффициенте β = 0,5 получаем формулу 6.21.
В модели EOQ также предполагается, что стоимость единицы запаса не зависит от размера закупки. Однако на практике стоимость единицы товара очень часто зависит от размера закупаемой партии в связи с предоставляемыми большинством компаний скидками. Эти оптовые скидки могут существенно изменить решение об оптимальном размере закупки в сторону его увеличения. Значительное увеличение размера заказа по сравнению с EOQ может привести к значительному росту складских издержек. Однако, если рост складских издержек компенсируется оптовой скидкой на стоимость единицы закупаемого запаса, увеличение размера заказа имеет смысл.
В методе оптимального размера заказа не учтены затраты на транспортировку, поэтому при его использовании следует сопоставлять получаемую экономию с затратами на доставку с учетом особенностей компании и предусматривать мероприятия для их снижения.
Статистическое управление запасами (statistical inventory control — SIC) является дополнением к подходу EOQ и предусматривает страховой (буферный) запас для компенсации случайных колебаний спроса на материал и/или времени доставки. Размер страхового запаса рассчитывается исходя из вероятностных характеристик и экономических показателей.
Методы EOQ и SIC достаточно просты, но основаны на экстраполяции и поэтому не позволяют оптимально сбалансировать спрос и запасы в нестабильных условиях. Поэтому их практическое использование оправдано прежде всего для относительно недорогих материалов, для которых можно установить довольно высокий уровень страхового запаса, либо для материалов, которые всегда должны иметься в наличии в количестве, необходимом для бесперебойного функционирования производства.
Модель производства оптимальной партии продукции (economic batch quantity — EBQ) позволяет минимизировать сумму двух основных типов издержек — переменных издержек хранения и постоянных издержек, связанных с запуском новой партии продукции в условиях заданного и постоянного спроса. Формула расчета для оптимального размера партии выглядит следующим образом1:
 (6.23)
(6.23)
где р — скорость производства деталей на линии (шт./месяц, шт./ день); d — скорость потребления деталей конвейером (шт./месяц, шт./день).
Для организации производства важной является проблема управления запасами материалов, частей, узлов и агрегатов, распределенных по производственной линии и проходящих определенную трансформацию в конечный продукт в ходе производственного процесса.
Вопрос об уровне данного вида запасов и способах оптимального планирования и управления производственным процессом рассматривается с точки зрения двух производственных систем — «тянущей»2 и «толкающей»3. Тянущая (вытягивающая) система (pull system) — система организации производства, в которой детали и полуфабрикаты подаются на последующую технологическую операцию с предыдущей по мере необходимости (жесткий график отсутствует).
Толкающая (выталкивающая) система (push system) — система организации производства, в которой детали и полуфабрикаты подаются с предыдущей технологической операции на последующую в соответствии с заранее сформированным жестким графиком.
Ярким представителем «тянущей» системы является распространенная в Японии система JIT («just-in-time»). Представителем «толкающей» системы является широко распространенная на Западе система планирования производственного процесса (material requirement planning — MRP).
С позиции финансиста идеальным состоянием для ведения бизнеса должно быть отсутствие каких-либо товарных запасов при полном обеспечении производственного процесса всеми необходимыми компонентами. Такому условию соответствует система, используемая японскими менеджерами, получившая название JIT, или «точно в срок». JIT — это система управления материалами в производстве, при которой компоненты с предыдущей операции (или от внешнего поставщика) доставляются именно в тот момент, когда они требуются, но не раньше. Партии компонентов настолько малы, насколько это возможно (это зависит от времени выполнения и стабильности цикла доставки). Наибольший успех система JIT имеет в компаниях среднего масштаба с серийным типом производства, где стандартные изделия производятся с высокой скоростью с непрерывным потоком материалов и комплектующих. В данной ситуации процедуры планирования и контроля в достаточной степени стандартизованы и просты. В крупных, высокотехнологичных компаниях, где процедура планирования и контроля производственных процессов является сложной, JIT практически не используется.
Одним из классических примеров использования метода «точно в срок» является деятельность фирмы «Тойота», построившей свой бизнес таким образом, что около 90% всех поставщиков этой автомобильной компании сосредоточены в предместье Тойото. При этом подавляющее большинство комплектующих доставляется к месту сборки в течение нескольких часов или минут до того, как они будут использованы, что позволяет компании значительно сократить операционные расходы и избавиться от непроизводительного труда.
На основе системы JIT крупными американскими компаниями была разработана система комплексного планирования потребностей в материалах — MRP, при которой каждый элемент производства, каждая комплектующая деталь должны быть в нужное время в нужном количестве. Это обеспечивается формированием такой последовательности производственных операций, которая позволяет соотносить своевременное изготовление продукции с заложенным планом выпуска. В упрощенном виде исходную информацию для MRP-системы представляют главный календарный план производства — (master production schedule — MPS), [ MPS — главный календарный план производства. Одна из первых методик, получивших официальный статус стандарта В ее основу входило определение количественных показателей каждого выпускаемого изделия в привязке к временным дискретам планирования (неделя, месяц) в пределах горизонта планирования — так называемое объемно-календарное планирование. Финансовые результаты также оценивались по периодам.]
ведомость материалов, состав изделия, состояние запасов. На основании входных данных MRP-система выполняет следующие основные операции:
• по данным MPS определяется количество конечных изделий для каждого периода времени планирования;
• к составу конечных изделий добавляются запасные части, не включенные в MPS;
• для MPS и запасных частей определяется общая потребность в материальных ресурсах в соответствии с ведомостью материалов и составом изделия с распределением по периодам времени планирования;
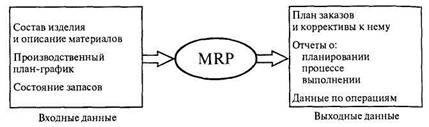
Рис. 6.3. МRР-система
• общая потребность материалов корректируется с учетом состояния запасов для каждого периода времени планирования;
• осуществляется формирование заказов на пополнение запасов с учетом необходимого времени опережения.
Результатом работы MRР-системы является план-график снабжения материальными ресурсами производства (потребность каждой учетной единицы материалов и комплектующих для каждого периода времени). Для реализации плана-графика снабжения система создает график заказов в привязке к периодам времени. Он используется для размещения заказов поставщикам материалов и комплектующих или для планирования самостоятельного изготовления с возможностью внесения корректировок в процессе производства. Системы класса MRP по соотношению «цена — качество» подходят для небольших компаний, где функции управления ограничиваются учетом (бухгалтерским, складским, оперативным), управлением запасами на складах и управлением кадрами.
Контроль за движением запасов в компании позволяет своевременно размещать заказы на пополнение запасов и обеспечивать их рациональное использование. Весьма результативна система контроля, получившая название «метод ABC». Сущность этого метода заключается в проведении классификации всех запасов по комплексному параметру, учитывающему их важность, стоимость, дефицитность и проч.
ABC- метод базируется на правиле Парето, суть которого сводится к тому, что контроль относительно небольшого количества элементов позволяет контролировать ситуацию в целом. На практике сформулированное Парето правило именуют правилом 80/20 (восемьдесят на двадцать), что можно истолковать следующим образом: надежный контроль 20% позиций запасов позволяет на 80% контролировать всю их систему.
Обычно прибегают к трехступенчатому ранжированию запасов — категория А (важные, дефицитные), В (вспомогательные, легкодоступные) и С (средний вариант). Категория А включает ограниченное количество наиболее ценных видов запасов, которые требуют постоянного и скрупулезного учета и контроля (возможно даже ежедневного). Для этих ресурсов обязателен расчет оптимального размера заказа. Категория В составлена из тех видов товарно-материальных запасов, которые в меньшей степени важны для организации и которые оцениваются и проверяются при ежемесячной инвентаризации. Для товарно-материальных запасов этой категории, как и категории А, приемлемы методики определения оптимального размера заказа. Категория С включает широкий ассортимент оставшихся малоценных видов товарно-материальных запасов, закупаемых обычно в большом количестве. Начинать наводить порядок нужно с самой маленькой и самой дорогой группы А.
По мнению специалистов, наибольший эффект дает применение метода ABC в комбинации с другой, пока мало известной в России техникой — XYZ.
ХYZ-анализ позволяет классифицировать запасы в зависимости от характера их потребления и точности прогнозирования изменений в их потребности, что особенно важно для торговых фирм. Результат XYZ-анализа — группировка ресурсов по трем категориям: категория X, ресурсы которой характеризуются стабильной величиной потребления (например, если речь идет о сырье, то существуют нормы расхода каждого вида сырья), незначительными колебаниями в их расходе и высокой точностью прогноза; категория Y, ресурсы которой характеризуются известными тенденциями определения потребности в них (например, сезонными колебаниями) и средними возможностями их прогнозирования; категория Z характеризуется нерегулярным потреблением ресурсов, отсутствием каких-либо тенденций, невысокой точностью прогнозирования.
Объединение результатов XYZ-анализа и данных метода ABC позволяет разбить запасы на девять блоков, каждый из которых имеет две характеристики: стоимость запасов и точность прогнозирования потребности в них (рис. 6.4).
В управлении этими блоками существуют определенные закономерности. Группы АХ, AY и AZ требуют наибольшего внимания, для них необходимо тщательное планирование потребности, нормирование расхода, скрупулезный (ежедневный) учет и контроль, постоянный анализ отклонений от запланированных показателей. Причем, для категории АХ следует рассчитывать оптимальный размер закупок и возможно использовать JIT. А для категории AZ эффективнее использовать систему снабжения по запросам с обязательным расчетом величины страхового запаса. Для ресурсов категории СХ, CY, CZ применяются укрупненные методы планирования, а функции контроля чаще всего делегируются низшим ступеням управления.
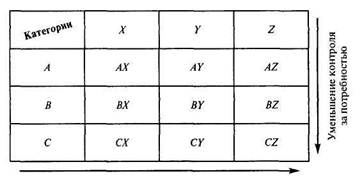
Уменьшение точности прогнозирования
Рис. 6.4 Объединение результатов ABC- и XYZ-анализа
Классификация систем контроля за состоянием запасов производится в зависимости от выбора и регулируемых значений таких параметров, как размер заказа, точка заказа, максимальный запас и периодичность (или период повторения) заказа. Данная классификация приведена в табл. 6.5.
Таблица 6.5 Регулирующие параметры систем контроля за состоянием запасов
| Тип системы контроля | Регулирующие параметры | Оценка параметра |
| 1 Система с фиксированным размером заказа | 1. Размер заказа 2 Точка заказа | Величина партии поставки (величина постоянная). Фиксированный уровень запаса, при снижении до которого организуется заказ очередной партии |
| 2 Система с фиксированной периодичностью заказа | 1. Продолжительность периода повторения заказов 2. Максимальный запас | Оба параметра постоянные, варьирует лишь размер партии |
| 3 Система с установленной периодичностью пополнения запасов до постоянного уровня | 1. Периодичность заказа 2. Максимальный запас 3. Точка заказа | Величина всех трех параметров постоянная. Заказ, величина которого постоянно рассчитывается, осуществляется не только в установленные моменты времени, но и при достижении запаса точки заказа |
| 4 Система «Минимум-максимум» | 1 Максимальный запас 2 Точка заказа 3. Периодичность заказа | Величина первых двух параметров постоянная, периодичность заказа — величина переменная, в определенных пределах варьирует и размер закупаемой партии |
Для контроля за состоянием запасов в ряде стран применяются показатели запасоемкости, нормативы предельного уровня запасов, показатели скорости товарооборота и времени обращения товаров.
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 855; Нарушение авторских прав?; Мы поможем в написании вашей работы!