КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электродуговая сварка и резка
|
|
|
|
Сварка по способу Бернадоса. На рис.74 приведена схема такой сварки. Электрическая дуга 4 возбуждается между свариваемой деталью 5 и электродом 3. Электрод закрепляется в держателе 2, который гибким кабелем 8 присоединяется к одному из полюсов источника тока 7, как правило, к отрицательному - катоду. Свариваемые части помещают на металлической плите 6, соединенной со вторым полюсом источника тока. Дугу зажигают кратковременным соприкосновением электрода со свариваемой деталью.
Рис.74. Схема сварки по способу Бернадоса
Электрическая дуга поддерживается при неизменном расстоянии между металлом и электродом. Это расстояние определяет длину дуги и приблизительно равно диаметру электрода. Плазма дуги с температурой свыше 5000 0С расплавляет кромку свариваемых частей, и металл кромок сливается в общую ванну. При передвижении дуги вдоль свариваемых кромок нагреваются и плавятся новые частицы металла, а остающийся позади ванны металл затвердевает, остывает и образует шов, соединяющий свариваемые части в одно целое. Сварка способом Бернадоса имеет ограниченное применение. Ею пользуются для соединения с отбортовкой тонкостенных стальных деталей, где не требуется присадочный материал, для цветных металлов и чугуна, а также для наплавки порошковых твердых сплавов. При этом способе сварки используют постоянный ток, причем для устойчивости дуги и меньшего расхода электродов пользуются прямой полярностью: деталь включают анодом (+), а электрод - катодом (-).
Сварка по способу Славянова (рис.75,а). При этой сварке применяют металлический электрод 1 в виде проволоки. Дуга между электродом и основным металлом плавит их оба, причем образуется общая ванна, где перемешивается весь расплавленный металл. Таким образом, электрод одновременно служит здесь присадочным материалом. Электродная проволока выпускается диаметром от 1 до 10 мм. Для сварки обычной стали чаще всего применяют мягкую стальную проволоку с 0.1 - 0.18 % С, а для легированных сталей проволоку марок Св-10ГС, Св-10ГСМ, Св-20ХГСА, Св-15М и др.
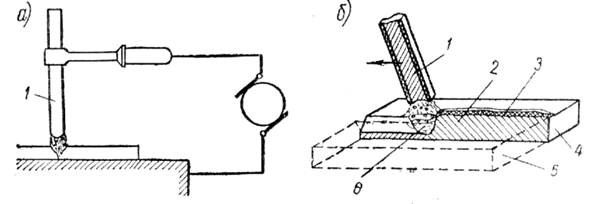
Рис.75. Схема сварки по способу Славянова (а); сварка покрытым
электродом (б): 1-электрод; 2-наплавленный металл; 3 - затвердевший шлак; 4 и 5-свариваемые части; 6-ванна жидкого металла
При ручной дуговой сварке пользуются электродами (рис.75,б), покрытыми обмазкой. Покрытия электродов бывают тонкие (ионизирующие) и толстые (качественные). Тонкие покрытия наносятся для повышения устойчивости дуги; они состоят из мела с жидким стеклом. Находящиеся в составе мела ионы кальция легко испаряются в плазме дуги, способствуя ее устойчивости. Вес ионизирующего покрытия составляет 1-2% от веса электрода, а толщина обмазки 0.1-0.25 мм. Толстые (качественные) обмазки должны не только обеспечивать устойчивость дуги, но и удовлетворять другим требованиям.
Составы обмазок для толстых покрытий подбирают таким образом, чтобы вокруг дуги создавалась газовая среда, защищающая металл электрода и металл ванны от окисления и растворения в нем газов (например азота). По мере плавления электродов обмазка шлакуется и шлак равномерно покрывает шов, защищая металл от окисления и насыщения азотом. Кроме того, шлак замедляет охлаждение металла, что способствует выделению растворенных газов и уплотнению шва. В случае необходимости в обмазку шва добавляют ферросплавы для легирования. Таким образом, в состав толстых покрытий входят ионизирующие (мел), газообразующие (мука), шлакообразующие (полевой шпат) вещества, а также раскислители (ферромарганец) и лигатуры. Вес качественной обмазки составляет 20-35% от веса электрода.
Во всех случаях, когда сварная конструкция или деталь машины должна выдерживать большие нагрузки применяют толстопокрытые электроды, обеспечивающие прочность и пластичность шва, не уступающих основному металлу.
Типичными дефектами швов являются: непровар (местное отсутствие сплавления), пористость металла швов, шлаковые включения и трещины, пережог (окисление металла в шве и прилегающей основе).
В зоне шва структура металла и его механические свойства изменены вследствие нагрева при сварке и последующего охлаждения, поэтому в сварном шве имеются остаточные напряжения. Для устранения напряжений и выравнивания структуры производят отжиг сваренных деталей.
Аппаратура для сварки. Для возникновения электрической дуги необходимо напряжение 18 - 20 в при металлическом электроде (напряжение холостого хода 55-65 в) и 35-40 в - при угольном электроде (напряжение холостого хода 60-80 в). В момент появления дуги, когда электрод касается изделия (короткое замыкание), сила тока растет, а напряжение падает почти до нуля; при удлинении дуги напряжение увеличивается.
Дуговая сварка возможна при постоянном и переменном токах. Дуга на постоянном токе устойчивее, но расход электроэнергии и стоимость сварки выше. Для питания дуги постоянным током применяют генераторы и выпрямители.
Для сварки переменным током используют сетевой ток стандартного напряжения (22, 380, 500 в), который пропускают через сварочный аппарат, состоящий из понижающего трансформатора и регулятора тока.
На рис.76 приведена схема включения сварочного аппарата переменного тока.
Первичная обмотка П трансформатора 1 подключается к сети; ко вторичной обмотке В низкого напряжения (55-65 в) подключается регулятор тока (дроссель(2, регулирующий ток в сварочной цепи. Ток регулируется изменением индуктивного сопротивления дросселя. Перемещение сердечника 3 с помощью рукоятки 4 изменяет зазор а, и следовательно индуктивность обмотки. При увеличении зазора магнитное сопротивление сердечника возрастает, индуктивность обмотки уменьшается и сварочный ток увеличивается; при уменьшении зазора сварочный ток уменьшается.
Рис.76. Схема включения сварочного аппарата
Сварочные генераторы постоянного тока приводятся в действие электродвигателем. Генераторы должны выдерживать токи до 300 а и более, которые возникают при возбуждении дуги.
Дуговая сварка под защитным газом нашла широкое применение. Сущность способа заключается в том, что к дуге подводится защитный газ, вследствие чего дуга горит не в воздухе, а в среде инертного газа (аргона), защищающего расплавленный и застывающий металл от окисления и азотирования.
Аргон-дуговая сварка используется для сварки магниевых и алюминиевых сплавов, нержавеющих сталей, меди и других металлов.
Кроме аргона применяют также углекислый газ, который дешевле аргона, Сварка в углекислом газе применяется для качественных швов, исправления дефектов у отливок из углеродистой и легированной стали.
Помимо рассмотренных выше способов сварки существуют также и другие высокопроизводительные.
Электрошлаковая сварка - способ бездуговой электрической сварки плавлением встык на специальных установках. Для наведения шлака применяют те же флюсы, что и при электрошлаком переплаве стали. Данный способ позволяет заменить цельнолитые и цельнокованые крупные машинные части сварнолитыми и сварноковаными, собранными из удобных в производстве деталей.
Электроконтактная сварка, использующая тепло при прохождении тока через место сварки. Существуют три вида контактной сварки: стыковая, точечная и роликовая.
Стыковая сварка. Для этого вида сварки соединяемые части 1 (рис.77) зажимают в контактных колодках 2 сварочной машины и пропускают через них ток большой силы, индуктирующий во вторичной обмотке 3 трансформатора. При этом в зоне контакта выделяется большое количество теплоты. Нагретые части сдавливают и в месте их контакта происходит сварка; этот способ - сварка сопротивлением; он применяется для низкоуглеродистой стали и цветных металлов.
Рис.77. Схема стыковой сварки
Прочность шва стыковой сварки не уступает прочности основного металла, поэтому она применяется для ответственных соединений и очень распространена в массовом и серийном производстве.
Точечная сварка. Свариваемые части 1 (рис.78) зажимают между электродами 2, по которым пропускается ток большой силы от вторичной обмотки трансформатора. Вследствие большого сопротивления место контакта 3 свариваемых частей нагревается до сварочного жара, и под давлением Р электрода происходит сварка.
Рис.78. Схема точечной сварки
Точечная сварка легко поддается автоматизации и широко применяется при массовом и крупносерийном производстве.
Роликовой сваркой соединяют листы толщиной до 2 мм из низкоуглеродистой стали и листов толщиной до 1.5 мм из нержавеющей стали, латуни, бронзы и алюминия.
Подготовленные свариваемые части 1 (рис.79) пропускают между вращающимися роликами-электродами 2 шовной машины, через которые проходит электрический ток, выделяющий тепло в месте соприкосновения свариваемых частей. В результате этого образуется шов 3.
Рис.79. Схема роликовой сварки
Роликовой сваркой сваривают всевозможные емкости, трубы, сосуды, работающие под давлением, а также другие герметичные изделия из тонких металлических листов.
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 666; Нарушение авторских прав?; Мы поможем в написании вашей работы!