КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция 11.Расчет производственного цикла и построение графиков видов движения 1 страница
|
|
|
|
Вопросы лекции
1. Основные виды движения предметов труда
2. Последовательный вид движения
3. Параллельный вид движения
4. Параллельно-последовательный вид движения
1. Структура производственного цикла (соотношение образующих его частей) в различных отраслях пищевой промышленности и на разных предприятиях неодинакова. Она определяется характером производимой продукции, технологическим процессом, уровнем техники и организации производства. Однако, несмотря на различия в структуре, возможности сокращения длительности производственного цикла заложены как в сокращении рабочего времени, так и в сокращении времени перерывов. Опыт передовых предприятий показывает, что на каждой стадии производства и на каждом производственном участке могут быть обнаружены возможности дальнейшего сокращения длительности производственного цикла. Оно достигается проведением различных мероприятий как технического (конструкторского, технологического), так и организационного порядка.
Осуществление производственных процессов тесно связано с методами их выполнения. Различают три основных вида организации движения производственных процессов во времени:
¨ последовательный, характерный для единичной или партионной обработки или сборки изделий;
¨ параллельный, применяемый в условиях поточной обработки или сборки;
¨ параллельно-последовательный, используемый в условиях прямоточной обработки или сборки изделий.
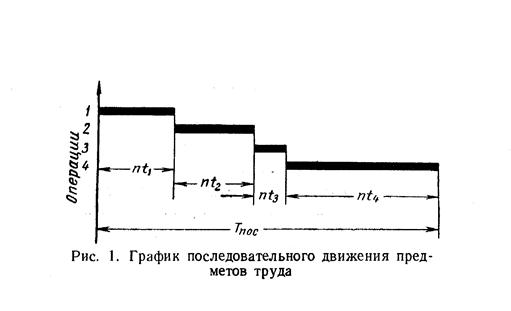
2. При последовательном виде движения производственный заказ – одна деталь, или одна собираемая машина, или партия деталей 1 (серия машин 2) – в процессе их производства переходит на каждую последующую операцию процесса только после окончания обработки (сборки) всех деталей (машин) данной партии (серии) на предыдущей операции. В этом случае с операции на операцию транспортируется вся партия деталей одновременно. При этом каждая деталь партии машины (серии) пролеживает на каждой операции сначала в ожидании своей очереди обработки (сборки), а затем в ожидании окончания обработки (сборки) всех деталей машин данной партии (серии) по этой операции.
Партией деталей называется количество одноименных деталей, одновременно запускаемых в производство (обрабатываемых с одной наладки оборудования). Серией машин называется количество одинаковых машин, одновременно запускаемых в сборку.
На рис. 1 представлен график последовательного движения предметов труда по операциям. Время обработки при последовательном виде движения предметов труда Тпос прямо пропорционально числу деталей в партии и времени обработки одной детали по всем операциям, т. е.
Тпос = Еt * n,
где Еt – время обработки одной детали по всем операциям в мин; n – число деталей в партии.
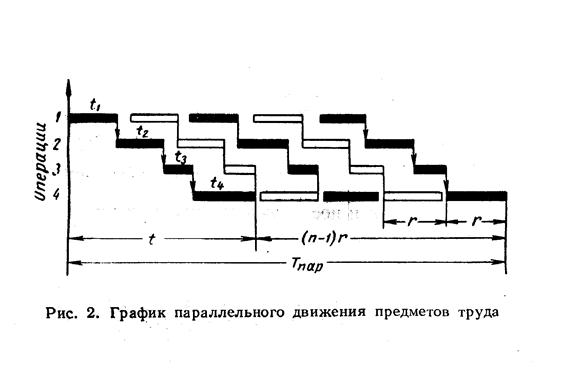
2. При параллельном виде движения обработка (сборка) каждой детали (машины) в партии (серии) на каждой последующей операции начинается немедленно после окончания предыдущей операции, независимо от того что обработка (сборка) других деталей (машин) в партии (серии) на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии (серии) могут одновременно находиться в обработке (сборке) на разных операциях. Общая продолжительность процесса обработки (сборки) партии деталей (серии машин) значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса.
Время обработки (сборки) партии деталей (серии машин) при параллельном виде движения Тпар может быть определено по следующей формуле:
Тпар = Еt + (n – 1) * r,
где r – такт выпуска, соответствующий в данном случае наиболее продолжительной операции, в мин.
Однако при параллельном виде движения, в процессе обработки (сборки) партии деталей (машин) на некоторых рабочих местах могут возникать простои людей и оборудования (рис. 2), продолжительность которых определяется разностью между тактом и длительностями отдельных операций процесса. Такие простои неизбежны в том случае, если операции, следующие одна за другой, не синхронизированы (не выровнены по их длительности), как это обычно делается на поточных линиях. Поэтому практическое применение параллельного вида движения предметов труда оказывается безусловно целесообразным и экономически выгодным при поточной организации производственного процесса.
Необходимость выравнивания (синхронизации) длительности отдельных операций существенно ограничивает возможность широкого применения параллельного вида движения, что способствует применению третьего – параллельно-последовательного вида движения предметов труда.
3. Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей (сборки машин) данной партии (серии) на каждой последующей операции начинается раньше чем полностью заканчивается обработка всей партии деталей (сборки машин) на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки натрии на последующих операциях (производственный задел) позволяет избежать возникновения простоев.
Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, нормалей мелких унифицированных деталей и т. д.).
При параллельно-последовательном виде движения предметов труда могут быть три случая сочетания длительности операций:
1) предыдущая и последующая операции имеют одинаковую длительность (t1 = t2);
2) длительность предыдущей операции t2 больше длительности последующей t3, т. е. t2 > t3;
3) длительность предыдущей операции t3 меньше длительности последующей t4, т. е. t3 < t4.
В первом случае передача деталей с операции на операцию может быть организована поштучно; из соображения удобства транспортировки может быть применена одновременная передача нескольких деталей (передаточной партией).
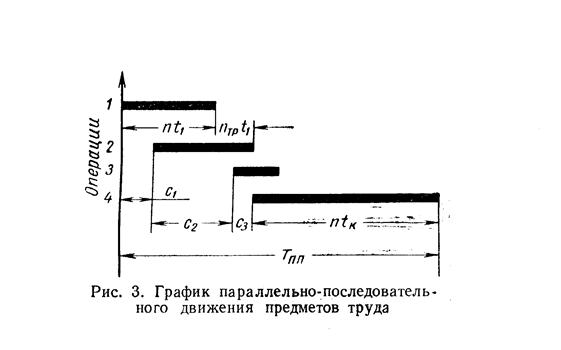
Во втором случае последующая, менее продолжительная операция может быть начата только после окончания обработки всех деталей на предыдущей операции, входящих в первую передаточную партию. На рис. 3 это имеет моего при переходе от первой операции ко второй.
В третьем случае (на рис. 3 – переход от 3 к 4-й операции) нет необходимости накапливать детали на предыдущей операции. Достаточно передать одну деталь на последующую операцию и начать ее обработку без всякого опасения возможности возникновения простоя. В этом, как и в первом случае, передаточная партия устанавливается только из транспортных соображений.
Момент начала работы на каждой следующей операции (рабочем месте) определяется по графику или путем расчета минимальных смещений с.
Минимальное смещение с2 определяется разностью между длительностями предыдущей большей t2 и последующей меньшей операциями t3, а именно:
с2 = n * t2 – (n – nтр) * t3,
где nтр – величина передаточной (транспортной) партии, которая для второго случая сочетания длительности операций определяется из соотношения с1 / t1 (с1 – минимальное смещение первой операции), во всех остальных случаях – из условий удобства транспортировки.
Минимальное расчетное смещение включается в общую продолжительность производственного процесса Т при сочетании длительности операции, относящемся ко второму случаю. В первом и третьем случаях минимальное смещение устанавливается равным времени, необходимому для формирования передаточной партии.
Определяя общую продолжительность производственного процесса при параллельно-последовательном виде движения предметов труда, следует учитывать расчетную величину смещения Ес:
Тпл = Ес + n * tк,
где tк – длительность последней (конечной) операции в данном производственном процессе.
Пример. Определить общую продолжительность процесса обработки партии деталей при различных видах движения, если число деталей в партии n = 40, а время обработки одной детали (в мин) по операциям составляет: t1 = 1,5; t2 = 1,5; t3 = 0,5; t4 = 2,5; такт выпуска r = 2,5 мин.
А. В условиях последовательного вида движения деталей
Еt = t1 + t2 + t3 + t4 = 1,5 + 1,5 + 0,5 + 2,5 = 6,0;
Тпос = Et * n = 6,0 * 40 = 240 мин = 4 ч.
Б. В условиях параллельного вида движения деталей
Тпар = Et + r * (n – 1) = 6,0 +2,5 * (40 – 1) = 103,5 мин, или 1,725 ч.
В. В условиях параллельно-последовательного вида движения деталей
Тп.п = Ес + n * t = 65 + 40 * 2,5 == 165 мин == 2,7 ч.
Сначала следует определить величину Ес. Принимая размер передаточной партии, удобной для транспортировки, nтр = 10 шт., можно найти минимальные смещения по операциям:
с1 = nтр * t1 = 10 * 1,5 = 15 мин;
с2 = n * t2 – (n – nтр) * t3 = 40 * 1,5 – (40 – 10) * 0,5 = 45 мин;
с3 = nтр * t3 = 10 * 0,5 = 5 мин.
Для определения суммы смещений Ес необходимо знать число транспортных партий при передаче деталей со второй на третью операцию, которое будет равно
k = с2 / (nтр * t2) = 45 / (1,5 * 10) = 3;
тогда сумма смещений составит величину Ес = 15 + 45 + 5 = 65 мин.
Таким образом, применение параллельного и параллельно-последовательного видов движения предметов труда дает возможность сократить продолжительность производственного процесса, или, иначе, уменьшить производственный цикл изготовления предмета труда.
Мероприятия организационного порядка направлены на улучшение обслуживания рабочих мест инструментом, заготовками, улучшение работы контрольного аппарата, внутрицехового транспорта, складского хозяйства и т. д. Перестройка производственной структуры завода, цеха, например организация предметно-замкнутых производственных участков, способствующая уменьшению времени перерывов в производственном процессе за счет уменьшения времени межоперационного пролеживания и транспортировки, приводит к сокращению длительности производственного цикла; особенно значительный экономический эффект дает внедрение поточных форм организации производственного процесса.
Сокращение длительности производственного цикла представляет собой одну из наиболее важных задач организации производства на предприятии, от надлежащего решения которой в большой мере зависит его эффективная, рентабельная работа.
Лекция 12. Научно-техническая подготовка производства
Вопросы лекции
1. Научно-исследовательские работы (НИР)
2. Опытно-конструкторские работы (ОКР)
3. Оценка эффективности НИР и ОКР
4. Рыночные испытания товаров (пробный маркетинг)
5. Техническая подготовка производства
Научные исследования можно разделить на фундаментальные, поисковые и прикладные (табл).
Фундаментальные и поисковые НИР обычно не входят в комплекс работ по созданию и освоению новых товаров.
Непосредственно к процессам создания новых товаров относятся прикладные НИР. Основные этапы НИР:
1) разработка технического задания (ТЗ) НИР;
2) выбор направления исследования;
3) теоретические и экспериментальные исследования;
4) обобщение и оценка результатов исследований.
Конкретный состав этапов и работ на них определяется, естественно, спецификой НИР. После завершения прикладных НИР при условии получения положительных результатов экономического анализа, удовлетворяющих фирму с точки зрения ее целей, ресурсов и рыночных условий, приступают к выполнению опытно-конструкторских работ (ОКР). ОКР - важнейшее звено материализации результатов предыдущих НИР. На основе полученных результатов исследований создаются и отрабатываются новые товары.
Основные этапы ОКР: 1) разработка ТЗ на ОКР; 2) техническое предложение; 3) эскизное проектирование; 4) техническое проектирование; 5) разработка рабочей документации для изготовления и испытаний опытного образца; 6) предварительные испытания опытного образца; 7) государственные (ведомственные) испытания опытного образца; 8) отработка документации по результатам испытаний.
Вероятностный характер результатов НИОКР усложняет оценку экономической эффективности и ведет к поэтапному их определению с нарастающей степенью точности. На ранних стадиях выполнения проектных работ расчеты носят прогнозный характер и включают:
- технико-экономический анализ ожидаемых результатов;
- выбор базы для сравнения и приведения вариантов к сопоставимому виду;
- расчет предпроизводственных и капитальных затрат в сфере производства и эксплуатации;
- расчет и анализ показателей экономической эффективности.
Годовой экономический эффект и экономическая эффективность при эксплуатации новых изделий
Методы расчета годового экономического эффекта зависят от того, различается ли в сравниваемых вариантах годовая производительность изделий. При равенстве их годовых производительностей (QН=QА) расчет годового экономического эффекта ведется на базе абсолютных величин капитальных вложений К и эксплуатационных издержек (расходов) И:

Если же годовая производительность нового варианта изделия выше, чем у изделия аналоге  , то годовой экономический эффект Эг рассчитывается на базе удельных затрат k, u:
, то годовой экономический эффект Эг рассчитывается на базе удельных затрат k, u:


где К - абсолютная величина капитальных вложений;
И - абсолютная величина эксплуатационных расходов;
k - удельные капитальные вложения;
u - удельные эксплуатационные расходы;
Ен - норма рентабельности.
Годовой экономический эффект от производства и использования новых средств труда долговременного пользования (машины, оборудование, приборы и т.д.) с улучшенными качественными характеристиками (производительность, долговечность, издержки эксплуатации и т.д.) определяется следующим образом:
 ,
,
где индексы а и н обозначают данные для аналога и нового средства труда соответственно;
З – приведенные затраты единицы средства труда;
С – себестоимость средства труда;
В – производительность или интегральный показатель качества средств труда;
Р – доля отчислений на полное восстановление средств труда, равная
(Ен – коэффициент дисконтирования, Тс – срок службы средств труда);
А – годовой объем производства средств труда.
При экономической оценке нового изделия рассчитывается также срок окупаемости дополнительных капиталовложений и рентабельность ивестиций (в нашем случае - капитальных вложений).
Расчетная рентабельность (бухгалтерская норма рентабельности) капитальных вложений оцениваются соотношением

Срок окупаемости рассчитывается как величина обратная расчетной рентабельности (бухгалтерской нормы рентабельности):
Если в процессе эксплуатации новой разработки (нового изделия) происходит увеличение прибыли и снижение себестоимости выпускаемой продукции или работы (в организации применяющей новую разработку), годовой экономический эффект может быть рассчитан по формуле

где Па - годовая прибыль при эксплуатации имевшегося на предприятии изделия-аналога (станка, прибора и т.п.);
Q - объем производства продукции (работ);
Qн - при эксплуатации новой разработки изделия;
Qа - при эксплуатации разработки изделия, имевшейся на предприятии);
Зн, За - себестоимость выпускаемой продукции соответственно при эксплуатации нового изделия и изделия-аналога;
К - дополнительные капиталовложения на новую разработку изделия;
Ен - норма рентабельности.
Определяя годовой экономический эффект, необходимо обеспечить сопоставимость сравниваемых вариантов нового изделия и изделия-аналога по таким показателям, как:
- объем продукции (работы), производимой с помощью этих изделий;
- их качественные параметры;
- фактор времени;
- социальные факторы производства и использования продукции.
Если капитальные вложения связаны с вводом основных фондов, при расчете годового экономического эффекта могут учитываться амортизационные отчисления (Аг), тогда
 .
.
В этом случае годовая рентабельность капитальных вложений Rк на освоение новых изделий оценивается соотношением
 .
.
Критерием принятия решения по освоению в производстве новых изделий является соотношение

При расчете  в случае приведения доходов и затрат к одному моменту времени (t0) нужно решить следующую задачу. Найти значение , при котором интегральный экономический эффект за расчетный период (срок экономической жизни инвестиций) Эи был бы равен нулю:
в случае приведения доходов и затрат к одному моменту времени (t0) нужно решить следующую задачу. Найти значение , при котором интегральный экономический эффект за расчетный период (срок экономической жизни инвестиций) Эи был бы равен нулю:
где  - прибыль от реализации новых изделий t-го года;
- прибыль от реализации новых изделий t-го года;
 - капиталовложения t-го года;
- капиталовложения t-го года;
T - число лет жизненного цикла инвестиций;
J - коэффициент дисконтирования.
Учет фактора времени при оценке экономической эффективности НИР и ОКР. При выполнении экономических расчетов на этапах НИР и ОКР необходимо учитывать, что капиталовложения, как правило, осуществляются в годы, предшествующие началу производства новых изделий изготовителем и предшествующие началу эксплуатации этих систем. Поэтому все показатели доходов и затрат считаются приведенными к одному моменту времени - первому году расчетного периода(началу изготовления или эксплуатации новых изделий). При необходимости такое приведение делают, деля показатели данного года на коэффициент дисконтирования Jq:
Определение издержек производства изделий на этапах НИР и ОКР
На этапах НИР и ОКР еще нет данных о технологии изготовления нового изделия, его трудоемкости и материалоемкости, поэтому определение издержек производства на этих этапах представляет известные трудности. В то же время комплексный экономический анализ как в сфере производства, так и в сфере эксплуатации необходим для принятия решений о целесообразности новых разработок.
Ориентировочные расчеты издержек в этих случаях ведутся путем установления аналогий между создаваемым изделием и ранее созданным на основе анализа его параметров, элементов и функций. Чаще всего себестоимость рассчитывается одним из следующих методов:
- удельных показателей;
- удельных весовых затрат;
- балльным;
- корреляционным;
- нормативной калькуляции.
Технологическая подготовка производства (ТПП)
Задача ТПП - это обеспечение полной технологической готовности фирмы к производству новых изделий с заданными технико-экономическими показателями (высоким техническим уровнем, качеством изготовления, а также с минимальными трудовыми и материальными издержками - себестоимостью при конкретном техническом уровне предприятия и планируемых объемах производства).
Исходными данными для проведения ТПП являются:
1) полный комплект конструкторской документации на новое изделие;
2) максимальный годовой объем ее выпуска при полном освоении с учетом изготовления запасных частей и поставок по кооперации;
3) предполагаемый срок выпуска изделий и объем выпуска по годам с учетом сезонности;
4) планируемый режим работы предприятия (количество смен, продолжительность рабочей недели);
5) планируемый коэффициент загрузки оборудования основного производства и ремонтная стратегия предприятия;
6) планируемые кооперированные поставки предприятию деталей, узлов полуфабрикатов и предприятия-поставщики;
7) предполагаемые рыночные цены новых товаров с учетом ценовой стратегии предприятия и его целей;
8) принятая стратегия по отношению к риску (с точки зрения наличия дублирующего оборудования);
9) политика социологии труда предприятия.
Технологическая подготовка производства регламентируется стандартами "Единой системы технологической подготовки производства" (ЕСТПП).
Этапы ТПП, содержание работ и исполнители приведены в табл.
Отработка изделий на технологичность. Технологичность - это экономичность изготовления изделия в конкретных организационно-технологических и производственных условиях при заданных масштабах выпуска.
Показатели технологичности конструкции:
- технологическая рациональность конструктивных решений;
- преемственность конструкции.
Технологическую рациональность характеризуют: трудоемкость изготовления; удельная материалоемкость; коэффициент использования материалов; технологическая себестоимость; удельная энергоемкость изготовления изделия; удельная трудоемкость подготовки изделия к функционированию; коэффициент применяемости материалов; коэффициент применения групповых и типовых технологических процессов и др.
Преемственность конструкции характеризуют: 1) коэффициент применяемости
Кпр = (m - mор)/m,
где m - общее количество типоразмеров (наименований) деталей (элементов, микросхем и т.п.);
mор - количество оригинальных деталей;
2) коэффициент повторяемости
 ,
,
где mоб - общее количество деталей;
3) коэффициент унификации
 ,
,
где mу - число унифицированных стандартных и заимствованных деталей, выпускаемых предприятиями отрасли;
4) коэффициент стандартизации
 ,
,
где mст - число стандартных деталей.
Коэффициенты Кпр, Кп, Ку, Кст правильней рассчитать по отношению к трудоемкости элементов.
Организационная подготовка производства (ОПП)
Функции организационной подготовки производства:
1) плановые (в том числе предпроизводственные расчеты хода производства, загрузки оборудования, движения материальных потоков, выпуска на стадии освоения);
2) обеспечивающие (кадрами, оборудованием, материалами, полуфабрикатами, финансовыми средствами);
3) проектные (проектирование участков и цехов, планировка расположения оборудования).
В процессе организационной подготовки производства используются конструкторская, технологическая документации и данные для проведения технологической подготовки производства.
Минимизация потерь тесно связана с характеристикой наращивания выпуска, которая в свою очередь зависит от снижения трудоемкости изделия в процессе освоения.
Для каждого конкретного предприятия, которое характеризуется выпуском определенного вида изделий, уровнем технологии, организацией и т.д., можно установить корреляционную зависимость между суммарным объемом выпуска и его трудоемкостью на основе статистических данных освоения производства раннее выпустившихся изделий. Аналогичную зависимость можно установить и для суммарного объема выпуска и себестоимости:

где З1 и a - себестоимость или трудоемкость изготовления первого изделия, с которого считается начало освоения; Qi и x- порядковый номер изделия с начала выпуска; b - показатель степени, характеризующий крутизну кривой освоения (0,05-0,75) данного конкретного предприятия. Для удобства используют систему прямоугольных координат с логарифмическими шкалами. Тогда функция снижения себестоимости (трудоемкости) представляет прямую линию, тангенс наклона которой соответствует показателю степени (- b), так как
log y=log a - blog x.
При увеличении выпуска в определенное число раз себестоимость (трудоемкость) осваиваемого изделия будет изменяться тоже в определенное число раз. Принято определять величиной коэффициента освоения (Кос) то снижение себестоимости, которым будет характеризоваться каждое удвоение выпуска.
Показатель степени b и коэффициент освоения Кос связаны между собой зависимостью
b=log Koc/log 2.
Например, коэффициенту освоения Кос=0,7 будет соответствовать b=0,546; Кос=0,8 - b=0,322; Кос=0,9 - b=0,152 и т.д. Практика показывает, что для приборостроительных предприятий Кос лежит в пределах 0,7 до 0,9, а наиболее часто встречающийся равен 0,8.
Величины Кос и показателя b зависят от факторов:
- технических (конструктивных, тщательности испытаний и др.);
- технологических;
- материально-технических;
- организационных;
- субъективных.
Момент конца освоения характеризуется конечными показателями XE или (QE YE или ЗE). Зная конечные достигнутые значения величины себестоимости и величину b или Кос, можно построить кривую освоения.
Лекция 13. Организация и управление материально-техническим и трудовым потенциалом предприятия (фирмы)
Вопросы лекции
1. Организация инструментального хозяйства
2. Организация ремонтной службы предприятия
3. Организация энергетического хозяйства предприятия
4. Организация транспортного хозяйства предприятия
5. Организация складского хозяйства предприятия
6. Организация материально-технического снабжения предприятия (МТС)
7. Нормирование труда и определение потребностей в рабочих и специалистах на предприятии
8. Заработная плата и основные принципы ее организации
Задача инструментального хозяйства - своевременное изготовление и обеспечение производства высокопроизводительными и экономичными инструментами и технологической оснасткой, а также поддержание их в работоспособном состоянии в период эксплуатации.
Работа по обеспечению инструментами и технологической оснасткой выполняется подразделениями инструментального хозяйства и ведется по двум направлениям:
- инструментальное производство;
- инструментальное обслуживание.
Функции инструментального хозяйства:
1) разработка нормативов потребления инструмента и оснастки;
2) планирование, изготовления, приобретения, ремонта инструментов и оснастки;
3) изготовление инструментов и оснастки;
4) приобретение;
5) организация хранения и обслуживание цехов;
6) ремонт и восстановление;
7) заточка;
8) утилизация;
9) надзор за надлежащим использованием.
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 5855; Нарушение авторских прав?; Мы поможем в написании вашей работы!