КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Перечень оборудования
|
|
|
|
Примеры планировки цехов и отделений.






 |




















Приложение Г
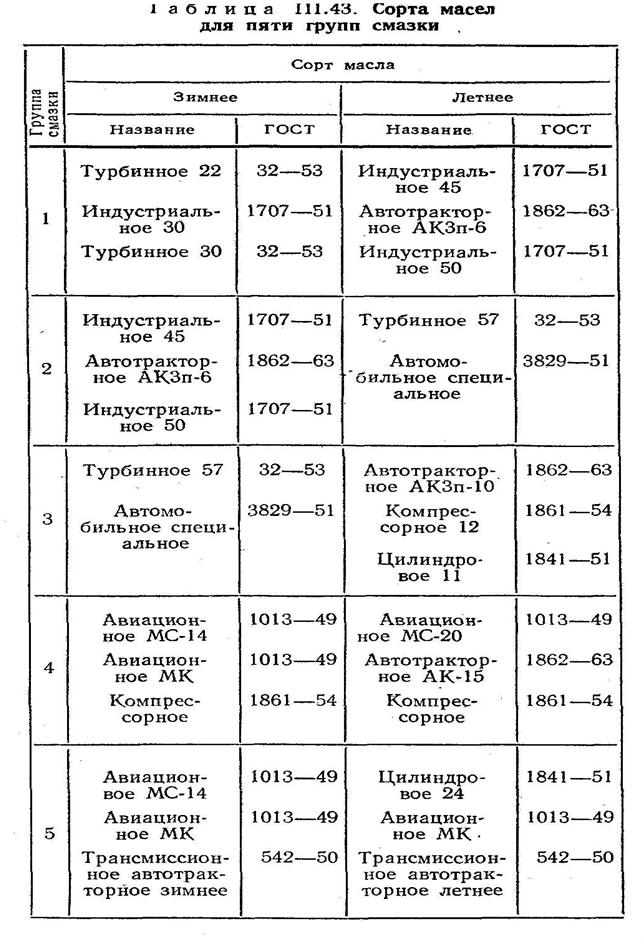
.Смазочные материалы, наиболее часто применяемые для смазки технологического оборудования
| Наименование смазки, ГОСТ | Марка | Область применения | |
| Масла индустриальные общего назначения ГОСТ 20799-75 | И-12А,И-20А, И-30А, И-40А, И-50А | Для смазывания различного промышленного оборудования, где не требуются специальные масла с присадками. | |
| Масла компрессорные ГОСТ 1861-73 | К-12, К -19 | Для смазки поршневых и ротационных компрессоров и воздуходувок | |
| Масла трансмиссионные ГОСТ 23652-79 | ТСп-14,5 ТСп-10 | Для смазывания агрегатов трансмиссий и зубчатых редукторов | |
| Масла цилиндровые тяжелые ГОСТ 6411-76 | Цилиндровое 24 Цилиндровое 38 Цилиндровое 52 | Для смазывания механизмов, работающих с большими нагрузками и малыми скоростями, редукторов и зубчатых передач работающих в условиях теплоизлучения | |
| Масло автотракторное ГОСТ 23652-79 | АК-15, АКп-10 | ||
| МаслодизельноеГОСТ8581.7Е | ДС-8 ДС-11 | ||
| Масло АМГ-10 ГОСТ.6794.75 | АМГ-10 | Предназначено в качестве рабочей жидкости для гидравлических устройств | |
| Смазка графитовая ГОСТ 3333-80 | УСсА | Для смазывания грубых тяжелонагруженных механизмов (открытых шестеренных передач, резьбовых соединений, ходовых винтов, домкратов, рессор и др.) | |
| Универсальная тугоплавкая водоморозоустойчивая ЦИАТИМ | ЦИАТИМ-201 ГОСТ 6267-74 | Для смазывания приборов и механизмов, работающих с малым усилием сдвига при температуре от -- 60° до +90°С. | |
| Смазка солидол жировой ГОСТ 1033-79 | Солидол Ж пресс-солидол Ж | Для смазывания узлов трения, качения и скольжения различных машин и механизмов, работающих при температурах от минус 25° до плюс 65° С | |
| ниверсальная тугоплавкая ГОСТ 1957-73 | УТ-1 УТ-2 | Для средне- и высоконагруженных подшипников качения, работающих в условиях нормальной влажности при температуре не выше 180°С для УТ-1 и 120°С для УТ-2 |
Масла для смазки редукторов
Приложение Д
Справочные материалы к расчету пооперационного времени обработки деталей
.При расчете операций по восстановлению детали можно воспользоваться данными нижеприведенными таблицами и формулами.
.Наименьшая толщина слоя после обработки восстановленной детали
| Метод восстановления детали | Диаметр детали, мм | Наименьшая толщина слоя на сторону после механической обработки детали, мм |
| 1. Металлизация | До 75 До 100 | 0,5-0,6 0,7-0,8 |
| 2. Гальваническое наращивание: А) хромирование Б) железнение | До 100 До 100 | 0,06-0,1 0,2-0,3 |
| 3. Электронаплавка | Не ограничивается |
.Припуски на механическую обработку после восстановления детали
| Метод восстановления детали | Диаметр детали, мм | Припуски на сторону, мм | ||
| Токарная обработка | Шлифовка после токарной обработки | Шлифовка без токарной обработки | ||
| 1. Металлизация | 25-50 50-75 | 0,4 0,5 | 0,1 0,15 | 0,3 0,3 |
| 2. Гальваническое наращивание: А) железнение Б) хромирование | 25-50 50-75 25-75 | 0,3 0,4 - | 0,1 0,15 - | 0,2 0,3 0,1-0,15 |
| 3. Электронаплавка: А) ручная Б) электрошлаковая В) вибродуговая | 25-50 50-75 50-75 До 75 | 2,0 3,0 2,0 - | 0,1 0,2 0,1 - | - - 0,4-0,6 0,3-0,5 |
Способы подготовки поверхности под металлизацию
| Наименование способа | Область применения |
| Пескоструйная обработка | Для деталей сложной форы при толщине слоя от 0,02 до 3,0 мм |
| Насечка зубилом с последующей пескоструйной обработкой | Для плоских поверхностей незакаленных деталей с толщиной покрытия от 0,15 до 4,0 мм |
| Нарезка рваной (или круглой) резьбы | Во всех случаях, где требуется повышенная прочность сцепления с толщиной слоя от 0,15 до 20 мм |
| Намотка проволоки с последующей пескоструйной обработкой | Для восстановления закаленных деталей. Толщина слоя от 0,7 до 35 мм |
| Вибродуговая наплавка (точек, резьбы и т.п.) | Для закаленных деталей любой формы |
| Обдувка дробью | При обработке внутренних и наружных поверхностей любой формы (слабое сцепление) |
.Электроды для ручной дуговой наплавки с особыми свойствами
(ГОСТ 10051-75)
| Марка электрода | Твердость без термической обработки после наплавки | Область применения |
| ОЗН-250У | 20-28 | Наплавка деталей, работающих в условиях интенсивных ударных нагрузок (осей, валов и т.д.) |
| ОЗН-300У | 28-35 | |
| ОЗН-350У | 35-40 | |
| ОЗН-400У | 40-44 | |
| НР-70 | 35-39 | |
| ОМГ-Н | 25-33 | Наплавка деталей,подвергающихся активному износу (стали 110Г13 и 110Г13Л) |
| ЦМИИН-4 | 25-35 | |
| 12АН/ЛИВТ | 25-32 | Наплавка деталей, работающих при ударных нагрузках с абразивным изнашиванием |
| ТКЗ-Н | 50-60 | |
| 13КН/ЛИВТ | 56-62 | Наплавка деталей, работающих в условиях преимущественно абразивного изнашивания |
| Т-620 | 55-62 | |
| Т-590 | 57-63 | |
| Х-5 | 58-63 | |
| ЦС-1 | 48-54 | Наплавка деталей, работающих в условиях абразивного изнашивания с ударными нагрузками |
| ЦН11 | 40-50 | |
| ВСН-6 | 40-55 | |
| ЦН-16 | 40-50 |
Формулы для расчета штучного времени при выполнении операций по ремонту деталей.
Электродуговая наплавка. Штучное время, мин, определяется по формуле
 ,
,
где  - масса наплавленного металла, кг
- масса наплавленного металла, кг
Кn – коэффициент потерь металла на угар, кг 
 -коэффициент наплавки, кг/Ач, равный для ручной электродуговой наплавки 0,008; электрошлаковой – 0,016; вибродуговой – 0,012;
-коэффициент наплавки, кг/Ач, равный для ручной электродуговой наплавки 0,008; электрошлаковой – 0,016; вибродуговой – 0,012;
 - величина сварочного тока, А, равная для ручной электродуговой наплавки – 100-160; электрошлаковой – 250-300; вибродуговой – 150-200;
- величина сварочного тока, А, равная для ручной электродуговой наплавки – 100-160; электрошлаковой – 250-300; вибродуговой – 150-200;
 - коэффициент потерь времени на организационно-техническое обслуживание, равный 1,5;
- коэффициент потерь времени на организационно-техническое обслуживание, равный 1,5;
В случае применения газовой сварки при восстановлении деталей штучное время, мин, может быть определено на основании следует зависимости

 ,
,
где: - масса наплавленного металла, кг
Кn – коэффициент потерь металла на угар, кг
 - коэффициент наплавки, кг/мин, равный для стали при номере на конечника 2-4 – 0,007-0,013, для чугуна – 0,003-0,009
- коэффициент наплавки, кг/мин, равный для стали при номере на конечника 2-4 – 0,007-0,013, для чугуна – 0,003-0,009
Металлизация (напыление). Штучное время, мин, определяют по формуле
 ,
,
где – масса напыленного металла, кг;
 - производительность аппарата на принятых режимах работы, кг/ч (при расчетах принимать равным 3,8-8,1 кг/ч);
- производительность аппарата на принятых режимах работы, кг/ч (при расчетах принимать равным 3,8-8,1 кг/ч);
 - коэффициент, учитывающий потери металла при напылении (для стали =0,6-0,78);
- коэффициент, учитывающий потери металла при напылении (для стали =0,6-0,78);
- коэффициент потерь времени на организационно-техническое обслуживание, равен 1,5
Гальваническое наращивание. Штучное время, мин, может быть определено по формуле
 ,
,
где  – толщина слоя покрытия, мм;
– толщина слоя покрытия, мм;
 - удельная масса железа и хрома, равна 6,7 г/см3;
- удельная масса железа и хрома, равна 6,7 г/см3;
 - плотность тока на катоде А/дм23.
- плотность тока на катоде А/дм23.
Принимать: для хромирования -  А/дм2; для железнения -
А/дм2; для железнения -  А/дм2;
А/дм2;
 - электрохимический эквивалент выделившегося металла.
- электрохимический эквивалент выделившегося металла.
Принимать: для хромирования  г/Ач; для железнения
г/Ач; для железнения  г/Ач;
г/Ач;
- коэффициент выхода по току: при хромировании  ; при железнении
; при железнении  ;
;
 - коэффициент потерь времени на организационно-техническое обслуживание, равный 1,5
- коэффициент потерь времени на организационно-техническое обслуживание, равный 1,5
Механическая обработка. Штучное время для каждого вида механической обработки определяется отдельно без учета серийности производства.
Токарная обработка, мин,
 ,
,
где:  – полная расчетная длина пути перемещения резца, мм, в направлении подачи. Принимеается больше длины проточки на 10-15 мм;
– полная расчетная длина пути перемещения резца, мм, в направлении подачи. Принимеается больше длины проточки на 10-15 мм;
 - число проходов резца, равно
- число проходов резца, равно  (
( - припуск на обработку на сторону,
- припуск на обработку на сторону,  – глубина резания мм, при черновой обработке принимается равной 0,6-1,5 мм и чистовой – 0,1-0,5 мм без учета первого прохода после наплавки электросваркой);
– глубина резания мм, при черновой обработке принимается равной 0,6-1,5 мм и чистовой – 0,1-0,5 мм без учета первого прохода после наплавки электросваркой);
 - число оборотов обрабатываемой заготовки в минуту, принимается равным 300-400 об/мин;
- число оборотов обрабатываемой заготовки в минуту, принимается равным 300-400 об/мин;
 – подача, мм/об (при черновой обработке – 0,1-0,2, при чистовой -0.04-0,08);
– подача, мм/об (при черновой обработке – 0,1-0,2, при чистовой -0.04-0,08);
- коэффициент потери времени на организационно-техническое обслуживание (принимается равным 1,5 на деталь).
Фрезерование, мин,

где: – длина пути, проходимого фрезой в направлении подачи (принимается как длина фрезерования по детали с добавлением 10-12 мм на длину врезания и взятие пробной стружки);
– число проходов;
 - подача в минуту (можно принимать равной 100-120 мм/мин).
- подача в минуту (можно принимать равной 100-120 мм/мин).
Строгание, мин,
где – длина пути, проходимого инструментом в направлении подачи (принимается кратной 10)
– число проходов;
– число двойных ходов в минуту (принимается 60-80)
– подача инструмента за двойной ход, мм (принимается от 0,3 до 0,8 мм при чистовой обработке, при черновой – до 2,5 мм);
- коэффициент потери времени на организационно-техническое обслуживание (принимается на одну настройку равным 1,5).
Эта же формула применяется для расчета штучного времени при долбежных работах.
Нарезание резьбы, мин,
где – длина прохода резца, мм,; 
 - длина нарезаемой резьбы, мм;
- длина нарезаемой резьбы, мм;
- шаг резьбы, мм;
– число проходов, которое устанавливается в зависимости от класса точности резьбы в следующих пределах: первый 3-4; второй - 2-4; третий – 1-2;

 - коэффициент потери времени на организационно-техническое обслуживание принимается на одну настройку равным 1,5).
- коэффициент потери времени на организационно-техническое обслуживание принимается на одну настройку равным 1,5).
Зубонарезание, мин
где – число оборотов фрезы в минуту (принимается 150-200 об/мин);
– число зубьев нарезаемого колеса;
 - подача за один оборот заготовки (принимается 0,5-1,5);
- подача за один оборот заготовки (принимается 0,5-1,5);
 – количество заходов фрезы (двух- и трехзаходная);
– количество заходов фрезы (двух- и трехзаходная);
- число проходов;
- путь фрезы в направлении подачи, мм (учитывается врезание и выбег инструмента. Принимается на 8-10 мм больше длины зуба).
Шлифование, мин,

где – длина продольного хода стола или шлифовального круга, мм (принимается больше длины обрабатываемой поверхности на 50-80 мм);
– припуск на шлифование на сторону, мм;
 - число оборотов заготовки в минуту (принимается из расчета скорости 20-35 м/мин, но не более 900 об/мин);
- число оборотов заготовки в минуту (принимается из расчета скорости 20-35 м/мин, но не более 900 об/мин);
- продольная подача на один оборот заготовки (принимается при черновом шлифовании равной 0,02-0,1 мм, при чистовом 0,003-0,01 мм);
- глубина шлифования или поперечная подача (принимается равной 0,05-0,6 мм);
- поправочный коэффициент на точность принимается при черновом шлифовании равным 1,08-1,2, при чистовом – 1,2-1,6);
- коэффициент потери времени на организационно-техническое обслуживание (принимается на одну настройку равным 1,2-1,4).
Термическая обработка. Штучное время для каждого вида термической операции определяется отдельно без учета серийности производства.
Низкотемпературный отжиг в электропечах, мин,

где:  - диаметр (толщина) детали, мм;
- диаметр (толщина) детали, мм;
- коэффициент потери времени на организационно-техническое обслуживание (принимается равным 1,1-1,2).
Закалка (нагрев в электропечах), мин,

где:  - коэффициент промежуточной загрузки термиста (принимается равным 0,5);
- коэффициент промежуточной загрузки термиста (принимается равным 0,5);
- диаметр (толщина) детали, мм;
- коэффициент потери времени на организационно-техническое обслуживание (принимается равным 1,2-1,3).
Газовая цементация, мин,

где: - коэффициент приведения (принимается равным 12-18);
 - глубина цементации, мм;
- глубина цементации, мм;
 - скорость цементации, равная 0,15 мм/ч.
- скорость цементации, равная 0,15 мм/ч.
Цементация в твердом карбюризаторе, мин,
где: - коэффициент приведения (принимается равным 10-12);
- глубина цементации, мм;
- скорость цементации, равная 0,1 мм/ч.
Газовое цианирование, мин,
где: - коэффициент приведения (принимается равным 26-30);
- глубина слоя, мм;
- скорость цианирования, равная 0,08 мм/ч.
Азотировани е, мин,

где: - коэффициент приведения (принимается равным 7-9);
- глубина слоя, мм;
- скорость азотирования, равная 0,033 мм/ч.
Закалка (отжиг) ТВЧ (мощность генератора 50 кВт, частота – 8000 Гц), мин

где: – масса поверхностного слоя закаливаемой детали, г;
- коэффициент приведения (принимается равным 78-120, причем меньшее значение для мелких деталей);
- коэффициент потери времени на организационно-техническое обслуживание (принимается равным 1,2-1,5).
Приложение Е
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 813; Нарушение авторских прав?; Мы поможем в написании вашей работы!