КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварка трением
|
|
|
|
Ультразвукоывая сварка
При данной сварке детали в точке требуемого соединения тщательно зачищают, предварительно сжимают, а затем к зоне контакта с помощью специнструмента подводят ультрозвуковые колебания частотой 15- 70 кГц. В результате в тонких слоях контактирующих поверхностей создаются сдвиговые деформации, разрушающие поверхностные плёнки, и возникает прочная связь.
Применяют для сварки термопластичных полимеров, фольги, керамики, разнородных металлов толщиной до 1мм.
Прочность соединений металлов, выполненных ультразвуковой сваркой, составляет не менее 90% прочности наиболее прочного металла в соединении, а в некоторых случаях превосходит эту величину, что объясняется частичным наклепом в процессе сварки.
К достоинствам ультразвуковой сварки относится возможность соединения заготовок различной толщины (например, тонких листов фольги с деталями большой толщины), хорошая свариваемость металлов в разнородных сочетаниях (алюминий с медью, цинк с оловом, тугоплавкие металлы со сталью).
Сварка трением (рис. 5.24) относится к процессам, в которых используются взаимные перемещения свариваемых поверхностей, давление и кратковременный нагрев. Сварка трением происходит в твердом состоянии при взаимном скольжении двух заготовок сжатых с усилием. Работа, совершаемая силами трения при скольжении, превращается в теплоту, что приводит к интенсивному нагреву трущихся поверхностей. Трение поверхностей осуществляется вращением или возвратно-поступательным перемещением сжатых заготовок. В результате нагрева и сжатия происходит пластическая деформация. Сварное соединение образуется вследствие возникновения металлических связей между контактирующими поверхностями заготовок и разрушения оксидных пленок.
Для получения качественного соединения в конце процесса необходимо быстрое прекращение движения и приложения повышенного давления.
Основные параметры сварки трением: скорость относительного перемещения свариваемых поверхностей; продолжительность нагрева, удельное усилие, пластическая деформация (осадка).
Параметры режима сварки трением зависят от свойств свариваемого металла, площади сечения и конфигурации изделия.
Сваркой трением соединяют однородные и разнородные металлы и сплавы с различными свойствами (медь со сталью, алюминий с титаном).
В промышленности сварку трением применяют при изготовлении режущего инструмента, различных валов, штоков с поршнями, пуансонов и т.д.
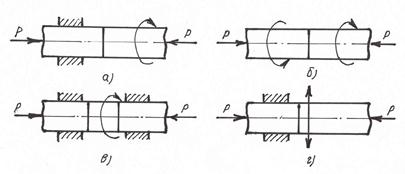
Рис. 5.24. Схемы сварки трением:
а) с вращением одной детали; б) с вращением обеих деталей;
в) с вращающейся вставкой; г) с возвратно-поступательным
движением одной детали.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 612; Нарушение авторских прав?; Мы поможем в написании вашей работы!