КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Рекомендации по построению схемы управления станком
|
|
|
|
В данной курсовой работе строится комбинированная схема управления агрегатным станком. Она содержит в себе элементы кинематики, пневматики или гидравлики всех исполнительных узлов и механизмов. Таким образом она базируется на схемах, которые отдельно не разрабатываются, а берутся из каталогов, книг, и других источников информации, где они приводятся с достаточной степенью подробности. Таким образом, на листе формата А2 размещаем в произвольном порядке схему стола и схемы силовых головок.
Если выбраны однотипные силовые головки, то достаточно привести схему для одной из них, а остальные показать контуром в требуемом количестве по компоновке станка. В пределах этого контура надо только изобразить электродвигатель, как основной исполнительный элемент, а также датчик конечного положения, который сигнализирует об окончании цикла обработки.
Пульт управления показывается упрощенно – в виде обычной кнопочной станции с кнопками «ПУСК» и «СТОП». Начиная с кнопки «ПУСК», проводятся линии связи между всеми исполнительными элементами управления, электродвигателями, электромагнитами и т.п. устройствами с соответствующими командными элементами (датчиками конечных положений подвижных узлов головок и стола). Эти связи (сигналы управления) надо показать тонкими линиями красного цвета.
Сверху над линией сигнала управления в виде сокращенной надписи приводится обозначение команды. Таких обозначений всего три:
· ВКЛ. – включение;
· ВЫКЛ. – выключение;
· Реверс – изменение направления движения.
Далее указывается порядковый номер команды по последовательности срабатывания схемы управления. При этом команды на «Включение» и «Выключение» нумеруются независимо, по своему порядку.
В конце записи, в скобках, дополнительно указывается объект управления, т. е. то устройство, на которое подается команда. Линии связи заканчиваются стрелками, входящими или выходящими, в зависимости характера элемента схемы управления и выполняемой им функции. Например, в условное обозначение электродвигателя или электромагнита будут всегда входящие сигналы (так как это исполнительные механизмы). Напротив, их датчика конечного положения, конечного выключателя и т.п. команды всегда будут выходящими.
Перед проведением сигналов управления необходимо пронумеровать все элементы схемы. При этом можно воспользоваться такими обозначениями с соответствующим порядковым номером:
ЭД (или М) – электродвигатель;
Э – электромагнит;
ЭМ – муфта электромагнитная;
ВК – выключатель конечный (датчик конечного положения).
Правильность схемы, проверяется по числу сигналов, подаваемых на каждый исполнительный элемент. Оно должно быть четным, в противном случае
элемент останется постоянно включенным.
Таким образом, объединяя между собой в заданной последовательности линиями связи – управляющими сигналами командные элементы и исполнительные устройства, получаем комбинированную схему управления агрегатного станка. Главное ее назначение заключается в том, что она служит основой для получения электрических, пневматических и гидравлических принципиальных схем, разрабатываемых специалистами соответствующего профиля.
При построении схемы можно воспользоваться приведенными ниже, наиболее часто встречающимися условными обозначениями. В целях большей наглядности рекомендуется воспользоваться цветом: управляющие сигналы провести красной линией толщиной 0,5 – 1 мм., пневмомагистрали выделить голубым, а гидромагистрали – желтым цветом (толщиной 2 –3 мм.).

 ЭД 3
ЭД 3
 |  | ||
 Вкл. 1 (ЭД 3)
Вкл. 1 (ЭД 3)




Черный цвет Выкл. 12 (….) ВК 5









 Красный цвет Вкл. 3 (Э 2)
Красный цвет Вкл. 3 (Э 2)









|

 | |||
 | |||
«ПУСК» «СТОП» а б в


















 Э1 Э2
Э1 Э2

 Э3 Э4
Э3 Э4
 |  | ||||||
| | ||||||


 атм
атм






 От ГС Желтый цветГолубой цвет
От ГС Желтый цветГолубой цвет
 | |||
 | |||
г д
Рисунок 30 – Примеры условных обозначений в схеме управления станком:
а – упрощенное обозначение пульта управления; б – упрощенное обозначение реле времени (таймера); в – общее обозначение датчика конечного положения (выключателя конечного) и электромагнита; г – обозначение трехпозиционного гидравлического распределителя с электромагнитным управлением, имеющего нейтральное положение золотника; д – двухпозиционный пневмораспределитель
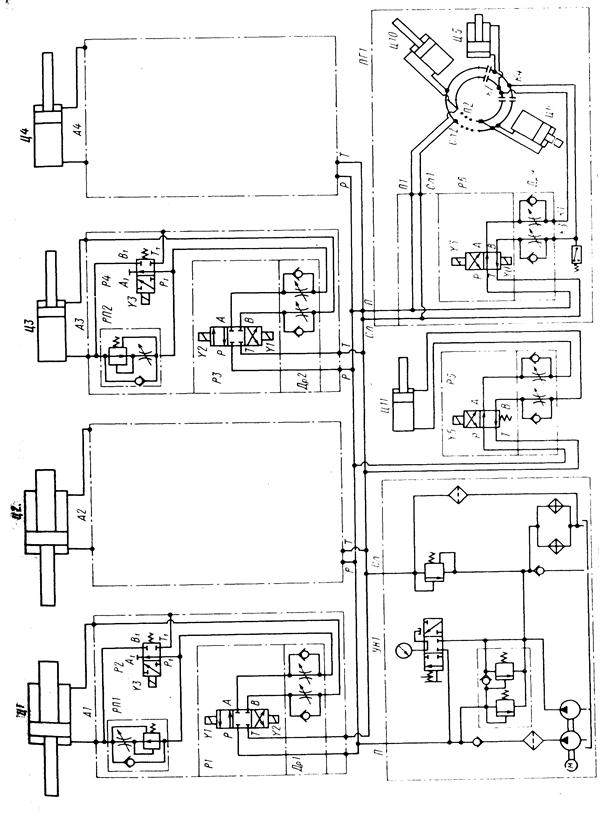
Рисунок 31 – Пример построения принципиальной гидравлической схемы агрегатного станка
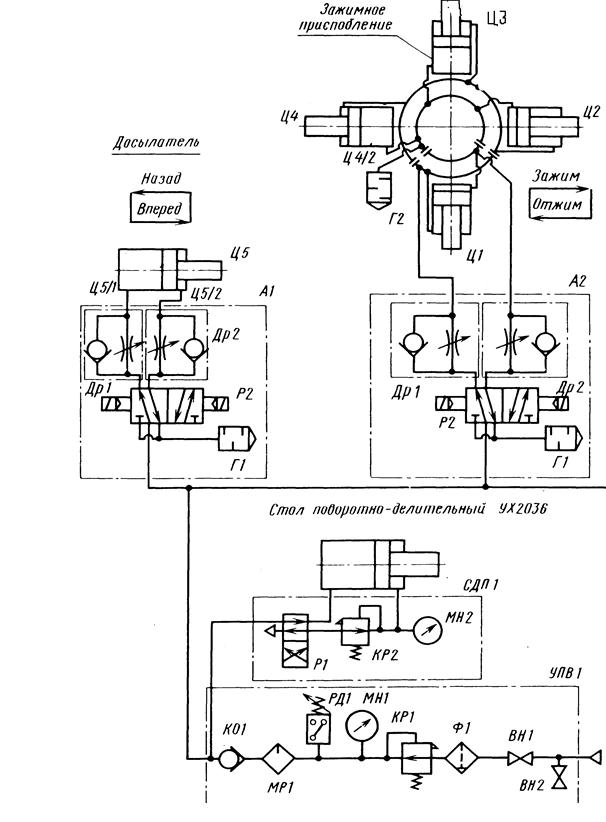
Рисунок 32 – Пример принципиальной пневматической схемы агрегатного станка
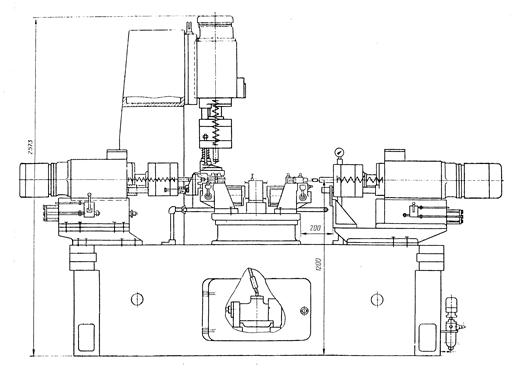
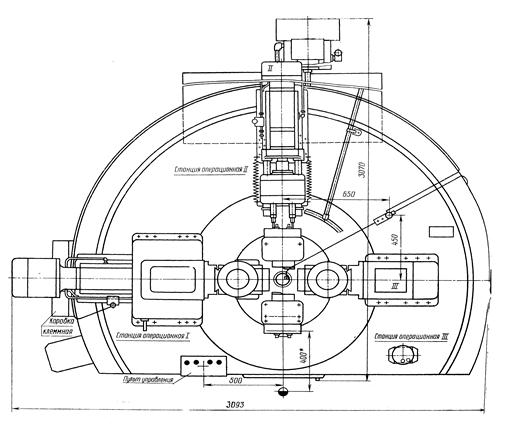
Рисунок 33 – Пример чертежа общего вида агрегатного станка
Основные требования по оформлению чертежа общего вида станка:
· чертеж выполняется на формате А2;
· обязательно приводятся два вида станка: вид сверху и вид спереди (от рабочего);
· проставляются габаритные размеры станка;
· указываются размеры от пола до плоскости планшайбы стола, размеры привязки инструмента к станку в исходном положении;
изображается условным обозначением рабочее место оператора (кру-
жок с зачерненной половиной, диаметром 700 мм в натуре);
· так как это чертеж общего вида (обозначение в штампе – ВО), то допускается указать типы стандартных узлов на выносных линиях с указанием их количества, не составляя спецификации;
· разрезы стандартных узлов (силовых головок, стола и т.п.) не выполняются;
· на виде станка спереди допускается не изображать расположенные сзади силовые головки, показывая, по возможности, разнообразные головки из имеющихся на станке.
В Технической характеристике необходимо указать:
– производительность станка, дет/мин или дет/ час,
– длительность рабочего цикла, с.,
– количество установленных на станке силовых головок, шт,
– общую потребляемую мощность, кВт,
– рабочее давление воздуха или рабочей жидкости, если они используются, МПа,
– другие специфические характеристики.
В Технических требованиях формулируются требования двух видов:
– требования по точности сборки и монтажа узлов станка (в количестве не менее 2 – 3),
– вид применяемой смазки и периодичность замены смазки,
– другие требования в соответствии с условиями эксплуатации.
В качестве дополнения, ниже приводятся примеры оформления циклограммы, технологического эскиза обрабатываемой детали, а также эскизов технологических наладок по переходам агрегатной операции (по рабочим позициям станка). Эти технологические и конструкторские документы целесообразно оформить на соответствующих бланках (формат А4 или А3) и поместить в приложения к пояснительной записке. Туда же следует поместить спецификацию сборочного чертежа разрабатываемого устройства.
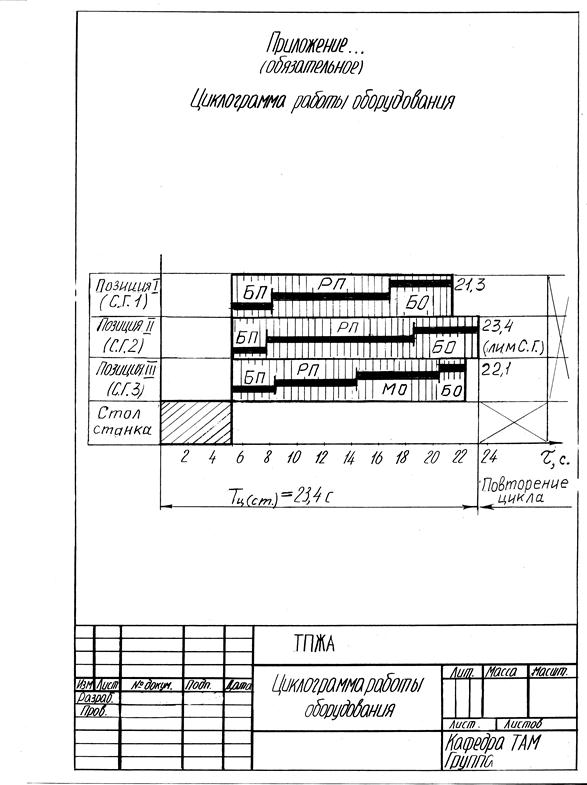
Рисунок 34 – Пример построения циклограммы работы агрегатного станка, состоящего из трех силовых головок (лимитирующая – головка в позиции N2) и круглого поворотного стола
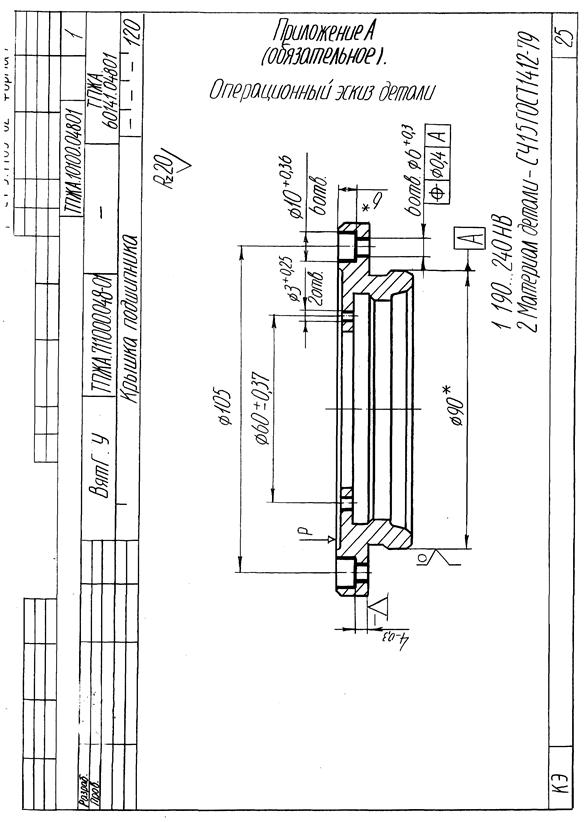
Рисунок 35 – Технологический эскиз обрабатываемой на станке детали
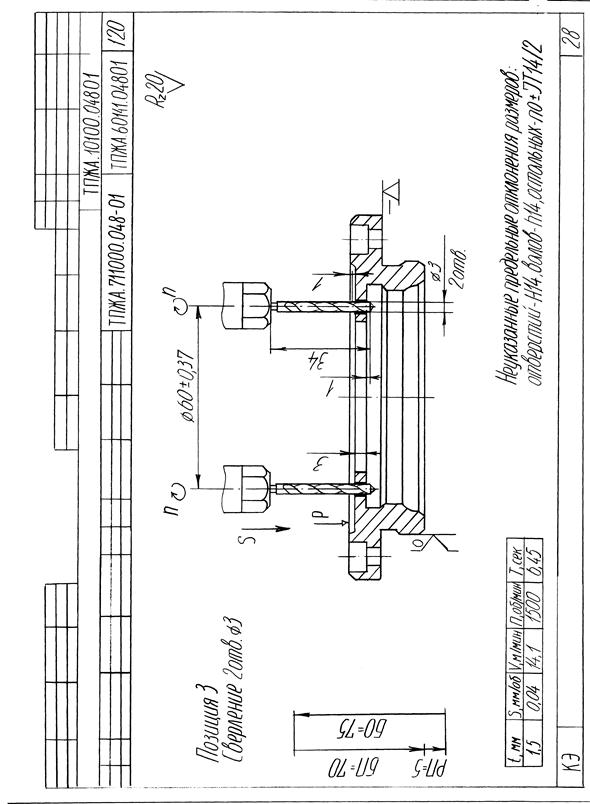
Рисунок 36 – Пример изображения эскиза технологической наладки
(образец титульного листа)
МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО
ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВЯТСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Факультет автоматизации машиностроения
Кафедра технологии автоматизированного машиностроения
______________________________________________________________________________________________________________________________________________________________________________________________________
(тема курсовой работы в соответствии с бланком ЗАДАНИЕ)
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Курсовая работа по дисциплине
«Автоматизация производственных процессов в машиностроении»
ТПЖА.______________ПЗ
Разработал студент гр. _______ ___________ / ____________ /
(шифр) (подпись) (фамилия, инициалы)
Консультант: к. т. н., доцент ______________ /_______________ /
Работа защищена с оценкой _______________ “____” __________
Киров 20…
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
А. Общая по курсу "Автоматизация производственных процессов в машиностроении"
1. Корсаков B.C. Автоматизация производственных процессов. – М.: Выс- шая школа, 1978. – 295 с.
2. Автоматизация процессов машиностроения: Учебное пособие /Под ред. Дащенко А.И. – М.: Машиностроение, 1991. – 480 с.
3. Белоусов А.П., Дащенко А.И. Основы автоматизации производства в машиностроении: Учебник – М.: Высшая школа, 1982. – 351 с.
4. Основы автоматизации производства. Учебник / Под ред. Соломенцева
Ю.М. – М.: Машиностроение, 1995. – 312 с.
5. Белоусов А.И. Основы автоматизации производства в машиностроении.
– М.: Высшая школа, 1982.
6. Владзиевский А.П., Белоусов А.П. Основы автоматизации производственных процессов: Учебник. – М.: Высшая школа, 1974. – 352 с.
7. Дащенко A.И., Занденберг Е.Д., и др. Автоматизация процессов обработки деталей серийного производства на основе агрегатирования оборудования. – М.: Машиностроение, 1978.
8. Дащенко А.И., Белоусов А.П. Проектирование автоматических линий.
– М.: Высшая школа, 1983. – 328 с.
9. Шаумян Г.А. Комплексная автоматизация производственных процессов.
– М.: Машиностроение, 1973. – 640 с.
10. Шевляков И.М., Мельниченко В.Д. Обработка деталей на агрегатных и специальных станках. – М.: Машиностроение, 1981. – 224 с.
11. Кочергин А.И. Автоматы и автоматические линии: Учебное пособие.
– Минск: Высшая школа, 1980. – 351 с.
12. Проектирование технологии автоматизированного машиностроения: Учебник / Под ред. Ю.М.Соломенцева./ – М.: Высшая школа, 1999. – 416 с.
13. Основы автоматизации / Перевод с немецкого / – М.: Высшая школа, 1990. – 142 с.
14. Кочергин А. И. Автоматы и автоматические линии: Учебное пособие.
–Минск: Высшая школа, 1980.
15. Косилова А.Г. Точность обработки деталей на автоматических линиях.
– М.: Машиностроение, 1976. – 224 с.
16. Ансеров М.А. Приспособления для металлорежущих станков. – М.: Машиностроение, 1966. – 652 с.
17. Режимы резания металлов: Справочник / Под ред. Ю.В.Барановского / – М.: Машиностроение, 1972. – 407 с.
18. Вороничев И.М., Тартаковский Ж.Э., Генин В.Б. Автоматические линии из агрегатных станков. – М.: Машиностроение, 1979. – 487 с.
Б. Литература справочно – нормативная по курсовой работе
19. Унифицированные узлы агрегатных станков и автоматических линий: Каталог. / ЭНИМС – М.: ВНИИТЭМР, 1988. – 207 с.
20. Станки и автоматические линии из нормализованных узлов: Справочник. / Под ред. В.Б.Бойцова – М.: НИАТ, 1961. – 759 с.
21. Унифицированные узлы и комплектующие изделия к металлообрабатывающему оборудованию: Каталог. / ВНИИТЭМР – М., 1991. – 87 с.; 1992. – 90 с.; 1993. – 32 с.
22. Унифицированные узлы агрегатных станков и автоматических линий единой гаммы: Каталог. – М.: НИИМаш, 1979.
23. Гуленков В.Ю. Унифицированные головки агрегатных станков. – М.: Издательство стандартов, 1970. – 156 с.
24. Автоматические линии из нормализованных узлов / Под ред. В.Б.Бойцова – М.: НИАТ, 1981. – 759 с.
25. Агрегатные станки средних и малых размеров./ Под ред. Ю.В.Тимофеева
– М.: Машиностроение, 1985. – 248 с.
26. Матвеев В.И. Агрегатные станки.– М.– Л.: Машиностроение,1965.– 234 с
27. Наладка и эксплуатация агрегатных станков и автоматических линий: Справочное пособие. – М.: Машиностроение, 1974. – 482 с.
28. Автоматические линии для механической обработки: Каталог. – М.: НИИМаш, 1982; изд. 2, 1990. – 136 с.
29. Брон Л. С. и др. Конструкция, наладка и эксплуатация агрегатных станков и автоматических линий: Учебник. – М.: Высшая школа, 1985. – 384 с.
30. Брон Л.С., Тартаковский Ж.Э. Гидравлический привод агрегатных станков и автоматических линий. – М.: Машиностроение, 1974. – 328 с.
31. Дащенко А.И., Шмелев А.И. Конструкции агрегатных станков. 4 –е изд. перераб. и доп. – М.: Высшая школа, 1982. – 176 с.
32. Автоматические линии в машиностроении (Проектирование и эксплуатация). Справочник в 3-х томах / Под ред. Дащенко А.И. / – М.: Машиностроение, 1984; т.1 – 312 с., т.2 – 408 с., т.3 – 479 с.
33. Плашей Г.И., Марголин Н.У., Перович Л.Я. Приспособления агрегатных станков: Альбом конструкций. – М.: Машиностроение, 1977. – 192 с.
34. Многошпиндельные узлы агрегатных станков и автоматических линий.
– М.: НИИМАШ, 1971. – 40 с.
35. Фрумин Ю.Л. Вспомогателный инструмент к агрегатным станкам и автоматическим линиям. – М.: Машиностроение, 1970. – 136 с.
36. Общие требования к структуре, оформлению и представлению курсовых проектов и работ. СТП ВятГТУ 102 – 2000. – Киров, 2000. – 25 с.
376. Общие требования к оформлению текстовых документов. СТП ВятГТУ 101 – 2000. – Киров, 2000. – 25 с.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1093; Нарушение авторских прав?; Мы поможем в написании вашей работы!