КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лучевые тетроды 4 страница
|
|
|
|
Основными элементами современных МДП ИС являются МДП-транзисторы с каналом n-типа. Площадь этих транзисторов на кристалле значительно меньше, чем биполярных, поэтому в ИС на n-канальных МДП-резисторах достигается самая высокая (в 3-10 раз) степень интеграции, но они уступают биполярным ИС по быстродействию.
В комплементарных МДП ИС применяют МДП-транзисторы с индуцированными каналами n- и р-типа, для этих ИС характерна очень малая потребляемая мощность.
МОП-транзистор может использоваться в качестве конденсатора и резистора, при этом значение емкости и сопротивления можно изменять в определенных пределах путем изменения потенциала на управляющем электроде (т. е. на затворе).
В качестве резистора МДП-транзистор используется при Uзи=0, т. е. при этом сопротивление канала имеет наибольшее значение. Сопротивление между выводами стока и истока в этом случае обратно пропорционально отношению ширины канала b к его длине L, т. е. b/L. Эта зависимость позволяет проводить расчет топологии для получения необходимого сопротивления резистора.
На рис. 6.2 приведена схема МДП-транзистора, используемого в качестве резистора. Структура МДП-конденсатора показана на рис. 6.3. Диэлектриком в этом конденсаторе является термически выращенная пленка диоксида кремния SiO2. Одним из электродов является пленка напыленного металла на SiO2, являющимся диэлектриком, другим — сильнолегированная n+-область кремния, лежащая под оксидом. Высокоомный n-слой и p-кремний подложки образуют изолирующий p-n-переход. Емкость МДП-конденсатора зависит прямо пропорционально площади и обратно пропорциональна толщине оксидной пленки. Уменьшение толщины оксидной пленки для получения емкости большей величины имеет ограничения, так как неоднородность структуры очень тонкой пленки может привести к замыканию обкладок конденсатора.
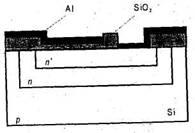
Рис.6.3. МДП-конденсатор
Изготавливают МДП ИС методами планарной технологии. Трудоемкость изготовления МДП ИС на 30% ниже, чем биполярных ИС, так как технологический цикл изготовления МДП ИС состоит из 22 основных операций, а биполярных ИС — из 32.
Контрольные вопросы:
1. Дайте определение интегральной схемы.
2. Как различают ИС по технологии изготовления?
3. Расскажите о делении ИС по степени интеграции.
4. Как различают ИС по функциональному назначению?
5. Расскажите об элементах биполярных ИС.
6. Расскажите об элементах ИС на МДП-структурах.
Глава 7. Большие интегральные схемы.
7.1. Общие положения.
Ранее говорилось, что большими интегральными схемами называют полупроводниковые ИС, содержащие более 103 элементов на кристалл.
Развитие современных технологических процессов изготовления ИС позволяет значительно уменьшать минимальные технологические размеры с одновременным увеличением размеров кристалла, т.е. создавать ИС с большой степенью интеграции, называемые большими интегральными (БИС).
БИС являются сложными схемами, реализующими узлы и целые электронные устройства. Различают монолитные и гибридные БИС. Среди монолитных БИС наибольшее распространение получили полупроводниковые БИС на основе МДП-структур, что обусловлено малыми размерами их активных элементов, а также более простой технологией изготовления по сравнению с монолитными БИС на основе биполярных структур.
По функциональному назначению различают БИС, предназначенные для использования в микропроцессорных комплектах в качестве запоминающих устройств, аналого-цифровых и цифровых преобразователей, усилителей и др. БИС являются основной элементной базой микро-ЭВМ, а также широко используются для создания ЭВМ других типов, что обеспечивает повышение их надежности, уменьшение габаритных размеров и массы, а также существенное снижение потребляемой ими мощности.
То есть по функциональному назначению БИС также могут быть цифровыми, или логическими, и аналоговыми, или линейными. К первым относятся декадные счетчики, накапливающие сумматоры, полные арифметические блоки, упоминаемые ранее запоминающие устройства и др.
Специальные БИС для ЭВМ, выполняющие не логические функции, т.е. аналоговые, имеют очень большую номенклатуру. К этим БИС можно отнести усилители записи и считывания различных запоминающих устройств (ЗУ), преобразователи уровней, времязадающие схемы, схемы стабилизаторов напряжений, дифференциальные операционные усилители, компараторы, усилители индикации и др.
Для преобразования аналоговых сигналов в цифровой эквивалент используют аналого-цифровые преобразователи (АЦП), а для обратного преобразования цифровых уровней в аналоговые — цифроаналоговые преобразователи (ЦАП).
АЦП — это электронное устройство, осуществляющее автоматическое преобразование непрерывно изменяющейся аналоговой величины в цифровой код. Процесс аналого-цифрового преобразования в общем случае включает процедуры квантования (дискретизация непрерывной величины по времени, уровню или обоим параметрам одновременно) и кодирования.
Цифроаналоговый преобразователь (ЦАП) — это электронное устройство, осуществляющее автоматическое преобразование числовых кодов в эквивалентные им значения какой-либо физической величины. Выходные физические величины чаще всего представляют собой временные интервалы электрического напряжения или тока.
Развитие техники АЦП и ЦАП осуществлялось поэтапно — от простых наборов ИС, на базе которых конструировали преобразователи, до создания БИС АЦП и БИС ЦАП по различным технологиям.
Отечественной промышленностью серийно выпускались БИС ЦАП типов: К572ПА, К572ПА1, КР572ПА2, К594ПА1, К1108ПА1, К1118ПА1, и БИС АЦП типов: К572ПВ1, К572ПВ2, К1113ПВ1, К1107ПВ1, К1107В2, К1107ПВЗ, К1108ПВ1. Указанные БИС изготовлялись по технологии МОП или биполярной с использованием транзисторно-транзисторной логики.
7.2. Микропроцессоры и микропроцессорные комплекты.
Увеличение уровня интеграции ИС и улучшение их технико-экономических характеристик позволили использовать вычислительные устройства во многих областях: от устройств промышленного оборудования и контрольно-испытательной аппаратуры до ЭВМ. Процесс применения ИС для построения различной вычислительной техники значительно ускорился с применением микропроцессоров.
Название «микропроцессор» связано с исполнением процессора на одном или нескольких кристаллах полупроводниковой ИС. Микропроцессоры служат главными функциональными частями микро-ЭВМ, которые реализуются на БИС. Подготовительным этапом развития микропроцессоров стали микрокалькуляторы. Именно на них были отработаны технологические, схемо-технологические и архитектурные решения, которые широко использовались в дальнейшем при создании первых микропроцессоров.
Микропроцессор — самостоятельное или входящее в состав ЭВМ (электронно-вычислительной машины) устройство, осуществляющее обработку информации и управляющее этим процессом, выполненное в виде одной или нескольких БИС. В общем случае в состав микропроцессора
входят: арифметико-логическое устройство (АЛУ), блок управления и синхронизации, запоминающее устройство (ЗУ), регистры и другие блоки.
АЛУ осуществляет обработку поступающей от ЗУ информации по командам программы, хранящейся постоянно в ЗУ, порядок выполнения которых определяется блоком управления и синхронизации. Исходные данные, промежуточные и окончательные результаты вычислений содержатся в ЗУ или в специальных регистрах. Часть регистров используется для организации выполнения программ.
Как БИС микропроцессоры характеризуются степенью интеграции, потребляемой мощностью, помехоустойчивостью, нагрузочной способностью активных выводов, т. е. возможностью подключения к данному микропроцессору и других ИС, технологией изготовления, типом корпуса, устойчивостью к различным внешним воздействиям.
Как вычислительное устройство микропроцессоры характеризуются производительностью, разрядностью обрабатываемых данных и выполняемых команд, возможностью увеличения разрядности, числом команд, количеством внутренних регистров, объемом адресуемой памяти, наличием и видом программного обеспечения, способом управления и др.
Микропроцессоры, используемые в средствах вычислительной техники различного назначения, называются универсальными, а предназначенные для построения какого-либо одного типа вычислительного устройства, называются специализированными. К последним относятся микропроцессоры, используемые в микрокалькуляторах.
По структуре микропроцессоры подразделяются на секционированные (как правило, с микропрограммным управлением) и однокристальные (с фиксированной разрядностью и постоянным набором команд). Секционированные микропроцессоры обладают способностью к расширению своих функциональных возможностей за счет подключения дополнительных ИС.
Однокристальный микропроцессор с фиксированной разрядностью и с постоянным набором команд конструктивно исполняются в виде одной БИС. Такой микропроцессор выполняет функции процессора ЭВМ, все операции которого определяются хранящимися в его памяти командами. Особенность однокристального микропроцессора — наличие внутренней шины, по которой происходит обмен информацией между устройствами микропроцессора.
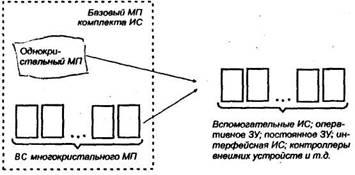
Рис. 7.1. Состав микропроцессорного комплекта интегральных схем
По функциональным возможностям микропроцессор соответствует процессору ЭВМ, выполненному на 20-40 ИС малой и средней степени интеграции, но обладает большим быстродействием, существенно меньшими размерами, массой, потребляемой мощностью.
Применение различных схемо-технологических методов при изготовлении микропроцессоров позволяет, например, получать на основе р-МОП-схем до 80 тыс. операций/с, n-МОП-схем — 500.600 тыс. оп/с, КМОП-схем 400 тыс. оп./с, ЭСТЛ-схем — 3 млн. оп/с.
Совокупность конструктивно и электрически совместимых ИС, предназначенных для построения микропроцессоров, микро-ЭВМ и других вычислительных устройств с определенным составом и требуемыми технологическими характеристиками, есть микропроцессорный комплект интегральных схем.
Основа микропроцессорного комплекта интегральных схем — базовый комплект, который может состоять либо из одной БИС — однокристального микропроцессора с фиксированной разрядностью и постоянным набором команд, либо из набора ИС — многокристального секционированного микропроцессора МП (рис.7.1).
Для расширения функциональных возможностей МП базовый комплект дополняется ИС других типов, например запоминающими устройствами, интерфейсными ИС, контроллерами внешних устройств. Эти ИС могут быть одной серии с ИС базового комплекта или разных.
Контрольные вопросы:
1. Какие ИС называют большими? Их деление по конструкции, технологии и функциональному назначению?
2. Дайте определение схем АЦП.
3. Дайте определение схем ЦАП.
4. Какую схему БИС называют микропроцессором?
5.Какие микропроцессоры называют универсальными и специализированными?
6. Расскажите о микропроцессорном комплекте ИС.
Глава 8. Технологический процесс изготовления ИС.
Производственный процесс изготовления ИС можно разделить на три участка: участок формирования структур на пластине, участок сборки и участок выходного контроля.
Технологические процессы изготовления изделий в большинстве своем непрерывно-дискретные.
Непрерывные технологические процессы не могут быть прерваны до их окончания. В случае их прерывания раньше окончание процесса в большинстве случаев изделие уходит в брак. Например, аварийное отключение печей при проведении диффузионных процессов практически приводит к браку всей партии пластин.
Дискретные технологические процессы разделяются на отдельные операции. Эти процессы можно останавливать на определенное для каждого процесса время и после некоторого перерыва можно продолжать далее. Последствия такого перерыва в ходе процесса практически не отражаются на качестве изготовляемых изделий.
Технологический процесс изготовления ИС также принадлежит к непрерывно-дискретному, так как состоит из двух самостоятельных непрерывно-дискретных процессов изготовления полупроводниковых кристаллов со структурой ИС и их сборки. Изготовление структуры на кристалле включает непрерывные и дискретные процессы химической обработки пластины, процессы диффузии, литографии, напыления алюминия, разделения пластин на кристаллы. Каждый из этих процессов включает ряд технологических и контрольных операций.
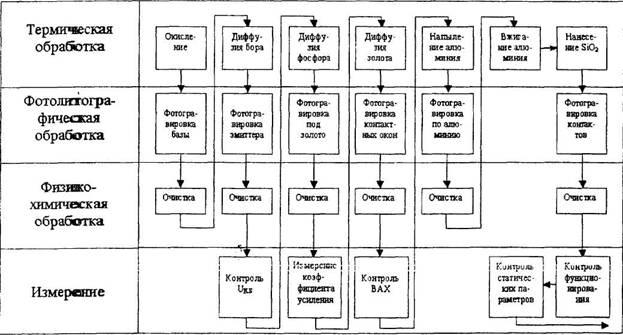
Рис.8.1. Последовательность технологических операций при изготовлении ИС на пластине кремния с диэлектрической изоляцией.
Технологические метод обработки могут быть групповые и индивидуальные. Как правило, технологические процессы, связанные с обработкой пластин, являются групповыми, сборочные операции (пайка кристалла на основание корпуса, приварка внутренних выводов, герметизация и др.) – индивидуальные.
Современные технологические процессы изготовления ИС очень сложны. Анализ процессов изготовления показывает, что они проводятся при температурах, изменяющихся в диапазоне от – 100оС(криогенное травление) до +1100оС (окисление, диффузия, отжиг после ионной имплантации и др.), при давлении от атмосферного до 10-7 мм.рт.ст. Столь широкие диапазоны вызваны необходимостью проведения с исходными материалами различных физических и химических процессов для получения структур ИС с удовлетворяемыми техническими характеристиками.
Контрольные вопросы:
1. На какие три участка можно разделить производственный процесс изготовления ИС?
2. Дайте пояснение непрерывно-дискретному процессу изготовления ИС.
3.Привидите пример групповых и индивидуальных технологических процессов.
4. Расскажите о последовательности технологических операций изготовления структур ИС на пластине кремния.
Глава 9. Гибридные интегральные схемы.
Исторически первыми (в середине шестидесятых годов прошлого века) были разработаны гибридные ИС. В этих схемах пассивные элементы (резисторы, конденсаторы) и все соединения изготавливаются из пленок различных материалов, нанесенных на диэлектрическую подложку, а в качестве активных элементов применяются бескорпусные или в малогабаритном корпусе полупроводниковые приборы и ИС.
Гибридные БИС позволяют создавать целые электронные устройства, которые практически невозможно создавать в монолитном исполнении. К основным недостаткам гибридных БИС относятся: меньшая, чем у монолитных БИС, плотность упаковки элементов, которая приводит к увеличению размеров и массы БИС, меньшая надежность из-за сравнительно большого числа сварных соединений.
Диэлектрические подложки изготовляют из керамики, ситала или стекла. Индуктивные катушки и конденсаторы большой емкости, как правило, применяют навесные.
При изготовлении гибридной схемы сначала создают соединения, для чего напыляют или наносят каким-либо другим способом полоски алюминия, серебра или золота. После этого напыляют сопротивление из тантала, хрома или специальных сплавов. Выбирая соответствующий материал, его толщину и площадь, подбирается необходимый номинал резистора. Необходимо отметить, что сопротивление резисторов можно «подгонять» до необходимой величины частичным удалением резистивной пленки. Таким образом, эти резисторы позволяют получить непрерывную шкалу номиналов. Для изготовления конденсатора напыляется металл, затем диэлектрик и снова металл. Как и резисторы, пленочные конденсаторы имеют непрерывную шкалу номиналов емкости.
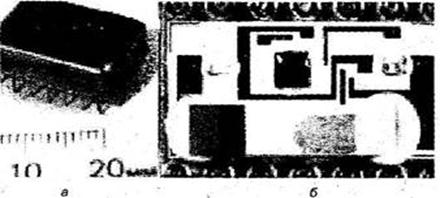
Рис. 9.1. Гибридная интегральная схема типа ГК-19: а — после герметизации; б — до герметизации
Считается целесообразным изготовлять пленочные конденсаторы с емкостью в пределах 100-5000 пФ. Пленочные индуктивности выполняют нанесением на диэлектрические подложки пленок в виде однослойных спиралей круглой или прямоугольной формы, заканчивающихся контактными площадками. Затем устанавливают навесные элементы: диоды, транзисторы и другие элементы.
Гибридные ИС, в которых в качестве навесных элементов применены бескорпусные ИС, называют многокристальными.
Преимущества гибридно-пленочной технологии заключаются в высокой гибкости, т.е. в возможности выбора различных материалов и методов изготовления пленочных элементов, сравнительной простоте разработки и изготовления большинства схем в гибридном исполнении.
Как и полупроводниковые ИС гибридные ИС на заключительном этапе подлежат корпусированию. Перед герметизацией контактные площадки платы гибридной схемы соединяются с помощью проволоки с контактными площадками выводов корпуса, проволочные выводы развариваются или напаиваются к контактным площадкам (рис.9.1).
Контрольные вопросы:
1. Какие преимущества и недостатки гибридных схем?
2. Расскажите о последовательности технологических операций создания гибридных схем.
3. Какие гибридные схемы называются многокристальными?
Глава 10. Методы обеспечения качества и надежности в процессе серийного производства ППИ.
10.1. Общие понятия.
Для изготовителей ППИ важнейшим показателем качества служит процент выхода годных. Это объясняется тем, что выход годных изделий определяет в комплексе управляемость и стабильность производства, что, в свою очередь, связано с показателем надежности изделий.
При производстве хорошо разработанное изделие может быть некачественно, некорректно изготовлено, либо изготовлено из некачественных материалов, некачественным инструментом. Некачественное изделие может быть обнаружено производственной системой контроля качества, либо не обнаружено, или обнаружено, но пропущено ею.
В рамках работ по повышению качества большинство изготовителей полупроводниковых изделий во всем мире с начала 1982 года для измерения уровня качества продукции стали использовать такой показатель качества, как количество дефектных изделий на 1млн из всего количества изготовляемых изделий данного типа. Например, в Японии качество ППИ должно удовлетворять следующим требованиям: для полупроводниковых приборов количество дефектных на миллион полученных не должно превышать 10, для ИС малой и средней степени интеграции – 100, для БИС – 1000.
При оценке ППИ используются понятия, характеризующие запасы по тому или иному электрическому параметру по отношению к нормам технических условий. Запасы по электрическим параметрам определяются конструктивными данными и особенностями технологии производства, поэтому используют понятие конструктивно-технологического запаса.
Показатель «ритмичность выпуска изделий» характеризует в определенной степени и качество выпускаемых изделий. Как показали наблюдения, количество дефектов (нарушений технологического процесса) при неритмичной работе в конце месяца может возрасти в 3-5 раз по сравнению со средним значением.
Если практически качество ППИ оценивается данными по входному и выходному контролю на соответствие их требованиям технических условий по электрическим параметрам, то надежность изделий связана с временам сохранением своих параметров в условиях эксплуатации, включая в это понятие и длительное хранение.
Встречающееся мнение о том, что надежное изделие можно изготавливать на ненадежном устаревшем оборудовании, практически не подтверждается. Из-за экономических соображений нередко используют устаревшие технологические процессы, ошибочно считая, что контроль и испытание позволяет получить готовые изделия требуемого качества и надежности.
Предположим, что надежность ИС после его изготовления Р равна надежности схемы, заложенной при конструировании Ро. При этом всякое отклонение в технологическом процессе, в материалах, допусках, чаще всего встречающееся в начале серийного производства, снижает надежность получаемой ИС на величину ∆Р.
Но если в процессе серийного изготовления было внедрено новое конструктивно-технологическое решение, направленное на повышение качества и надежности изделий, проведена замена оборудования на новое с меньшими допусками или внедрена автоматизация технологического процесса и т.п., то надежность выпускаемых изделий может быть повышена на величину ∆Р относительно величины Ро. Тогда в общем случае для серийно выпускаемых ИС величина надежности равна:
Р = Ро ∆Р
Данное положение является основой для работы над повышением надежности ИС в процессе их серийного производства.
Оптимизация конструкции и технологии ИС невозможна без использования данных о надежности, поэтому можно говорить о взаимосвязанной совокупности трех факторов: проектирования, изготовления и надежности (рис.10.1).
Рис.10.1. Треугольник (конструкция – технология – надежность) иллюстрирует взаимосвязь между процессом проектирования, изготовления и надежности ИС
В настоящее время идет процесс замены пластин диаметра 150 мм на пластины диаметром 200 мм, рассматриваются возможности увеличения диаметра пластин до 300 мм. Все это связано с крайне сложными техническими проблемами: необходимостью обеспечения равномерного состава материала по всей толщине полупроводниковой пластины, параллельности верхней и нижней поверхностей кремниевой пластины, отсутствие малейших деформаций пластин увеличенных размеров, с обеспечением равномерности обработки пластин повышенных диаметров и т.п. Несоблюдение хотя бы одного из указанных требований может заметно уменьшать выход годных кристаллов.
Управляемость и стабильность технологического процесса характеризуют его надежность за данный промежуток времени. Управляемость технологического процесса зависит от точности и воспроизводимости отдельных технологических операций.
Функционирование многооперационных технологических процессов производства ППИ сопровождается случайными возмущениями, выражающимися в отклонении показателей. Очевидно, чем позже на стадии производства обнаруживается отклонение этих показателей, тем к большим технологическим потерям это ведет. Чтобы избежать этого, в управляемом технологическом процессе применяется активный метод контроля.
При изготовлении ППИ имеют дело с партиями ограниченного объема, поэтому для получения необходимой информации вводится стопроцентный контроль изделий на ряде основных операций, что дает возможность по абсолютным значениям параметров изделий судить об управляемости и стабильности технологических процессов.
Активный метод контроля предполагает после выяснения причин отклонения процесса от оптимального обязательную обратную связь воздействия на технологический процесс в целях его регулирования или ликвидации нарушений. Поэтому наибольшую надежность обеспечивают регулируемые технологические процессы, в которых имеется возможность обратного воздействия на них по результатам выходных испытаний. Технологический процесс необходимо осуществлять так, чтобы исключить влияние оператора на надежность изготавливаемых изделий.
10.2. Система получения и использования информации при проведении работ по повышению надежности ППИ.
Опыт работы в электронной промышленности позволил разработать систему получения и использования информации при проведении работ по повышению надежности ППИ.
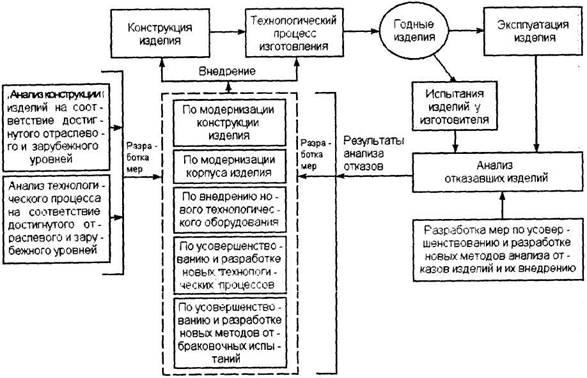
Рис.10.2. Система получения и использования информации при проведении работ по повышению надежности в процессе их серийного производства
10.3. Требования по обеспечению и контролю качества ИС в процессе производства.
В отечественной электронной промышленности существуют директивные документы, которые определяют общие требования к обеспечению качества в процессе производства.
Например, для ИС эти требования сформулированы следующим образом.
На предприятии-изготовителе ИС должны действовать документы, устанавливающие:
a) порядок обучения и аттестации производственного персонала, участвующего в изготовлении и контроле качества ИС по всему технологическому процессу;
b) порядок проверки производственного оборудования, периодичность проверки и, в необходимых случаях, методы его проверки;
c) порядок проверки выполнения требований, предъявляемых к производственным помещениям и рабочим местам (запыленность, влажность, температура, агрессивность среды);
d) порядок проверки технологического процесса;
e) порядок учета, хранения, обращения конструкторской и технологической документации;
f) порядок и методы входного контроля поступающих материалов, полуфабрикатов, комплектующих изделий;
g) порядок проведения анализа дефектных ИС и осуществления мероприятий по устранению причин их появления;
h) порядок организации анализа и учета технологических потерь в производстве;
i) порядок анализа рекламаций и согласования мероприятий, внедряемых в производство по результатам анализа.
В составе технологического процесса должны быть предусмотрены 100%-ные отбраковочные испытания. Перечень обязательных отбраковочных испытаний предусматривается в общих технических условиях на ИС.
Нормы на электрические параметры, устанавливаемые в технологической документации для проверки собранных в копус ИС, кроме функционального контроля, должны быть более жесткими в сравнении с нормами, устанавливаемыми в технологических условиях на ИС конкретных типов.
10.4. Технологические методы повышения надежности ИС в процессе серийного производства.
Процесс изготовления ИС, как правило, делится на три участка: участок формирования структур на пластине, участок сборки и финишный участок, т.е. участок выходного контроля. (рис.10.3).

Рис.10.3. Схема реализации технологических методов повышения надежности ИС в процессе серийного производства
Система бездефектного изготовления изделий в большей степени является организационной и не исключает, например, для ИС технических, физико-химических несовершенств технологических операций и процессов. Поэтому широко распространены технологические методы повышения надежности ИС в процессе серийного производства
Среди многочисленных способов энергетического воздействия на физико-химическую систему кристалла ИС основное место занимает тепловое воздействие, которое практически используется при проведении всех технологических процессов ИС (кроме фотолитографии и травления).
Одним из основных путей повышения надежности ИС является снижение температуры и использование нетермической активации основных физико-химических процессов технологии изготовления.
Например, существенные преимущества дает применение когерентных излучений, обеспечивающих высокую селективность воздействия лишь на отдельные участки. Подобное воздействие осуществляется излучением как в УФ-, так и в ИК-области спектра, а также комбинированным воздействием в обеих областях.
Технологический процесс изготовления ИС состоит из более ста операций. Каждая технологическая операция необходима для последовательного получения структур ИС и схемы в сборе.
Наряду с необходимым положительным качеством технологическая операция может вносить и отрицательные качества, на устранение которых зачастую направлены последующие технологические операции. Но известны технологические процессы, где отрицательные влияния технологической операции на процесс выхода годных, структуру и электрические параметры компенсируются в процессе проведения данной операции. Например, введение хлорсодержащей добавки в инертную атмосферу на операции разгонки при двухстадийной диффузии фосфора приводит к уменьшению дефектности структуры и снижению токов утечки изделий.
Технологию, в которой в процессе проведения технологической операции одновременно проводится процесс, направленный на устранение или значительное снижение отрицательных последствий данной операции на изделие, будет называть компенсирующей технологией.
Как видно из рис 10.3, к технологическим методам повышения надежности ИС относится также применение отбраковочных испытаний и альтернативных методов отбраковки потенциально ненадежных изделий. Эти два метода относятся к методам повышения надежности выпускаемых партий ИС, так же как и метод выравнивающей технологии. Снижение температуры технологических операций и применение компенсирующей технологии относятся к методам повышения надежности каждого выпускаемого изделия.
Контрольные вопросы:
1. Какой показатель качества существует в настоящее время в мировой практике для полупроводниковых изделий?
2. Расскажите, как влияет ритмичность выпуска изделий на качество изделий.
3. Поясните Р = Ро ∆Р
4. Расскажите об активном методе контроля технологического процесса изготовления ППИ.
5. Поясните схему системы получения и использования информации при проведении работ по повышению надежности ППИ в процессе их серийного производства.
6. Назовите основные требования по обеспечению качества ИС.
7. Нарисуйте схему реализации технологических методов повышения надежности ИС в серийном производстве.
8. Какие технологические методы относятся к методам повышения надежности партий ИС, а какие – к каждой выпускаемой схеме.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 515; Нарушение авторских прав?; Мы поможем в написании вашей работы!