КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы контроля качества услуг
|
|
|
|
Контроль качества - это одна из основных функций в процессе управления качеством. Это также наиболее объемная функция по применяемым методам, которым посвящено большое количество работ в разных областях знаний. Значение контроля заключается в том, что он позволяет вовремя выявить ошибки, чтобы затем оперативно исправить их с минимальными потерями.
Что же такое контроль? В ряде источников встречаются разные определения контроля. В версии стандарта ИСО серии 9000 1994 года говорится, что контроль - это деятельность, включающая проведение измерений, экспертизы, испытания или оценки одной или нескольких характеристик объекта и сравнение полученных результатов с установленными требованиями для определения, достигнуто ли соответствие по каждой из этих характеристик.
Система Тейлора дала великолепный механизм управления качеством каждого конкретного изделия (деталь, сборочная единица), однако производство - это процессы. И вскоре стало ясно, что управлять надо не качеством отдельных изделий, а процессами.
Фаза контроля качества начинается с 20-х годов ХХ века как попытка если не разрешить, то ослабить противоречие в форме, свойственной предыдущей фазе развития качества. Точкой отсчета считаются работы, выполненные в отделе технического контроля фирмы «Вестерн Электрик», США. В мае 1924 года сотрудник отдела доктор Шухарт передал начальнику короткую записку, которая содержала метод построения диаграмм, известных ныне во всем мире как «контрольные карты Шухарта».
Статистические методы, предложенные Шухартом, дали в руки управленцев инструмент, который позволил сосредоточить усилия не на том, как обнаружить и изъять негодные изделия до их отгрузки покупателю, а на том, как увеличить выход годных изделий в технологическом процессе.
Примерно в это же время были разработаны первые таблицы выборочного контроля качества Доджем и Ромингом. Вместе с контрольными картами Шухарта эти работы послужили началом статистических методов управления качеством, которые впоследствии благодаря Уильяму Эдвардсу Демингу получили очень широкое распространение в Японии и оказали весьма существенное влияние на экономическую революцию в этой стране.
Системы качества усложнились, так как в них были включены службы, использующие статистические методы. Усложнились задачи в области качества, решаемые проектировщиками, конструкторами, технологами и рабочими, потому что они должны были понимать, что такое вариации и изменчивость, а также знать, какими методами можно добиться их уменьшения. Появилась специальность - инженер по качеству, который должен анализировать качество и дефекты изделий, строить контрольные карты и т.п. В целом акцент с инспекции и выявления дефектов был перенесен на их предупреждение путем выявления причин дефектов и их устранения на стадии проектирования и разработок на основе изучения всех составных частей процессов, связей между ними, а также управления этими процессами.
Более сложной стала мотивация труда, так как теперь учитывалось, как точно настроен процесс, как анализируются те или иные контрольные карты регулирования и контроля. К профессиональному обучению добавилось обучение статистическим методам контроля, анализа и регулирования. Стали более сложными и отношения «Поставщик - потребитель». В них большую роль начали играть стандартные таблицы статистического приемочного контроля.
Одним из замечательных достижений практики контроля качества стало создание аудиторской службы по качеству, которая в отличие от отделов технического контроля занималась не разбраковкой продукции, а путем контроля небольших выборок из партий изделий проверяла работоспособность системы обеспечения качества на производстве.
Ядром концепции обеспечения качества на этой фазе стал следующий постулат: «Сохраняется главная цель - потребитель должен получать только годные изделия, т.е. изделия, соответствующие стандартам. Отбраковка сохраняется как один из важных методов обеспечения качества. Но основные усилия следует сосредоточить на управлении производственными процессами, обеспечивая увеличение процента выхода годных изделий».
Внедрение концепции обеспечения качества в практику позволило значительно повысить эффективность производства при достаточно высоком качестве изделий и услуг, что создало условия для формирования глобального рынка товаров и услуг. В то же время росло понимание того, что каждый производственный процесс имеет определенный предел выхода годных изделий, и этот предел определяется не процессом самим по себе, а системой, т.е. всей совокупностью деятельности предприятия, организации труда, управления, в которой этот процесс протекает.
Из этого следует, что контроль следует осуществлять относительно качества функционирования всей системы на всех стадиях ее функционирования.
Начнем с входного контроля:
Одним из элементов взаимоотношений с поставщиком является организация входного контроля, под которым понимается контроль качества изделий поставщика (исходных материалов, комплектующих изделий, информации), поступивших в организацию - потребитель и предназначенных для использования при изготовлении, ремонте или эксплуатации продукции, а также оказании услуг. Основной его целью является исключение возможности проникновения в производство сырья, материалов, полуфабрикатов, комплектующих изделий, инструмента, информации с отступлениями от требований к качеству, отраженных в договорных обязательствах. Несовершенство данного вида контроля может принести значительные убытки, как изготовителю продукции, так и ее потребителю.
Входной контроль является весьма трудоемким и дорогостоящим, при этом он дублирует выходной контроль выпускающего предприятия. В связи с этим все актуальнее становится отказ от входного контроля за счет усиления выходного контроля, что влечет за собой налаживание особых отношений с поставщиком. За рубежом практика таких отношений существует уже давно. Например, на японской фирме «Бриджстоун Корпорэйшн» поставляемые детали и сырье проходят контроль в основном с целью проверки их количества и соответствия технической документации. Проверка же качества материалов не осуществляется, так как ее проводят поставщики перед отправлением потребителю. Эта система базируется на взаимном доверии и сотрудничестве.
В соответствии с условиями договора о поставках входной контроль может быть как сплошным, так и выборочным. Для его осуществления на промышленных предприятиях в системе ОТК создаются специализированные подразделения. На средних и крупных предприятиях функционируют лаборатории входного контроля. Основными задачами этих подразделений являются:
– проведение входного контроля качества поступающих в организацию материально-технических ресурсов;
– оформление документов по результатам контроля;
– контроль проведения технологических испытаний (проб, анализов) поступающих ресурсов в цехах, лабораториях, контрольно-испытательных станциях;
– контроль соблюдения складскими работниками правил хранения и выдачи в производство поступившей продукции;
– вызов представителей поставщиков для совместного составления акта по дефектам, обнаруженным при входном контроле, и т.д.
Демонстрацией эффективности входного контроля является уменьшение случаев поступления в производство недоброкачественных материально-технических ресурсов или услуг.
К формам входного контроля можно отнести:
– Периодический контроль эффективности системы обеспечения качества поставщиком (так называемый аудит «второй стороны»);
– Требование к поставщику сопровождать отгрузку товаров протоколами процедур контроля;
– Требование к поставщику осуществлять стопроцентный контроль и испытание поставляемых материально-технических ресурсов или услуг;
– Выборочные приемо-сдаточные испытания партии товаров поставщиком и потребителем одновременно;
-Использование поставщиком формальной системы обеспечения качества, определенной потребителем (например, на основе стандартов ISO 9000).;
– Требования к независимой сертификации продукции поставщика третьей стороной.
Если руководствоваться международным стандартом ISO 9001:2008, то в разделе 7 «Производство продукции» в подразделе 7.4 «Закупки» пункт 7.4.1 гласит: «Организация должна обеспечить соответствие закупаемой продукции установленным требованиям к закупкам. Объем и характер управления в отношении поставщика и закупаемой продукции должен определяться степенью влияния этой продукции на последующее производство продукции или на готовую продукцию»
Организация должна оценивать и выбирать поставщиков на основе их способности поставлять продукцию в соответствии с требованиями Организации.
Должны быть установлены критерии отбора, оценки и переоценки поставщиков. Необходимо вести записи по результатам такой оценки и последующим действиям».
В пункте 7.4.2 «Информация для закупок» мы читаем: «Информация для закупок должна содержать описание заказываемой продукции и включать, где необходимо:
– требования по утверждению продукции, процедур, процессов и оборудования;
– требования к квалификации персонала;
– требования к системе менеджмента качества.
Организация должна убедиться в адекватности установленных требований на закупки до сообщения их поставщику.
И, наконец, пункт 7.4.3 «Проверка (верификация) закупленной продукции звучит следующим образом: «Организация должна определить и реализовать меры по контролю или иной деятельности, необходимой для обеспечения соответствия закупленной продукции требованиям, указанным в информации на закупку.
В тех случаях, когда Организация или ее потребитель предполагают проверять (верифицировать) закупленную продукцию на предприятии поставщика, Организация должна установить в информации на закупку намеченные меры по такой проверке и метод выпуска продукции».
Следующим этапом контроля в целях обеспечения качества является контроль процессов.
Контроль в процессе производства играет двоякую роль. С одной стороны, это одна из функций управления, а с другой стороны – он выступает как неотъемлемая часть производственного процесса. В связи с этим планирование предусматривает разработку и использование карт и планов контроля. Проверка на каждом этапе должна быть связана с соответствующей документацией на готовую продукцию. Проведение технического контроля в процессе производства должно быть четко спланировано и регламентировано. Процедуры испытаний и технического контроля оформляются документально, включая описание конкретного оборудования, необходимого для их проведения.
В разделе 4 стандарта ISO 9001:2008 в подразделе 4.1 пункт e) записано: Организация должна осуществлять мониторинг, измерять, где это возможно, и анализировать процессы, включенные в систему менеджмента качества.
Далее идет комментарий. При включении в свою деятельность внешних процессов, которые влияют на соответствие продукции требованиям, организация должна установить управление такими процессами. Управление такими процессами необходимо идентифицировать в системе менеджмента качества.
В разделе 7 «Производство продукции», подразделе 7.1 «Планирование производства продукции» пункте с) указано: «При планировании производственных процессов Организация должна определить, в применимой форме соответствующую деятельность по:
– проверке (верификации),
– утверждению (валидации),
– мониторингу,
– контролю и испытаниям применительно к данной продукции;
– критерии приемки продукции».
Для определения соответствия реальных характеристик и показателей качества продукции, процессов или услуг требованиям, установленным стандартами или другими нормативными документами, необходимо иметь достаточно полную и достоверную информацию об объекте, получить которую можно с помощью измерений, контроля, испытаний. Данные, полученные в результате перечисленных способов на всех стадиях жизненного цикла продукта или развития процесса, создадут объективную базу для принятия управленческих решений в области обеспечения качества.
Контроль качества – это проверка соответствия продукции или процесса, от которого зависит ее качество, установленным требованиям:
– На стадии разработки продукции контроль заключается в проверке соответствия опытного образца техническому заданию, технической документации.
– На стадии изготовления он охватывает качество, комплектность, упаковку, маркировку, состояние производственных процессов.
– На стадии эксплуатации контроль качества состоит в проверке соблюдения требований эксплуатационной и ремонтной документации.
Контроль качества включает три основных этапа:
– получение первичной информации о фактическом состоянии объекта контроля, контролируемых признаках и показателях его свойств;
– получение вторичной информации – сведений об отклонениях от заданных параметров путем сопоставления первичной информации с запланированными критериями, нормами и требованиями;
– подготовка информации для выработки соответствующих управляющих воздействий на объект, подвергающийся контролю, с целью устранения или предотвращения в будущем подобных отклонений.
Контролируемый признак это количественная или качественная характеристика свойств объекта, подвергаемая контролю.
Метод контроля представляет собой совокупность правил применения определенных принципов для осуществления контроля.
Средства контроля – это изделия (приборы, приспособления, инструменты, испытательные стенды) и материалы (например, реактивы), используемые при контроле.
По действующей видовой классификации контроль качества подразделяется по следующим видовым признакам:
А) в зависимости от объекта контроля – контроль количественных и качественных характеристик и свойств продукции, технологического процесса (его режима, параметров, характеристик);
Б) по положению в производственном процессе все виды контроля качества подразделяют на:
1. Контроль в процессе проектирования нового изделия;
2. Входной контроль качества поступающих на предприятие от поставщиков сырья, материалов и полуфабрикатов;
3. Контроль готовой продукции, который в свою очередь включает межоперационный контроль (контроль продукции или процесса во время выполнения или после завершения определенной операции) и выходной контроль законченной производством продукции, по результатам которого принимается решение о ее пригодности к поставке или использованию;
4. Анализ специальных процессов, объединяющий исследования и испытания, позволяющие локализовать причины возникновения свойств продукции, не соответствующих техническим требованиям, определить возможность повышения характеристик качества и убедиться в том, что принятые корректирующие действия дали необходимый полный и длительный эффект;
По полноте охвата контролируемых изделий выделяют сплошной контроль, т.е. контроль каждой единицы продукции, осуществляемый с одинаковой полнотой, и выборочный – контроль выборок или проб из партии или потока продукции;
По связи с объектом контроля во времени существует:
– летучий контроль – контроль в случайные моменты, выбираемые в установленном порядке; его эффективность обуславливается внезапностью, правила обеспечения которой должны быть специально разработаны. Этот контроль, как правило, осуществляется непосредственно на месте изготовления, ремонта, хранения и т.п.;
– непрерывный контроль – контроль, при котором поступление информации о контролируемых объектах происходит непрерывно;
– периодический контроль, при котором поступление информации о контролируемых параметрах происходит через установленные интервалы времени.
По возможности последующего использования продукции выделяют разрушающий контроль (при котором объект контроля дальнейшему использованию не подлежит) и неразрушающий контроль (без нарушения пригодности объекта контроля к дальнейшему использованию по назначению); в первом случае продукция может остаться пригодной к использованию, однако метод контроля не гарантирует это для каждой проверенной единицы;
По степени использования средств контроля выделяют измерительный, регистрационный, органолептический, по контрольному образцу (путем сравнения признаков качества продукции и контрольного образца), технический осмотр. Решение относительно объекта органолептического контроля принимается только по результатам анализа чувствительных восприятий (например, оценка цветовых оттенков, запаха). При этом виде контроля могут применяться средства, не являющиеся измерительными, но увеличивающие восприимчивость органов чувств;
В зависимости от уровня технической оснащенности существуют:
– ручной контроль, при котором используются немеханизированные средства контроля для проверки качества деталей, изделий;
– механизированный контроль, при котором применяются механизированные средства контроля;
– автоматизированный контроль, который осуществляется с частичным непосредственным участием человека;
– активный контроль, который воздействует на ход осуществления технологического процесса и режимов обработки с целью управления ими.
По структуре организации выделяют:
– самоконтроль – контроль качества, осуществляемый самим исполнителем,
– одноступенчатый контроль, который проводится непосредственно изготовителем и работником отдела технического контроля;
– многоступенчатый контроль – контроль, осуществляемый исполнителем, операционный контроль, приемочный контроль со стороны работников ОТК.
По типу проверяемых параметров и признакам качества проверяют:
– контроль геометрических параметров, т.е. контроль линейных, угловых размеров, шероховатости, формы и т.п.;
– контроль физических свойств, таких, как тепло-, электропроводность, температура плавления и другие;
– контроль механических свойств: жесткости, твердости, пластичности, упругости, прочности ит.д.;
– контроль химических свойств: химический анализ состава вещества, определение коррозийной стойкости в разных средах и другие;
– металлографические исследования, охватывающие контроль микро- и макроструктуры заготовок, полуфабрикатов, деталей;
– специальный контроль, подразумевающий контроль герметичности, отсутствия внутренних дефектов, например с помощью ультразвука;
– контроль функциональных параметров, т.е. работоспособности приборов, систем, устройств в различных условиях;
– визуальный контроль – контроль внешнего вида объекта.
С учетом все обостряющейся конкуренции в современном мире недостаточно просто заявить о качестве производимой продукции, необходимо поддерживать его на заданном уровне, доказывая тем самым осознанно выбранную и последовательно реализуемую стратегию в области качества. Одним из важных элементов является контроль качества выпускаемой продукции. Согласно четвертому изданию американского национального стандарта ANSI PMBOK 2008 контроль качества – процесс контроля и записи результатов выполнения действий по обеспечению качества для оценки исполнения и разработки рекомендаций относительно необходимых изменений.
Так в XIX веке контроль качества продукции был преимущественно сплошным и заключался в проверке всей партии выпускаемой продукции. Однако со временем данный подход к контролю качества продукции доказал свою неэффективность. Во-первых, контрольный аппарат предприятий должен был в пять-шесть раз превышать количество производственных рабочих, во-вторых, при массовом производстве такой контроль очень дорог. Поэтому уже в первой четверти XX века в промышленности (а точнее, – в военно-промышленном комплексе), дорогостоящий и трудоемкий сплошной контроль был заменен выборочным контролем качества[5], при котором проверке подлежит относительно небольшое количество единиц продукции из проверяемой партии. Обеспечение достоверности такого контроля качества стало возможным благодаря применению методов математической статистики. В наступившем XXI веке статистический контроль качества получил более широкое применение и стал использоваться не только для оценки соответствия продукции, но и производственных процессов.
Статистический контроль качества продукции требует применения определенных методов, основанных на достижениях теории вероятности и математической статистики. Статистические методы контроля в настоящее время применяются в промышленном производстве, при планировании, проектировании, материально-техническом снабжении, маркетинге и на других стадиях жизненного цикла продукции[5]. Данная группа методов контроля качества обладают рядом преимуществ, к числу которых следует отнести возможность прогнозирования качества продукции и процессов и снижение трудоемкости контрольных операций путем проведения выборочного контроля.
Кроме того применение статистических методов контроля качества позволяет своевременно принимать решения на всех уровнях управления за счет наглядного отображения динамики изменения качества продукции и настроенности процессов. В противовес описанным достоинствам данные методы контроля качества имеют один большой недостаток – сложность применения, необходимость использования специальных знаний, что затрудняет их широкое использование всеми участниками процесса. По этому поводу профессор Исикава сказал, что управление качеством «начинается с обучения персонала и заканчивается обучением персонала»[2]. Это связано с тем, что статистическое мышление необходимо для каждого участника производственного процесса. Каждый сотрудник предприятия, используя статистические методы для анализа и контроля процессов, способствует повышению качества и эффективности производства.
Для решения возникшей проблемы японские ученые из всего множества статистических методов контроля отобрали семь «простых» методов - контрольный листок, контрольную карту, диаграмму Парето, диаграмму стратификации, гистограмму, диаграмму разброса, диаграмму Исикавы (или «рыбий скелет»), которые представлены на рисунке 1.
Семь простых методов контроля качества обладают такими качествами как простота, наглядность, визуализация результатов, они доступны для понимания персоналом любого уровня и рассчитаны на широкое применение.
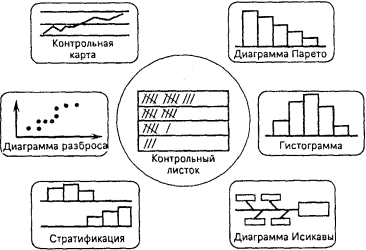
Рис. 1. Семь «простых» методов контроля качества[4]
В таблице 1 представлено описание и сравнительная характеристика методов контроля качества.
Таблица 1
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 6656; Нарушение авторских прав?; Мы поможем в написании вашей работы!