КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Библиографический список. Содержание отчета по комплексной работе
|
|
|
|
Содержание отчета по комплексной работе.
2.1. Наименование работы.
2.2. Формулировка и исходные данные индивидуального задания.
Задание: «Описать технологию изготовления детали (изделия), перечни и характеристики используемого оборудования и оснастки, представить результаты контроля размеров».
2.3. Чертёж изделия «……».
2.4. Перечень технологических методов слесарной обработки, используемых при изготовлении изделия.
2.5. Характеристика технологического оборудования: наименование, модель, технологические возможности, части и узлы станка.
Таблица 4.10
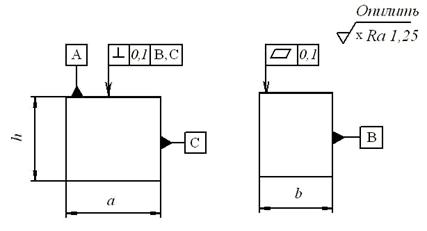
Технологическая карта последовательности опиливания плоскости
| Технологический эскиз опиливания плоскости бруска |
|
| Материал: сталь Ст. 3 Заготовка – брусок: a ´ b ´ h На поверхности А нанесены керны (3–4 углубления) глубиной до 1 мм. |
| Номер перехода | Содержание перехода | Эскиз перехода | Режущий инструмент и оснастка | Режим обработки | Измерительный инструмент |
| Установить и закрепить заготовку. | 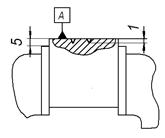
| Верстак, слесарные плоскопараллельные тиски | |||
| Опилить поверхность А перекрёстными штрихами до удаления накернённых углублений. | 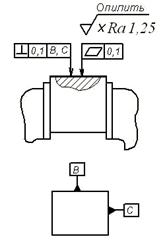
| Напильник плоский № 2 | Опилить под углом 30–40 о к плоскости губок тисков |
Окончание табл. 4.10
| Номер перехода | Содержание перехода | Эскиз перехода | Режущий инструмент и оснастка | Режим обработки | Измерительный инструмент |
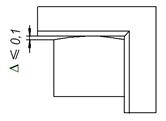
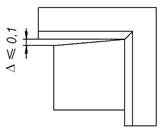
| Контролировать: размер h, отклонение от перпендикулярности плоскости А к сторонам B и C не более 0,1 мм; неплоскостность поверхности А не более 0,1 мм. |
| Штангенциркуль 0–125 мм; угольник 90 о; щуп 0,1 мм | |||
| Опилить плоскость А до шероховатости Ra 1,25 мкм. | 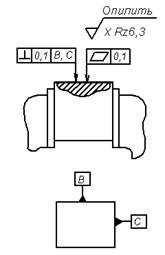
| Напильник плоский № 3 | Опилить перекрёстными штрихами | Профилометр MarSurf PS1, угольник 90 о; щуп 0,1 мм | |
| Притупить острые кромки. | Напильник плоский № 3 |
Таблица 4.11
Технологическая карта последовательности шабрения плоскости
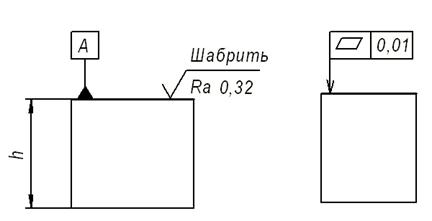
| Технологический эскиз шабрения плоскости А бруска |
|
| Материал: сталь Ст. 3 Заготовка – брусок: a ´ b ´ h |
| Номер перехода | Содержание перехода | Эскиз перехода | Режущий инструмент и оснастка | Режим обработки | Измерительный инструмент |
| Нанести краску тонким слоем на поверхность поверочной плиты. Наложить заготовку плоскостью А на плиту и круговыми движениями её окрасить. | 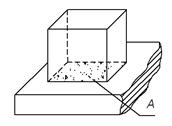
| Верстак, поверочная плита | |||
| Установить и закрепить заготовку. | 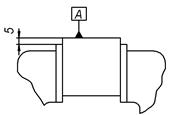
| Верстак, слесарные тиски |
Окончание табл. 4.11
| Шабрить плоскость А, удаляя окрашенные места. | 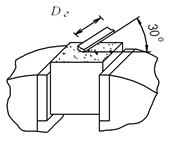
| Шабер плоский, L = 200 мм | Перекрёстный штрих, длина хода 2–3 мм | ||
| Раскрепить, снять заготовку, протереть поверхность А, удалив остатки краски и стружку. | |||||
| Повторить переход 1. | 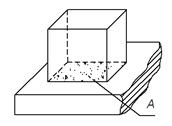
| Верстак, поверочная плита | |||
| Наложить рамку на поверхность А, сосчитать число пятен на площади контрольной рамки. | 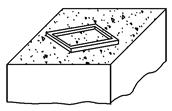
| Поверочная рамка 25 ´ 25 мм, профилометр MarSurf PS1 | |||
| Продолжить переходы 2–6 до обеспечения 10–13 пятен в пределах площади рамки. | Верстак, тиски, шабер плоский, L = 200 мм | Поверочная рамка, профилометр MarSurf PS1 |
Таблица 4.12
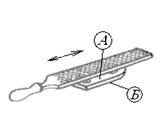
Технологическая карта последовательности изготовления детали «Ушко»
методами слесарной обработки
| Эскиз детали |
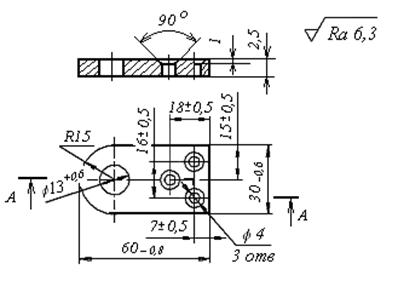
|
| Материал: сталь Ст. 3 Размеры заготовки: 35 ´ 65 ´ 2,5 |
| Номер перехода | Содержание перехода | Эскиз перехода | Режущий инструмент и оснастка | Режим обработки | Измерительный инструмент |
| Править (рихтовать) заготовку. | 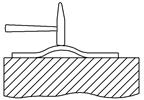
| Правильная плита, молоток | Лекальная линейка | ||
| Установить и закрепить заготовку. | 
| Верстак, тиски слесарные | Линейка 0–150 мм | ||
| Опилить последовательно грани 1 и 2 под углом 90 о. | 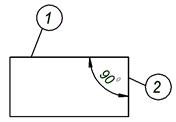
| Напильник плоский, № 2, длиной 250 мм | Угольник 90о |
Продолжение табл. 4.12
| Разметить заготовку в соответствии с эскизом. | 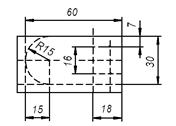
| Линейка, чертилка, кернер, молоток, циркуль разметочный | Штангенциркуль 0–200 мм | ||
| Отрезать углы заготовки и припуски на стороны по разметке. | 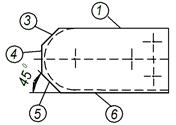
| Ножницы рычажные | Штангенциркуль 0–200 мм | ||
| Установить и закрепить заготовку. | 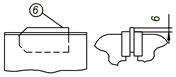
| Верстак, тиски слесарные | Линейка 0–150 мм | ||
| Опилить заготовку по контуру с переустановкой в тисках. | 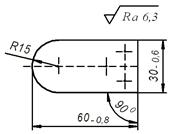
| Напильник плоский, № 2, длиной 250 мм | Штангенциркуль 0–200 мм, шаблон R 15 | ||
| Установить и закрепить заготовку. | 
| Настольно-сверлильный станок, машинные тиски | |||
| Установить и закрепить спиральное сверло Ø 4 мм. | Сверло спиральное Ø 4 мм, трёхкулачковый самоцентрирующий патрон |
Продолжение табл. 4.12
| Сверлить по разметке 4 отверстия Ø 4 мм. | 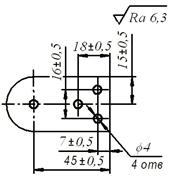
| Настольно-сверлильный станок, сверло спиральное Ø 4 мм, трёхкулачковый патрон | n = 710 об/мин, подача – ручная | Штангенциркуль 0–150 мм | |
| Снять спиральное сверло и установить коническую зенковку. | Зенковка коническая с углом конуса 90 о, трёхкулачковый патрон | ||||
| Зенковать 3 отверстия на глубину 1 мм. | 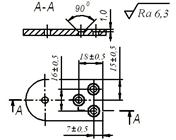
| – // – | n = 710 об/мин, подача – ручная | Шаблон 1 ´ 90 0 | |
| Снять зенковку и установить спиральное сверло, переустановить заготовку. | Спиральное сверло Ø13 мм, переходная втулка, машинные тиски | ||||
| Рассверлить отверстие Ø13 мм. | 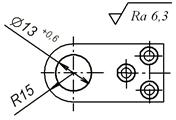
| – // – | n = 280 об/мин, подача – ручная | Штангенциркуль 0–150 мм |
Окончание табл. 4.12
| Раскрепить и снять заготовку со станка, закрепить заготовку в слесарных тисках. | 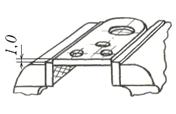
| Верстак, тиски слесарные | Штангенциркуль 0–150 мм | ||
| Опилить плоскости А и Б заготовки, обеспечивая заданную шероховатость. | 
| Верстак, тиски слесарные, напильник плоский № 3, L = 250 мм. | Обработка перекрёстным движением | Профилометр MarSurf PS1 | |
| Раскрепить, снять заготовку, контролировать размеры. | Штангенциркуль, шаблон R 15 мм |
2.6. Эскиз технологического перехода с указанием получаемого размера и шероховатости обработанной поверхности (даётся по заданию преподавателя).
2.7. Перечень применяемых при выполнении технологического перехода приспособлений, режущих, вспомогательных и измерительных инструментов.
2.8. Результаты контроля размеров изготовленного изделия, представленные по форме таблицы 4.4.
2.9. Выводы.
1. Технология конструкционных материалов: Учебник для вузов / Под ред. Ю. М. Барона. — СПб.: Питер, 2012. — 512 с.
2. Технология конструкционных материалов: Учебник / Под общей ред. А. М. Дальского. — М.: Машиностроение, 2005. — 592 с.
3. Барон Ю. М., Дзельтен Г. П. Технология конструкционных материалов: Упражнения и задачи. — СПб.: Изд-во СПбГТУ, 2000. — 93 с.
4. Гальванические покрытия в машиностроении: Справочник, в 2-х томах / Под ред. М. А. Шлугера, Л. Д. Тока. — М.: Машиностроение, 1985.
5. Островский В. И. Теория резания металлов. Расчёт оптимальных режимов резания: Учеб. пособие. — Л.: СЗПИ, 1980. — 68 с.
6. Покровский Б. С. Слесарное дело: Учебник для образов. учреждений начального проф. образования / Б. С. Покровский, В. А. Скакун. — М.: Академия, 2006. — 316 с.
7. Практикум в учебных мастерских и технология конструкционных материалов: Учеб. пособие. — М.: Просвещение, 1986. — 191 с.
8. Розенфельд И. Л., Рубинштейн Ф. И., Жигалова К. А. Защита металлов от коррозии лакокрасочными покрытиями. — М.: Химия, 1987.
9. Справочник по электрохимическим и электрофизическим методам обработки / Под ред. В. А. Волосатова. — Л.: Машиностроение, 1988. — 719 с.
10. Справочник технолога-машиностроителя в 2-х т. Т. 2 / Под ред. Л. Г. Косиловой и А. Г. Мещерякова. — М.: Машиностроение, 1985. — 496 с.
11. Технология машиностроения: В 2-х кн. Кн. 1. Основы технологии машиностроения: Учебн. пособие для вузов / Э. Л. Жуков и др.; Под ред. С. Л. Мурашкина. — М.: Высш. шк., 2003. — 278 с.
12. Технология машиностроения: В 2-х кн. Кн. 2. Основы технологии машиностроения: Учебн. пособие для вузов / Э. Л. Жуков и др.; Под ред. С. Л. Мурашкина. — М.: Высш. шк., 2003. — 295 с.
ПРИЛОЖЕНИЯ
Приложение 1
Классификация металлообрабатывающих станков
| Группа станков | Типы станков | |||||||||||
| наименование | шифр | |||||||||||
| Резервные | – | – | – | – | – | – | – | – | - | – | ||
| Токарные | Автоматы и полуавтоматы | револьверные | сверлильно-отрезные | карусельные | токарные, токарно- винторезные и лобовые | многорез- цовые, копиро-вальные | специализированные | разные токарные | ||||
| специализированные | одно-шпиндельные | многошпиндельные | ||||||||||
| Сверлильные и расточные | – | настольно- и вертикально-сверлиль- ные | Полуавтоматы | координатно-расточ-ные | радиально-сверлиль-ные | горизон-тально-расточные | алмазно-расточные | горизон-тально-сверлиль-ные | разные сверлильные и расточные | |||
| одношпин-дельные | многошпин-дельные | |||||||||||
| Шлифовальные, полировальные, доводочные, заточные | – | круглошлифовальные | внутри- шлифовальные | обдирочно- и торцово-шлифо-вальные | специализированные шлифовальные | – | заточные | плоско-шлифо-вальные | притироч-ные, полиро-вальные, хонинго-вальные | разные с абразивным инструментом | ||
| Электрофизические и электрохимические, комбиниро-ванные | – | – | светолучевые | – | электро-химические | – | – | электро-эрозион-ные, ультра-звуковые прошивочные | анодно-механи- ческие отрезные | – |


| Группа станков | Типы станков | |||||||||||
| наименование | шифр | |||||||||||
| Зубо- и резьбообра-батывающие | резьбо- нарезные | зубодолбёжные для цилин-дрических колёс | зубо- нарезные для конических колёс | зубо-фре-зерные для цилиндрических колёс и шлицевых валов | для нарезания червячных колёс | для обработки торцов зубьев колёс | резьбофре- зерные | зубо- отделочные, проверочные, обкатные | зубо- и резьбошли- фовальные | разные зубо- и резьбо- обрабаты-вающие | ||
| Фрезерные | – | вертикально-фрезерные консольные | фрезерные непрерыв-ного действия | – | копиро-вальные и гравиро- вальные | вертикально-фрезерные бесконсольные | продольно-фрезерные | консольные широко-универсальные | горизон-тальные консольные | разные фрезерные | ||
| Строгаль-ные, долбёжные, протяжные | – | продольные | поперечно-строгаль-ные | долбёжные | протяжные горизон-тальные | протяжные вертикальные для | – | разные строгальные | ||||
| одностоечные | двухстоечные | внутреннего протягивания | наружного протягивания | |||||||||
| Разрезные | – | отрезные, оснащённые | правильно- и бесцентровообдирочные | пилы | – | – | ||||||
| резцом | абразивным кругом | гладким диском | ленточные | дисковые | ножовоч-ные | |||||||
| Разные | – | опиловоч-ные, труто- и муфтообрабатывающие | пило- насекательные | правильно- и бесцентро-вообдирочные | – | для испытания инструментов | делитель-ные машины | балансировочные | – | – |

ПРИЛОЖЕНИЕ 2
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 639; Нарушение авторских прав?; Мы поможем в написании вашей работы!