КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Теоретико-вероятностный метод
|
|
|
|
Расчет размерных цепей теоретически вероятностным методом основан на теории вероятностей.
В условиях единичного и массового производства при оптимально настроенном оборудовании размеры изготавливаемых деталей (рассеяние их размеров) подчиняются закону нормального распределения.
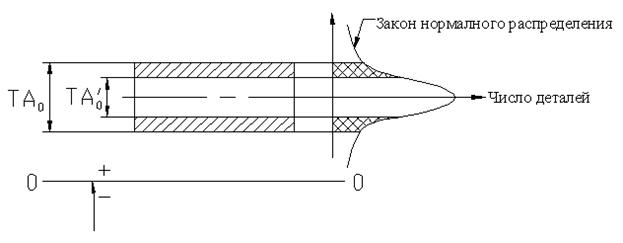
Отклонение размеров в основном группируются около середины поля допуска, а вероятность изготовления размеров деталей с предельными (верхним  и нижним
и нижним  ) отклонениями весьма мала.
) отклонениями весьма мала.
Замыкающее звено размерной цепи принимаем за случайную величину, являющуюся суммой независимых случайных переменных, т.е. суммой независимых составляющих звеньев цепи.
 ……………(1)
……………(1)
Предположим, что границы вероятностного распределения составляющих и замыкающего звеньев совпадают с границами допусков, то при вероятности 0,27% риска можно принять
 или
или  , соответственно
, соответственно  (При этом у 0,27% деталей размеры замыкающего звена будут выходить за пределы поля допуска).
(При этом у 0,27% деталей размеры замыкающего звена будут выходить за пределы поля допуска).
Подставляя  и
и  в уравнение (1) получаем
в уравнение (1) получаем
 ……………(2)
……………(2)
При других законах распределения (равной вероятности, закона треугольника) вводятся коэффициенты.
k0, kj – коэффициенты характеризующие отличие распределения погрешностей у составляющих и замыкающего звеньев от распределения по закону Гаусса.
При вероятностном расчете отклонения ES(A0) и EJ(A0) замыкающего звена определяют по формулам
Решение прямой задачи (проектный расчет) теоретико-вероятностным методом. Эта задача решается аналогично методике, изображенной для прямой задачи по методу max-min.
Способ равных допусков

Способ допусков одного квалитета
Применение теоретико-вероятностного метода расчета расчетных цепей по сравнению с методом max-min позволяет:
· При решении обратной задачи, по известным допускам составляющих определить более узкий допуск замыкающего звена.
· При решении прямой задачи, по заданному допуску замыкающего звена назначить более грубые, т.е. технологически выполняемые допуски составляющих звеньев.
Например:
n=4; TA0=8мкм
1. 
2. 
Метод групповой взаимозаменяемости
Селективная сборка
Сущность – изготовление деталей со сравнительно широкими технологическими, выполнимыми допусками, сортировке деталей на равное число групп с более узкими групповыми допусками и сборке их (после комплектовании) по одноименным группам.
Применяют когда средняя точность размеров цепи очень высокая и экономически неприемлема.
Преимущества:
Позволяет обрабатывать детали с более широкими допусками, при обеспечении необходимой точности. (в n раз повышается точность сборки без уменьшения TD на изготовления).
Недостатки:
Усложняется контроль (требуется большой штат контролеров, измерительно-сортировочное оборудование), повышается трудоемкость сборки, увеличение незавершенного производства, т.к. разное число деталей в группах.
Применяется в массовом и крупносерийном производстве, когда затраты на сортировку, сборку окупаются высоким качеством. При производстве подшипников качения и сборке ответственных резьбовых соединений селективная сборка единственная экономически целесообразная.
При селективной сборке Nmax и Smin уменьшают, а Smax и Nmin увеличивают, прибли-жаясь с увеличением числа групп сортировки к Nm и Sm для данной посадки, что делает соединения более долго-вечными.
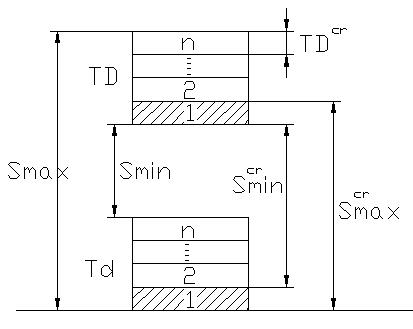 Для установления числа групп n сортировки деталей необходимо знать тре-буемые предельные значения групповых SN, которые находятся из условия обеспечения долговечности соединения, либо допускаемое значение группового допуска, определяемого экономической точностью сборки и сортировки. TD=Td
Для установления числа групп n сортировки деталей необходимо знать тре-буемые предельные значения групповых SN, которые находятся из условия обеспечения долговечности соединения, либо допускаемое значение группового допуска, определяемого экономической точностью сборки и сортировки. TD=Td
Групповой N и S остаются постоянными при переходе от одной группы к другой.
При сборке деталей для повышения долговечности подвижных соединений необходимо создавать наименьший допускаемый зазор, для повышения работоспособности соединений с натягом – наибольший допускаемый натяг.
Число n подсчитывается по следующим формулам (для подвижных посадок):
При заданном 
При TD>Td групповой S, N при переходе от одной группы к другой не остается постоянным, следовательно, однородность соединений не обеспечивается, поэтому селекционную сборку целесообразно применять при TD=Td.
При большом числе групп сортировки групповой допуск незначительно отличается от допуска групп при меньшем числе групп, но при этом усложняется организующий контроль и сложность сборки значительно возрастает.

Лишь в подшипниковой промышленности при сортировке тел качения  .
.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 1693; Нарушение авторских прав?; Мы поможем в написании вашей работы!