КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
При изготовлении изделий платьево-блузочного ассортимента
|
|
|
|
Основные виды ниточных швов, используемые
Изделия платьево-блузочного ассортимента отличаются широким набором отделочных и усложняющих элементов, которые представлены различными по сложности конструкциями швов. Совокупность конструкций швов, применяемых в процессе изготовления одежды платьево-блузочного ассортимента является основой для разработки механизированных средств проектирующими организациями. СММ разрабатывались целенаправленно для одной или нескольких конструкций швов согласно ОСТ 17-835-80 «Технические требования к швам» (табл. 2.3.1.).
Основными параметрами, характеризующими конструкцию шва, являются: припуск на шов, расстояние от строчки до подогнутого среза, расстояние между строчками.
По назначению и расположению деталей различают соединительные (стачные, накладные, настрочные), отделочные (рельефные, с кантом, складки) и краевые (обтачные, окантовочные, в подгибку) швы.
Большое влияние на качество изготовления швов и изделия в целом оказывает использование средств малой механизации.Приспособления малой механизации позволяют без внесения дополнительных капитальных затрат снизить время на операциях, повысить производительность труда.
По классификации, предложенной ЦНИИШПом, все приспособления делятся на 6 групп. Каждая группа служит для выполнения определенных видов швов.
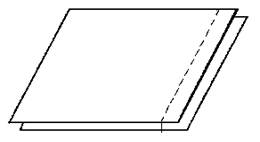
К первой группе относятся приспособления для обеспечения параллельности строчки краю соединяемых деталей (без подгибания материала), ранее выполненной строчке. Эти приспособления используются для выполнения соединительных швов, для выполнения отделочной строчки по краю обтачных деталей, для настрачивания уже соединенных деталей. Также сюда относятся приспособления для втачивания тесьмы между двумя деталями, приспособления для настрачивания на двухигольной машине тесьмы по прямолинейным и слабо искревленным контурам, притачивания застежки-молнии.
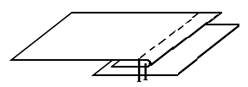
Вторая группа приспособлений служит для подгибания срезов одной детали, что позволяет получить одинаковую ширину подгибки и обеспечивается параллельность строчки подогнутому краю. С их помощью выполняются швы вподгибку с открытым и закрытым срезом, для формирования складок-защипов.
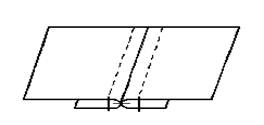
К третьей группе относятся приспособления для одновременного подгибания срезов нескольких деталей, предназначены для выполнения запошивочных, взамок, настрочных швов.
Четвертая группа служит для окантовывания срезов деталей. Они обеспечивают высокое качество при окантовывании срезов деталей полоской материала или тесьмой и настрачивании отделочной окантовки.
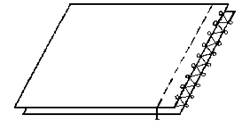
Пятая группа служит для фиксации мест расположения обметочных петель, что исключает предварительную разметку петель.
В шестую группу объединены приспособления предназначенные для выворачивания деталей, наматывания полосок материала на кассеты и т.п.
Данная работа имеет большой практический интерес, но отсутствие систематизированной информации об уже имеющихся средствах малой механизации затрудняют работу по изучению вопроса об использовании их в различных типах процессов.
Таблица 2.3.1
Технические требования к швам, используемым при изготовлении изделий платьево-блузочного ассортимента
ОСТ-17-835-80
| Кодовое обозначение, схематичное изображение | Основные технологические операции | Параметры шва, мм. |
101. Стачной
| Соединение деталей полочек или переда, спинки, полотнищ юбки, боковых и плечевых срезов, срезов рукавов, соединение рукавов с изделием, лифа с юбкой | Расстояние от срезов деталей до строчки 10,0-15,0 |
| Притачивание планок, манжет, воротника, притачивание надставок из основной ткани | 7,0-10,0 | |
| Обтачивание рукавов низа, воротников, манжет, бортов, клапанов, хлястиков, поясов, горловины, проймы и др. деталей. | 5,0-7,0 |
Продолжение таблицы 2.3.1
102. Расстрачной
| Соединение и отделка деталей в соответствии с образцом (эталоном) или в изделиях из материалов, где разутюживание швов не допускается | Расстояние от строчки стачи-вания до строчки расстрачи-вания - по модели. Расстояние от среза детали до строчки расстрачивания 2,0-5,0 |
103. Стачной шов с одновременным обметыванием срезов
| Соединение деталей в изделиях из всех тканей (в том числе втачивание в изделиях из х/б тканей и трикотажных полотен, а из др. материалов - по модели, шов втачивания воротника настрачивают на изделие на расстоянии 4-5 мм от строчки втачивания). | Расстояние от срезов деталей до строчки стачивания 7,0 - 12,0 |
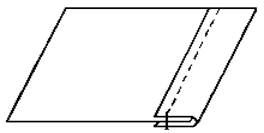
104. Настрочной шов с открытыми срезами
| Соединение деталей | Расстояние от строчки стачивания до строчки настрачивания – по модели |
Продолжение таблицы 2.3.1
105. Настрочной с одним закрытым срезом
| Соединение деталей | Расстояние от строчки стачивания до строчки настрачивания - по модели; от строчки настрачивания до среза нижней детали 2,0 - 7,0 |
106. Накладной шов с открытыми срезами
| Соединение частей прокладки, настрачивание тесьмы | Расстояние от срезов до строчки 3,0 - 5,0; Расстояние от края тесьмы до строчки по модели |
Продолжение таблицы 2.3.1
107. Накладной шов с закрытым срезом
| Настрачивание манжет, в/в, карманов, планок | Расстояние от подогнутого края до строчки - по модели; от строчки до срезов 7,0 -10,0 |
| Соединение деталей | Расстояние от подогнутого края до строчки - по модели; от строчки до срезов 10,0 -15,0 | |
| Настрачивание тесьмы | Расстояние от края тесьмы до строчки по модели | |
108. Накладной шов с двумя закрытыми
срезами
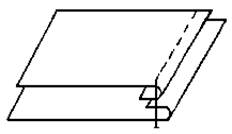
| Соединение бортов, воротника, манжет, настрачивание планки, настрачивание пояса на верхний срез юбки и одновременное застрачивание верхнего среза пояса. Соединение частей пояса, настрачивание бейки на край детали | Расстояние от подогнутых краев до строчки 1,0-2,0; расстояние от строчки до срезов 5,0 - 7,0 |
Продолжение таблицы 2.3.1
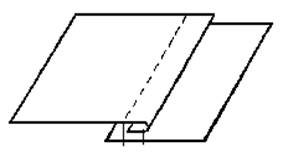
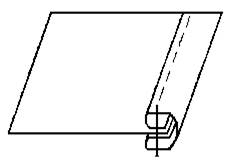
110. Запошивочный шов
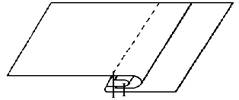
| Соединение деталей, притачивание надставок | Расстояние между строчками 3,0-7,0; расстояние от подог-нутого края до строчки 1,0-2,0 |
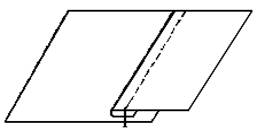
111. Шов «взамок», выполненный на двухигольной машине
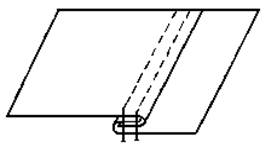
| Соединение деталей | Расстояние между строчками 4,0-7,0; расстояние от подогнутого края до строчки 1,0-2,0; ширина шва со стороны верхней детали должна быть равна ширине шва со стороны нижней детали |
112. Двойной шов
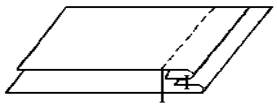
| Втачивание одинарных деталей (воротников, манжет), стачивание подкладки карманов | Расстояние от срезов до первой строчки 3,0-5,0; от края детали до 2-ой строчки 5,0-7,0 |
Продолжение таблицы 2.3.1
201. Окантовочный шов с открытым срезом
| Окантовывание срезов деталей тесьмой | Ширина окантовки - по модели; расстояние от среза окантовки до строчки окантовки 3,0 -7.0 |
202. Окантовочный шов с закрытыми срезами
| Окантовывание срезов деталей | Ширина окантовки - по модели; расстояние от закрытого среза окантовки до строчки 1,0 - 3.0 |
Продолжение табл. 2.3.1
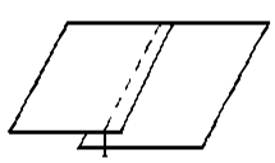
203. Шов вподгибку с открытым или обметанным срезом
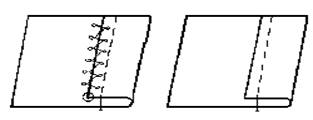
| Застрачивание внутренних краев п/бортов и обтачек горловины, низа рукава и т. п. | Расстояние от подогнутого края до стачивающей строчки 1,0-3,0; до зигзагообразной строчки 2,0-7,0; расстояние от среза до строчки 5,0-7,0 |
204. Шов вподгибку с закрытым срезом
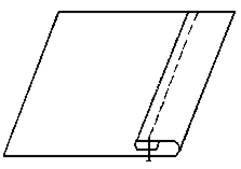
| Застрачивание краев деталей, низа изделий и рукавов | Расстояние от подогнутого края детали до края внутреннего подгиба - по модели |
| Застрачивание внутренних срезов подбортов, обтачки горловины, оборок, валанов и т.п. | Ширина внутреннего подгиба 7,0-10,0; расстояние от подогнутого края детали до края внутреннего подгиба 3,0-5,0; ширина внутреннего подгиба 3,0-4,0 |
3. Исследование возможности использования средств механизации в процессах изготовления одежды
на швейных предприятиях сервиса
3.1. Определение основных факторов влияющих
на возможность использования механизированных средств
при изготовлении изделий платьево-блузочного ассортимента
Как уже было отмечено, специфика единичного производства затрудняет использование всего комплекта приспособлений на швейных предприятиях сервиса без детального их изучения и анализа. В связи с этим необходимо выявить факторы, определяющие возможность использования СММ при изготовлении изделий платьево-блузочного ассортимента на предприятиях сервиса.
Анализ технической литературы и отчетов о научно-исследовательской работе специалистов ЦНИИШПа позволил определить причины по которым одно и тоже приспособление могло быть рекомендовано или не рекомендовано для использования.
Как правило, приспособление разрабатывается и рекомендуется для использования при изготовлении изделий определенного ассортимента из определенных групп тканей.
Каждое приспособление предназначено для выполнения определенной конкретной операции - конструкции шва с постоянными или регулируемыми в определенных пределах параметрами. В разработках некоторых приспособлений указывается конфигурация обрабатываемых срезов. Способ крепления определяет класс или ряд машин на которых СММ может быть использовано, а также быстроту замены и необходимость квалифицированного наладчика. Процент повторяемости элементов, частота встречаемости конструкций швов, выполняемых с помощью механизированных средств, определяет необходимость использования приспособления в процессе. Высокая точность изготовления, конструктивная сложность СММ, дороговизна исходных материалов иногда могут привести к настолько высокой его стоимости, что это не оправдывается даже удобством пользования и повышением качества обработки изделия.
Проведенное исследование и анализ его результатов показывает, что причины определяющие возможность использования СММ, не однородны и условно могут быть разделены на 3 группы: организационные, технологические, технические. Факторы, определяющие возможность использования средств малой механизации при изготовлении одежды платьево-блузочного ассортимента на предприятиях сервиса представлены на рис. 3.1.1.
Для определения значимости факторов, влияющих на возможность применения механизированных средств при пошиве изделий платьево-блузочного ассортимента использовался экспертный метод.
Выбранные факторы были внесены в анкету, которую предложили каждому эксперту для оценки их значимости. В качестве экспертов были привлечены специалисты занимавшиеся вопросами механизации швейного производства.
Данные, полученные от экспертов, обрабатывались с помощью метода априорного ранжирования факторов, основанного на методах ранговой корреляции.
С целью сокращения трудоемкости процесса обработки данных экспертов и повышения объективности полученной информации разработана программа обработки экспертных оценок.
Программа предназначена для определения по заданным исходным рангам стандартизированных рангов матрицы экспертных оценок, вычисления коэффициента конкордации, определяющего согласованность мнений экспертов и получения расчетных и табличных значений критерия Пирсона, характеризующих значимость определенного коэффициента конкордации.
Исходными данными для расчета на ЭВМ послужили:
М - число экспертов, участвующих в ранжировании факторов, чел.
N - количество факторов, подлежащих ранжированию.
X(M,N) матрица исходных рангов, полученная в результате экспертных оценок ранжируемых факторов.
Выполняемые при работе программы вычисления включают следующее:
а) расчет матрицы стандартизированных рангов X1(M,N) выполняемый для каждого эксперта по формуле:
k (k + 1)
xl(m,n) = xl(m,n - l) + E ________ (1)
где К - количество факторов, которым m-ный эксперт присваивает то же значение, что и n-ному фактору:
m = 1, 2 … М; n = 2, 3 … N;
х1(m, 1) = 1 … (1)
 |
0 при x (m, n – 1) = x (m, n)
E = 1 при x (m, n – 1) ≠ x (m, n)
б) вычисление для каждого эксперта величины поправки на одинаковые оценки:
αm
Тm = ∑ (k3 mί - kmί) m = 1,2… (2)
ί = 1
где αm - количество групп факторов, объединяющих для i-ro эксперта факторы с одинаковыми рангами:
kmί - количество факторов в i-ой группе для m-го эксперта, имеющих одинаковый ранг;
в) определение средней суммы нормализованных рангов, приходящихся на один фактор:
M N
S = ∑ ∙ ∑ x1(m, n) / M (3)
m = 1 n = 1
г) вычисление разности между фактической и средней суммой нормализованных рангов, приходящихся на каждый фактор D(n) квадрата разности К(п):
M
D(n) = ∑ (x1(m, n) – 8) (4)
m = 1
K(n) = D(n)2… (5)
д) определение коэффициента конкордации:
12 ∙ S
W = ──────────────── (6)
M
M2(N3 – N) – M ∙ ∑ Tm
m = 1
е) определение расчетного значения критерия Пирсона:
12 ∙ S
x2pacч. = ──────────────────── (7)
M
M ∙ N (N – 1) – ∑ Tm / (N – 1)
m = 1
ж) определение табличного значения критерия Пирсона как функции количества ранжируемых факторов.
Вследствие того, что факторы, влияющие на возможность применения средств механизации при пошиве изделий платьево-блузочного ассортимента в службе быта, объединены в 3 группы, оценка уровня значимости факторов проводилась внутри каждой группы. Коэффициент конкордации свидетельствует о высокой согласованности экспертов и составляет по группам соответственно:
организационные 0,910
технологические 0,565
технические 0,870
По результатам проведенного анализа, факторы по уровню значимости заняли следующую последовательность:
 | |||
 | |||
Рис. 3.1.1. Факторы, влияющие на возможность применения СММ при пошиве изделий платьево-блузочного ассортимента на швейных предприятиях сервиса
На рис. 3.1.3; 3.1.4; 3.1.5 представлены гистограммы значимости организационных, технологических и технических факторов соответственно, где на оси абсцисс отложены порядковые номера факторов по таблице исходных рангов, а на оси ординат - средняя сумма нормальных рангов.
Из приведенных гистограмм (рис. 3.1.3, 3.1.4, 3.1.5) видно, что не все факторы влияющие на возможность применения средств механизации при пошиве изделий платьево-блузочного ассортимента одинаково значимы. Некоторые значения малы и не будут оказывать существенного влияния на применение СММ, поэтому ими можно пренебречь и не учитывать.
Для последующих исследований и анализа конструкции приспособлений на возможность их использования в процессах изготовления одежды по индивидуальным заказам платьево-блузочного ассортимента из приведен-ного выше ряда факторов, на основе анализа гистограмм, исключим менее значимые и остановимся на наиболее весомых (рис.3.1.2).
 | |||
| |||
Рис. 3.1.2. Основные факторы, влияющие на возможность применения СММ при пошиве изделий платьево-блузочного ассортимента на швейных предприятиях сервиса
 S
S
Рис. 3.1.3. Гистограмма значимости технологических факторов
 S
S
Рис. 3.1.4. Гистограмма значимости технических факторов
S
Рис. 3.1.5. Гистограмма значимости организационных факторов
Таблица исходных данных
------------------------------------------------------------------------------------------------------------------------------------------------------------------------
А1 А2 А3 А4 А5 А6 А7 А8 А9 А10 А11
----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
2 9.0 10.0 11.0 7.0 5.0 6.0 2.0 8.0 4.0 3.0 1.0
3 11.0 9.0 10.0 7.0 4.0 8.0 1.0 5.0 6.0 2.0 3.0
4 7.0 8.0 10.0 11.0 9.0 4.0 5.0 6.0 3.0 2.0 1.0
5 11.0 8.0 10.0 9.0 3.0 5.0 1.0 6.0 2.0 4.0 7.0
--------------------------------------------------------------------------------------------------------------------------------------------
--------------------------------
таблица нормализованных рангов операций
===============================================================================
====================
A 1 A 2 A 3 A 4 A 5 A 6 A 7 A 8 A 9 A 10 A 11 T
===============================================================================
====================
1 10.0 9.0 5.0 4.0 2.0 3.0 1.0 7.0 6.0 8.0 11.0 0.0
2 9.0 10.0 11.0 7.0 5.0 6.0 2.0 8.0 4.0 3.0 1.0 0.0
3 11.0 9.0 10.0 7.0 4.0 8.0 1.0 5.0 6.0 2.0 3.0 0.0
4 7.0 8.0 10.0 11.0 9.0 4.0 5.0 6.0 3.0 2.0 1.0 0.0
5 11.0 8.0 10.0 9.0 3.0 5.0 1.0 6.0 2.0 4.0 7.0 0.0
================================================================================
=====================
S = 9.6 8.8 9.2 7.6 4.6 5.2 2.0 6.4 4.2 3.8 4.6
--------------------------------------------------------------------------------
---------------------
D = 18.0 14.0 16.0 8.0 -7.0 -4.0 -20.0 2.0 -9.0 -11.0 -7.0
--------------------------------------------------------------------------------
---------------------
D2 = 324.0 196.0 256.0 64.0 49.0 16.0 400.0 4.0 81.0 121.0 49.0
--------------------------------------------------------------------------------
---------------------
коэффициент конкордации ш = 0.565
критерий пирсона расчетный р = 28.364
критерий пирсона табличный р таб.= 18.307
Расчет выполнила
Работа выполнена - 01-12-2004
3.2. Анализ конструкций швов и частоты их встречаемости
Для определения частоты встречаемости конструкции швов, выполняемых с помощью приспособлений малой механизации необходимо выполнить выбор объекта исследования.
Характерной особенностью производства одежды по индивидуальным заказам является поступающие из салонов модели изделий. Непосредственная связь производства с заказчиками определяет возможность выбора модели при квалифицированной консультации художника или закройщика в зависимости от назначения одежды, видов материалов, размерных характеристик фигуры заказчика, его возраста, облика и индивидуальных запросов.
Это обуславливает поступление в процесс для одновременного изготовления весьма разнообразных моделей по конструктивным, фасонным особенностям, отделке, размерам и материалам.
Поэтому для анализа и выявления возможности использования средств малой механизации в процессе по изготовлению одежды платьево-блузочного ассортимента на швейных предприятиях сервиса исследуются не конкретные модели, а условное изделие, состоящее из совокупности усложняющих и отделочных элементов наиболее часто встречаемых в изделиях. Условное изделие представлено 25 моделями (рис. 3.2.1 – 3.2.21), которые являются основой для исследования и анализа конструкций швов, используемых при пошиве изделий данного ассортимента. Полученная систематизированная информация позволяет нам наглядно убедиться насколько широко могут использоваться СММ, как велика сложность конструкций швов, выполняемых с их помощью за один прием.
Все конструкции швов, которые с большой и малой вероятностью могли бы встретиться в изделиях платьево-блузочного ассортимента, были разбиты на 3 группы:
1. Соединительные швы.
2. Обработка краев и срезов.
3. Отделочные швы.
Как и предполагалось, наибольший удельный вес имеет группа отделочных швов, которые обеспечивают оригинальность женской одежды платьево-блузочного ассортимента.
Приспособления от различных проектирующих организаций с помощью которых выполняются те или иные конструкции швов и являются конкретными объектами изучения на возможность использования их в процессах по изготовлению изделий платьево-блузочного ассортимента.
Характеристика условного изделия представлена перечнем входящих в него элементов с указанием процента повторяемости каждого (таблица 3.2.1)
Таблица 3.2.1
Характеристика условного изделия
| Номера изделий | № пози-ции по пр. | Наименование изделия | Расп-ределе-ние услож-нящих элемен-тов | % повторяемости | ||
| По ЦОТШЛ | В ра-боте | |||||
| Изде-лия мини-маль-ной слож-ности | Услож-няющие элемен-ты | |||||
| 6,8,9,10,13,21,24 | Силуэт простой: прямой | - | - | - |
Продолжение таблицы 3.2.1
| 1,2,22 3,4,5,7,17,18,25 1,5,6,17,18,23 7,12,13,16,17 | полуприлегающий сложный: трапеция приталенный изделие расклешенное сверхпредусмотренного в минимальной сложности Изделие из материалов затрудняющих обработку: из материалов с рисунком, требующим подгонки из материалов белого цвета изделия из пальтовых материалов изделия из трикотажного полотна, триацетатных полотен и т.д. детали изделия основные, раскроенные в косом направлении Обработка изделия с заплиссерованными или гофрированными деталями | - + + + + + - + - + | - - - - - - - - - | - | - - - |
Продолжение таблицы 3.2.1
| 3,4,5 1,2,13,16,25 2,4,7,16,17,18,23,25 6,17,18,25 11,21 17,18 5,6,9,23 1 – 6,10,24 4,15 | Выточки нагрудные в области талии: на полочке на спинке плечевые локтевые Рельефы или отрезные бочки, или швы в изделии (свыше предусмотренных в изделии минимальной сложности): на полочке на спинке два дополнительных шва складки разных видов шириной свыше 2 см. складки мягкие по всей юбке клинья втачные в швы (6 клиньев) подрезы драпировка несложная драпировка полочек сложная, глубокая | + - - - - + + + - + + + + | - - - - - - - - - | - - - - - - | - - - - - |
Продолжение таблицы 3.2.1
| 2 – 5,16,23,25 10,21 4,16,17,25 3,4,5,25 16 моделей 3,7,11,12,18,21 1,13,15,19,20, 24,23 1,6,7,8,9 4,24 12,24 | Средний шов: на полочке на спинке в т.ч. со складкой шлицы в швах изделия Обработка застежек: на молнию длиной до 20 см. свыше 20 см. обтачкой (короткой) подбортами, припусками, обтачками в т.ч. с цельновыкроенными подбортами со смещенной бортовой застежкой с внутренней застежкой планками полочка и спинка отрезные по линии: талии бедер или несколько ниже кокетка на полочке и | - - - + - + - + + + - + + + | - - - - - - - - - | - - - - - | - - - - - - |
Продолжение таблицы 3.2.1
| 16,3 3,6,11,13,15,19 2,7,18 23,25 1,3 – 9,14,12,16, 17,18,24 2,11,13,15,19,20,21,23 10,22 | спинке: простая сложная Карманы: в т.ч. прорезные: с клапаном с листочкой в рамку в швах накладные: простые сложные Обработка горловины в изделиях без воротника и верхнего края изделия на бретелях в т.ч. сложный вырез горловины Воротник: отложной стойка апаш, шаль воротник-галстук, драп | + + + + + - - + + + - + + | - - - - - - - - - - | 2,4 - - - |
Продолжение таблицы 3.2.1
| 2,4,5,7,10,11,12, 13,15,16,17,18,23,25 3,19,22 6,9,21 2,4,5,9,12,13,15,17,18 24,25 3,5,6,7,9,16,25 2,4,10,13,15, 18 – 24 11,12 3,4,7 | Рукава: втачные (включая рубашечный покрой) реглан, полуреглан цельновыкроенные (кроме коротких) рукава-погоны Пройма квадратная Наполнение в верхней части рукава за счет сборок, складок, вытачек Низ рукава: гладкий со шлицами с манжетами, обтачками с вытачками, складками, закрепленными пуговицами с петлями баска притачная пелерина притачная пелерина съемная | + + + - - + + - + + + - + - + | - - - - - - - - - - - - - - - | - - - | - - - - - |
Продолжение таблицы 3.2.1
| 1,6,7,9,14,16,22,23,24 2,8 3,4,8,10,12,18 16,22,25 | пояс съемный пояс – кулиска пояс втачной пояс по низу изделия Верхний край юбки обработанный: поясом корсажной лентой эластичной тесьмой в 2 – 3 ряда хлястик мелкие накладные детали Юбка покроя: клеш – полусолнце клеш – солнце бретели с разными вариантами застегивания нагрудник в юбке полотнище юбки платья прокладка в изделии | + - + - - - - - + + - - - - + | - - - - - - - - - - - - | - - - | - - - - - - - - - - | |
| итого |
Число усложняющих элементов условного изделия (Уэл = 12) является хорошим показателем, отражающим многообразие отделочных и усложняющих элементов, которое как правило, используется при изготовлении изделий платьево-блузочного ассортимента на швейных предприятиях сервиса. По данным действующих предприятий число усложняющих элементов изделий платьево-блузочного ассортимента колеблется в пределах от 7 – 11, что меньше полученного результата. На основании этого, выбранное условное изделие и элементы входящие в него в полной мере могут являться объектом исследования для дальнейшего изучения и анализа поставленных вопросов.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 3453; Нарушение авторских прав?; Мы поможем в написании вашей работы!