КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Металлообработка
|
|
|
|
Расчёты населения в первом приближении
Давайте подытожим. В металлургической отрасли работало, минимум, 15-20 человек. Эти люди, я уверен, имели семьи. Традиционно, даже с учётом высокой детской смертности, в семье было в среднем порядка 5 детей. И стариков наши предки всё-таки, тоже с обрыва не сбрасывали. Значит — плюс 2 стариков. Получается 15-20 мужчин, плюс 15-20 женщин, плюс 75-100 детей, плюс 30-40 стариков. Итого: 135-180 человек, живущих в основном на доходы от металлургической отрасли.
Разумеется, всем им не было смысла жить в городе. Рудокопы, лесорубы, и углежоги с высокой степенью вероятности жили неподалёку от места работы. Я не утверждаю, что лесорубы жили в лесу прямо под деревом. Нет, просто они были сельским населением. Но если взять минимальные цифры, то тех, кто однозначно жили в городе, было минимум 54 человека или 6 домашних хозяйств. Селян, завязанных в процессе, — 81 человек или 9 домашних хозяйств.
Если бы я был уверен, что в поселении кроме металлургии ничем абсолютно не занимались, то смело умножил бы эти показатели на 10 и получил бы 540 городских жителей или 60 хозяйств, и 810 сельских жителей или 90 хозяйств. Ведь исследовано только 10% территории.
Сюда следовало бы добавить социальную надстройку в виде властей и охраны, которая в те времена составляла, вероятно, порядка 5-10%. Возьмём среднюю цифру 7% и получим дополнительно 38 городских жителей и 4 хозяйства. Всего соответственно 578 городских жителей или 64 домашних хозяйства.
Кроме того, все они потребляли продовольствие. Потребляли, но не производили. А кто его производил? Это дополнительные сельские жители, не занятые в производственном процессе. Причём, известно, что при сельскохозяйственных технологиях того времени, для того, чтобы прокормить излишками продовольствия 1 домашнее хозяйство, занятое в производстве, требовалось не менее 3 сельских хозяйств.
Значит, к сельским жителям следует добавить ещё 4164 земледельца, что составит 4974 сельских жителя или 552 сельских домашних хозяйства. Уже на этой стадии можно создавать реконструкцию. Однако, неравномерная занятость работников в других отраслях может существенно скорректировать расчёты.
Здесь мы не рассчитываем найти оборудование в виде механических устройств, станков (разве что, кузнечные горны) и подразумеваем ручную обработку. Поэтому, нас интересует, прежде всего, инструмент и сами изделия.
Процессы металлообработки занимают значительно меньше места, чем металлургические, и интересны в первую очередь с точки зрения реконструкции быта и внешнего облика жителей города. Я думаю, что всё вышесказанное позволяет уже говорить именно о городе.
Самым распространённым процессом металлообработки тогда была ковка. Для оборудования кузницы необходимы: кузнечный горн, наковальня и закалочно-охлаждающая ёмкость. В условиях нашего климата — это крытое срубное помещение размером, минимум, 3 на 4 метра.
Долговременная работа кузнеца под навесом или на открытом воздухе, как обычно изображают художники со слов археологов, с учётом сезонных колебаний температуры, в нашем регионе просто исключена: это прямая дорога на больничную койку.
Качество изделий также пострадает — заготовка будет остывать быстрее и снизится производительность. Думаю, для того чтобы избежать таких проблем, стоило поработать топором. Тем более, что ниже будет показано, насколько высоким был у горожан уровень плотницкого и столярного ремесла.
Работать в кузнице должны, минимум, 2 человека. Мы не знаем, сколько здесь было кузниц, но можно обоснованно полагать, что один металлургический горн работал на 1 кузницу. Если 3 горна то это тройная производительность, значит, в 3 раза большая по размерам или 3 отдельные кузницы. В любом случае, минимум, 6 кузнецов. Потребляли они порядка 2 куб. метра угля в сутки.
И что, собственно, можно произвести в этой кузнице?
На оснащённой таким образом кузнице можно производить проковку криц, для удаления неметаллических включений и получения кричного железа. Без проковки крица — это губчатая рыхлая масса, и ни к чему не пригодна. Это делали здесь однозначно.
Можно также ковать из кричного железа скобяные изделия, гвозди, скобы, подковы, засовы, дверные петли, детали механизмов; разбивать железо в листы, полосы, прутки; тянуть проволоку из железа, меди, серебра и золота (однако, вероятно, серебром и золотом занимались отдельно). Среди найденных на городище изделий есть всё перечисленное.
Также на подобных кузницах выполняется кузнечная сварка, пайка твёрдыми (медь, латунь) и мягкими (олово) припоями. При сварке и пайке применялись в обязательном порядке флюсы типа буры. Их добывали те же, кто занимался флюсами для металлургов.
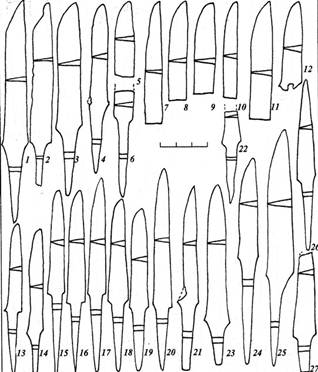
Результат применения этих технологий, мы наблюдаем среди находок (Рис.4)[6]. Практически все железные изделия выполнены с использованием сварки. Многие из них выполнены в виде трёхслойного пакета, либо с вваркой стального лезвия. По схеме трёхслойного пакета изготовлено 60% всех найденных ножей. Наварка стальных лезвий использована и при изготовлении ножниц.
Это были великолепные по остроте и долговечности изделия, а их разнообразие так велико, что даже присутствуют абсолютно современного вида столовые ножи со скруглёнными концами.
Интересно, что ножей низкого качества практически не находят. Те, которыми мы с вами сегодня скоблим овощи на кухне, близко не подходят для сравнения по качеству стали. Даже мотыги того времени так твёрды и остры, что археологи сомневаются, не тёсла ли это для дерева. Но и наконечники плугов такого же качества, а ведь ими-то явно ничего не тесали.
|
| Рис. 4 |
Сейчас сельскохозяйственные и бытовые инструменты такого уровня качества не просто очень дороги, их фактически не производят. Значит, наличие таких орудий труда свидетельствует о высоком качестве жизни того времени и облегчении ручного труда.
Кто косил твёрдой, хорошо отбитой и выправленной косой, знает, что усилий при этом тратится меньше, чем иным электрическим триммером. Такая коса гораздо легче, её без труда можно принести на дальний покос, и если она изготовлена по вышеописанным технологиям, то тупиться будет крайне редко.
Механическая обработка, скорее всего, производилась как в самой кузнице, так и в специальных слесарных, ювелирных мастерских.
Из обработки металлов резанием можно назвать шлифование. Найдено множество точильных камней. Среди них даже есть вполне современный по форме точильный круг. На таком круге можно получать очень ровные зашлифованные поверхности. Те же ножи, ножницы могут быть обработаны не хуже современных.
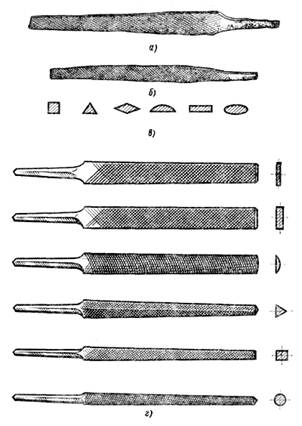
Также невозможно изготовление изделий с таким качеством без запиловки напильниками. Действительно, напильники тогда были широко распространены. Например, напильники 13 века из Райковецкого городища и Вышгорода, совершенно не отличаются от современных.
На рисунке (Рис.5) (а) — вышгородский, (б) — райковецкий. Под буквой (в) обратите внимание на разнообразие профилей древних напильников. Под буквой (г) среди профилей современных напильников нет овального. Это о чём-то говорит. В нашем случае напильники не найдены, но то, что запиловка при изготовлении найденных изделий использовалась, отрицать невозможно.
|
| Рис. 5 |
Кроме этого, производилась обработка металлов давлением. Это рубка, прошивка, насечка, гибка, клёпка, чеканка, штамповка на матрицах. Найдены соответствующие инструменты и изделия.
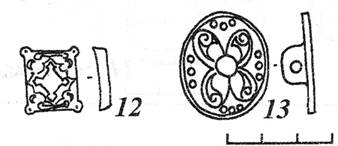
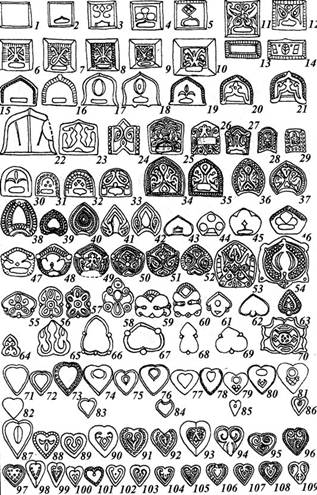
Интересны в этом плане литые ажурные матрицы, которые позволяли чеканить из листа повторяющиеся металлические накладки (Рис.6)[7]. Получалось очень красиво, аккуратно и производительно. Их найдено огромное множество (Рис.7)[8].
|
| Рис. 6 |
Вообще, можно сказать, что жители города владели всеми способами слесарной обработки. За исключением, возможно, сверления и распиловки металла, которое они заменяли прошивкой, и рубкой. Имея найденные инструменты, можно было изготовить практически любую механическую вещь, хоть часы Фаберже. Только для этого, разумеется, надо было ещё владеть специфическими расчётами.
|
| Рис. 7 |
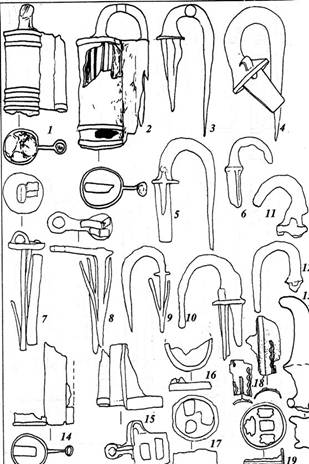
Самым распространёнными механизмами, которые делали городские ремесленники, были навесные замки. Их найдено множество (Рис.8)[9]. Замок состоял из корпуса с фигурными пазами и полостью, а также дужки с закреплёнными на её конце пластинчатыми пружинами. Защёлкивался он автоматически, а отпирался с помощью фигурного ключа.
При закрывании дужка вставлялась в отверстия корпуса. При этом пружины автоматически сжимались, и распрямлялись, только оказавшись в закрытой полости корпуса при полном замыкании дужки. Таким образом, они, упираясь концами в корпус, надёжно фиксировали дужку. В закрытую полость вела лишь узкая фигурная прорезь на донце корпуса. Открыть замок без специального ключа было очень непросто.
Для размыкания замка соответствующий ключ вставлялся в прорезь и при дальнейшем продольном перемещении сжимал пружины, позволяя извлечь дужку из корпуса.
Думаю, читатели далеки от мысли, что жители запирали столь надёжными замками навесы, шалаши и полуземлянки.
|
| Рис. 8 |
Видимо, пора уже вести речь о добротных дощатых дверях, срубных домах, надёжных потолках с теплоизолирующей засыпкой и не протекающих крышах. Ведь мало смысла в замке на двери, если в дом можно легко проникнуть, разметав солому или лубки на крыше.
Можно с уверенностью сказать, что быт жителей города не был тягостным. Если ювелирные ремёсла развиваются, значит, они востребованы. А то, что люди могут позволить себе не просто добротные, а красивые, изысканные вещи, говорит о достатке.
Кроме того, подобные украшения встречаются в здешних захоронениях столь часто, что нет оснований говорить о них, как о чём-то элитарном. Эти вещи были доступны рядовым горожанам.
Чтобы разобраться, как это производство могло выглядеть в реальности, достаточно не валить всё в одну кучу. Не стоит полагать, что один и тот же кузнец метался между наковальней и проволочной канителью, а затем, не успев от окалины руки отмыть, серебро чеканил.
Ничего не надо выдумывать, потому, что мы знаем, как исторически объективно сложилось разделение труда по ремёслам.
То что здесь в 13 веке разделение труда на ремёсла уже произошло, не вызывает сомнения. Об этом свидетельствует высокий уровень мастерства, богатый набор способов обработки и очень разнообразный инструментарий.
Я понимаю, как некоторым неприятно это признавать. А как же, ведь то же самое происходило в это время в Европе. Нам же, в учебниках истории писали, что здесь были тогда только ёлки и волки. Однако находки свидетельствуют о ранней и более интересной истории нашего края.
Однозначно, отдельно существовала ювелирная мастерская. Там производилась чеканка, штамповка, клёпка, высечка, шлифовка, полировка, серебрение, золочение. Там же тянули латунную, серебряную, золотую проволоку через канитель, и делали из них цепочки и другие украшения, которые найдены во множестве.
Для работ по золочению, серебрению, а также ювелирной пайке требуется своя печь, высокотемпературная (до 1000°С), но очень небольшая. Её археологи могли не зафиксировать вообще. Бегать к соседям металлургам и путаться у них под ногами со своими маленькими тигельками ювелиру очень нерационально. А без нагрева ему даже не отлить заготовку для волочения проволоки. Скорее всего, на этой же, не найденной пока печи плавили и драгоценные металлы для отливки изделий.
Вместо печи могла использоваться паяльная лампа особой конструкции, какие к тому времени известны в средней Азии. Здесь пока ничего подобного не найдено, поэтому следует остановиться на печи. Впрочем, на наши построения это мало влияет, лишь несколько снижает технологические возможности.
Специфика ювелирного ремесла в том, что там всё небольшое и достаточно дорогое. Поэтому объёмы небольшие и потери стараются уменьшить. На большой печи и расходы на топливо и потери всегда неизбежно велики. Поэтому достаточно объёмное бронзовое литьё всегда существовало в отдельном процессе.
Таким образом, ювелирная мастерская представляла собой закрытое помещение минимум 3 на 4 метра, подобное кузнице. Там располагалась небольшая печь для плавки, золочения и серебрения, верстак и масса инструментов. Среди приспособлений должны были присутствовать волоки (канители), маленькие прокатные валки, и наковаленка. Работать там может 1 человек. Потребление угля невелико.
У нас выделилась кузница и ювелирная мастерская. Механическая мастерская того времени вряд ли могла быть совмещена с кузницей. Она должна была быть отдельной, где выполнялись только работы по шлифовке, подгонке и сборке.
Те же клинки могли коваться в кузнице, и это только 1/3 часть работы, а шлифовка, сборка рукоятей и ножен могла происходить уже в другом, более приспособленном и комфортабельном помещении.
Следует принять второе предположение, как общепринятую практику в ремесленных центрах того времени. Заниматься шлифовкой и сборкой изделий действительно невозможно в условиях кузницы. Для качественной шлифовки нужно, как минимум хорошее освещение.
В кузнице же наоборот освещение всегда было полутёмным. Это важно для определения степени нагрева поковки. Его кузнецы и сегодня определяют по цвету раскалённого металла. Если недогреть, то металл потрещит в процессе ковки, если перегреть, то тоже появятся дефекты. При естественном, дневном свете оттенков цвета горячего металла просто не видно.
Таким образом, выделяется механическая мастерская. Это такое же по размеру, как и кузница, закрытое помещение, оборудованное небольшой наковальней, верстаком, точильным станком с ручным приводом, хорошим освещением и множеством инструментов.
Шлифовка, полировка и подгонка — процесс трудоёмкий, длительный и требующий высокой квалификации. То, что может за день наковать кузнец, шлифовщик сможет довести, минимум, за 3 дня, так как его работа менее производительна.
Однако следует заметить, что часть изделий кузнечного производства выходит в готовом виде. Это в основном скобяные изделия. Поэтому можно принять, что в механической мастерской работало, минимум, 2 человека.
|
|
|
|
|
Дата добавления: 2014-12-23; Просмотров: 471; Нарушение авторских прав?; Мы поможем в написании вашей работы!