КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Выбор конструкции линейного электрогидравлического привода с автономным задатчиком перемещений
|
|
|
|
Приводы
В качестве приводов главного движения в автоматических машинах большое распространение получил привод с механическими коробками скоростей, которые дают возможность ступенчатой настройки частоты вращения шпинделя. В большинстве конструкций автоматов механические коробки скоростей характеризуются сравнительной простотой конструкции. Изменение частоты вращения шпинделя или распределительного вала осуществляется обычно сменными зубчатыми колесами во время наладки автомата. В станках с ЧПУ применяют автоматические коробки скоростей в приводах главного движения. К приводам главного движения предъявляют следующие требования: необходимость использования всей мощности двигателя на любой заданной частоте вращения шпинделя, длительная работа при постоянной заданной частоте вращения и др.
Приводы подач сообщают движения суппортам, столам, агрегатным головкам, ползунам, заготовкам в круглошлифовальных станках, пинолям в сверлильных станках и т. д. Приводы подач должны обеспечивать: требуемый режим обработки; требуемый диапазон подач; требуемые силы; безлюфтовое движение исполнительного рабочего органа; заданное быстродействие; минимальное время на переключение скоростей и др.
В зависимости от требований изменение подачи может быть плавным или ступенчатым. При осуществлении ступенчатого ряда подач применяют механизмы: множительные, преобразующие, дифференциальные и планетарные, реверсивные, периодического действия, обгона. В зависимости от характера механизмов, используемых в приводах подач, в автоматизированном оборудовании применяют механические приводы, электромеханические приводы, гидравлические привод ы, электрогидравлические приводы.
Рассмотрим основные конструкции ЛЭГП с АЗП, используемые в настоящее время в металлорежущих станках с ЧПУ. На рис. 7 приведен привод трехкоординатного фрезерного станка с ЧПУ 6520ФЗ. Стол / получает перемещение от гидроцилиндра 2. Ход и скорость перемещения стола задаются шаговым двигателем 3, откуда движение через редуктор 4, винт 5 и рычажный механизм 9 передается на дросселирующий распределитель. Последний состоит из ролика 7, закрепленного на подпружиненной планке 5 и ролика 6. Ролики охватывают витки прямоугольной винтовой нарезки винта 6, образуя безлюфтовое соединение рычага с винтом. Другой конец рычага 9 соединен с золотником 10. Корпус 11 распределителя установлен на салазках станка, по которым перемещается стол. Перемещение стола определяется числом импульсов, подаваемых на ШД, а скорость движения — частотой следования импульсов. Одному импульсу в данном приводе соответствует перемещение 0,01 мм, диапазон рабочей подачи 1—1200 мм/мин, а скорость быстрых перемещений 4800 мм/мин. Микропереключатели 12 используются для остановки вращения ШД в тех случаях, когда смещение золотника относительно нейтрального положения превышает допустимое значение.
Многолетний опыт эксплуатации станков 6520ФЗ показал высокую надежность и долговечность конструкции ЛЭГП. Недостатком привода является значительная инерционность винта, длина которого соответствует длине рабочего хода стола, что снижает динамические характеристики привода, а также относительно низкая точность, связанная со сложностью конструкции рычажного механизма обратной связи.
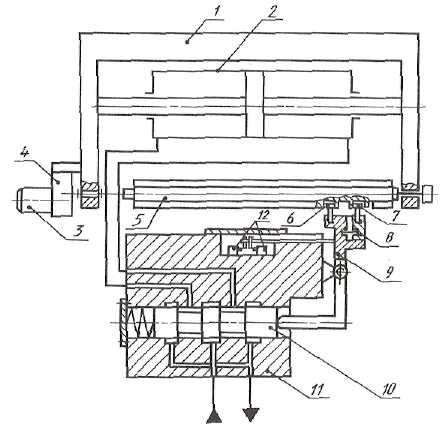
Рис. 7. Привод подачи стола фрезерного станка 6520ФЗ
Последний недостаток устранен в конструкции ЛЭГП с АЗП фирмы «Хартманн» (ФРГ) (рис. 8). Стол 1 станка связан с АЗП через винтовую передачу, содержащую винт 3 и гайку 2. При работе привода управляющие импульсы поступают на задающий электродвигатель 5, который поворачивает винт 3 через муфту, допускающую осевое смещение. На винте 3 жестко закреплен диск 4, взаимодействующий с четырьмя клапанами 7, запорные элементы которых поджаты пружинами 6. При осевом смещении винта 3 вследствие его ввертывания (вывертывания) в гайку 2 происходит смещение запорных элементов клапанов таким образом, что проходное сечение одной пары клапанов увеличивается, а другой — соответственно уменьшается, вызывая перераспределение давления в полостях гидроцилиндра 8 и перемещение штока 9. Шток, перемещаясь, тянет за собой винт 3 с диском 4, стремясь вернуть клапаны в нейтральное положение. Четыре независимых распределительных элемента предназначены для регулирования нейтрального положения распределителя.
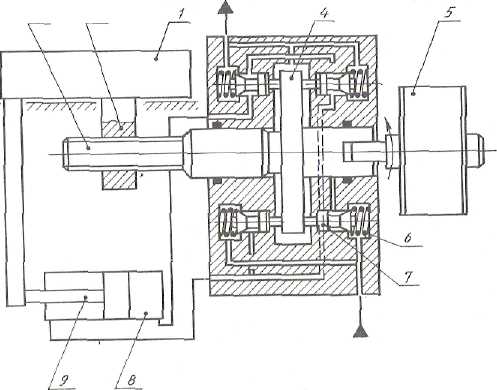 Однако применение такой конструкции ограничивает варианты компоновки привода, что связано с размещением АЗП на конце ходового винта. Кроме того, возможна поломка несилового винтового механизма при перемещении штока неуравновешенной внешней нагрузкой, что происходит, например, при использовании привода для перемещения вертикально движущихся узлов, которые могут опускаться под действием собственного веса при выключенных гидравлических устройствах.
Однако применение такой конструкции ограничивает варианты компоновки привода, что связано с размещением АЗП на конце ходового винта. Кроме того, возможна поломка несилового винтового механизма при перемещении штока неуравновешенной внешней нагрузкой, что происходит, например, при использовании привода для перемещения вертикально движущихся узлов, которые могут опускаться под действием собственного веса при выключенных гидравлических устройствах.
Рис. 8 Привод подачи стола фирмы «Хартманн» (ФРГ)
Другой вариант конструктивной реализации механизмов сравнения и обратной связи - привод, показанный на рис. 9. Стол станка 1 перемещается гидроцилиндром 2. Корпус цилиндра неподвижен, к нему прикреплен корпус 6 дросселирующего распределителя. Управляющие импульсы подаются на ШД 3, который через зубчатую передачу 4 поворачивает золотник 5 и связанный с ним задающий винт 8. Винт ввертывается в гайку-шестерню 7, которая зафиксирована в осевом направлении относительно корпуса 6 и смещает золотник 5 из нейтрального положения. Стол 1 перемещается и одновременно перемещает винт 10 обратной связи. Связанная с винтом гайка-шестерня 9 также зафиксирована в осевом направлении. Пара винт 10 — гайка 9 выполнена несамотормозящей, поэтому перемещение винта вызывает вращение гайки 9, которое передается гайке-шестерне 7. Соответствующим подключением полостей гидроцилиндра 2 к распределителю и выбором направления резьбы винтов 8 и 10, обеспечивается отрицательная обратная связь по перемещению стола.
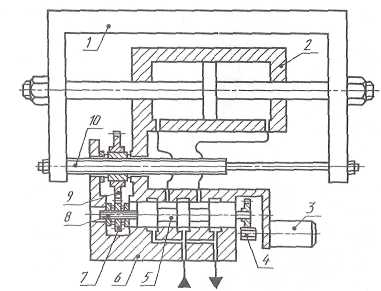
Рис. 9 Привод подачи стола фирмы «Яутзицу» (Япония)
По сравнению с рассмотренным выше этот привод более технологичен и позволяет разместить АЗП в удобном месте. Шаговый двигатель нагружен только малоинерционным винтом сравнивающего устройства, что улучшает динамические характеристики привода. Однако кинематическая структура АЗП затрудняет получение требуемых для металлорежущих станков дискретностей, составляющих 0,005—0,02 мм. Введение же понижающих передач в АЗП приводит к снижению его точности вследствие погрешностей, вносимых дополнительными звеньями.
Другой способ уменьшения инерционной нагрузки на ШД — применение зубчато-реечных передач в механизмах обратной связи. Такой привод разработан фирмой «Рексрот» (ФРГ) (рис. 10). Задающий ШД 8 поворачивает по программе винт 7, который взаимодействует с гайкой 5, связанной через реечную шестерню 4 и рейку 3 со столом / станка. Винт 7 и гайка 5 функционируют как сравнивающее устройство. Разность углов поворота винта (заданное перемещение) и гайки (отработанное перемещение) преобразуется в осевое смещение винта 7 и золотника 6, в результате чего изменяется давление в рабочих полостях гидроцилиндра 2, поршень цилиндра и связанный с ним стол перемещаются до тех пор, пока золотник не вернется в нейтральное положение.
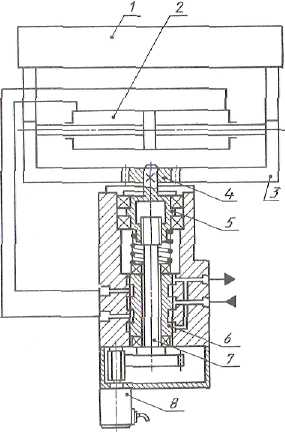
Рис. 10. Привод подачи стола фирмы «Рексрот» (ФРГ)
Привод прост по конструкции, однако, как и предыдущий, не обеспечивает требуемой дискретности. Кроме того, он имеет увеличенные поперечные размеры.
Рассмотренные недостатки устранены в конструкции ЛЭГП с АЗП фирмы «СИГ» (ФРГ) (рис. 11). При работе привода задающий электродвигатель 2 через муфту, которая может смещаться в осевом направлении, поворачивает червяк <3, находящийся в зацеплении с червячным колесом 5. На одном валу с червяком расположен четырех кромочный золотник 4. При повороте вала электродвигателя червяк перемещается вдоль оси и смещает золотник, вызывая перераспределение давления в полостях цилиндра и перемещение поршня 7, а также связанного с ним стола/. Обратная связь осуществляется фрикционным роликом 5, поджатым к поверхности штока. Шток, перемещаясь, поворачивает ролик 6 и сидящее с ним на одном валу червячное колесо 5, червяк 3 и золотник 4 перемещаются при этом к нейтральному положению. Пружина 5 служит для выбора люфта в кинематических передачах.
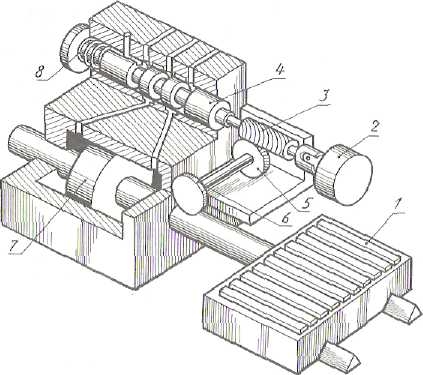
Рис. 10. Привод подачи стола фирмы «СИГ» (ФРГ)
Привод обеспечивает высокую технологичность изготовления, независимость исполнения задатчика от длины хода рабочего органа, малую инерционную нагрузку на ШД., предохранение от поломок в случае аварий и перегрузок, дискретность 0,002—0,05 мм.
Недостаток его — низкая точность вследствие возможности проскальзывания фрикционного ролика по штоку.
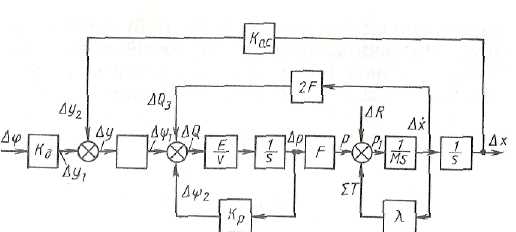
Рис. 11. Структурная схема ЛЭГП с АЗП
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 1059; Нарушение авторских прав?; Мы поможем в написании вашей работы!